· Equipa de Processos Rumtoo · Guia Técnico · 6 min read
De Sucata a Bobina: O Fluxo de Trabalho Completo de Reciclagem de Filamentos com Equipamento de Bancada
Um guia técnico passo a passo para criar um sistema de reciclagem de filamentos em circuito fechado, utilizando uma trituradora de bancada e uma extrusora de filamentos. Abrange todas as fases, desde a sucata de plástico até à bobina de filamento utilizável.
Um makerspace comunitário em Portland, Oregon, propôs-se responder a uma pergunta que a maioria das unidades de impressão 3D nunca chega a fazer: O que seria necessário para transformar os nossos próprios resíduos de impressão novamente em filamento utilizável?
A sua operação contava com 16 impressoras FDM, produzindo peças para pequenas empresas locais, workshops educativos e projetos de membros. O consumo mensal de filamento rondava os 25 kg, com cerca de 4–5 kg a irem para o lixo — impressões falhadas, estruturas de suporte, modelos de calibração e blocos de purga de cor. A 25 $/kg de um filamento PLA decente, esse caixote do lixo representava cerca de 1.200–1.500 $ por ano em material descartado.
No início de 2025, montaram uma estação de reciclagem compacta: uma mini trituradora de bancada para a redução de tamanho, um desidratador de alimentos para a secagem e uma extrusora de filamentos de bancada para a reextrusão. Espaço total de bancada: menos de 2 m². Em três meses de operação, estabeleceram um fluxo de trabalho repetível que convertia cerca de 70% dos seus resíduos de PLA em filamento de 1,75 mm imprimível.
Este guia documenta o fluxo de trabalho completo que desenvolveram — e que dezenas de outros laboratórios e makerspaces já adotaram — desde a sucata bruta até à bobina acabada.
A Cadeia de Equipamentos: O que Realmente Precisa
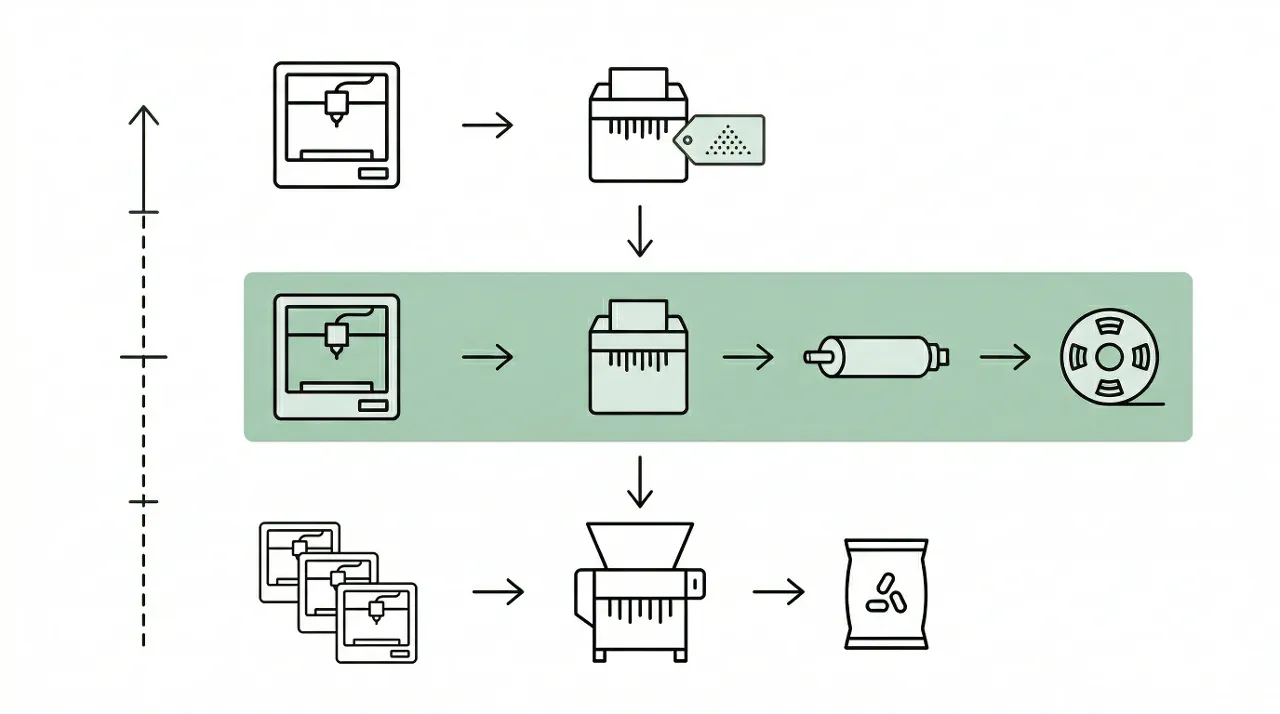
Um sistema de reciclagem de filamentos em circuito fechado consiste em cinco fases funcionais.
Fase 1: Redução de Tamanho — Trituradora de Bancada (Obrigatório)
A trituradora converte a sucata de plástico em grânulos pequenos o suficiente para alimentar a tremonha de uma extrusora. Esta é a primeira e mais crítica peça de equipamento na cadeia.
Requisitos principais para esta aplicação:
- Tamanho das partículas de saída entre 3 e 6 mm.
- Controlo de motor para frente/trás para libertar bloqueios.
- Funcionamento silencioso para ambientes de trabalho partilhados.
A mini trituradora de bancada Rumtoo está configurada especificamente para este caso de uso: um acionamento de 1,5 kW que produz moagem de 3 a 6 mm através de conjuntos de lâminas intercambiáveis.
Fase 2: Peneiração (Recomendado)
A saída bruta de uma trituradora contém uma distribuição de tamanhos, não um tamanho único uniforme. Para a maioria das extrusoras de filamentos, a gama ideal de alimentação é de 3 a 6 mm.
- Peças sobredimensionadas (>8 mm): bloqueiam na garganta da tremonha ou são alimentadas de forma inconsistente no fuso, causando picos de pressão.
- Finos e pó (<2 mm): fundem prematuramente na zona de alimentação, formando aglomerados e pontos quentes que degradam o polímero.
Um par de crivos empilhados — 8 mm no topo, 3 mm no fundo — separa a saída em três frações. A fração intermédia de 3–8 mm é a sua alimentação utilizável.
Fase 3: Secagem (Obrigatório para PETG/Nylon, Recomendado para PLA)
A humidade é a maior causa de falha na qualidade do filamento. Moléculas de água presas nos grânulos transformam-se em vapor durante a extrusão, criando bolhas internas que tornam o filamento quebradiço e rugoso.
| Material | Temperatura de Secagem | Tempo Mínimo | Conteúdo de Humidade Alvo |
|---|---|---|---|
| PLA | 50–55 °C | 2–4 horas | < 0,05% |
| PETG | 65 °C | 4–6 horas | < 0,02% |
| ABS | 80 °C | 2–4 horas | < 0,03% |
| Nylon (PA) | 80–85 °C | 8–12 horas | < 0,01% |
Regra Crítica: Seque sempre a moagem imediatamente antes da extrusão. Os grânulos de polímero reabsorvem a humidade atmosférica em poucas horas, especialmente em ambientes húmidos.
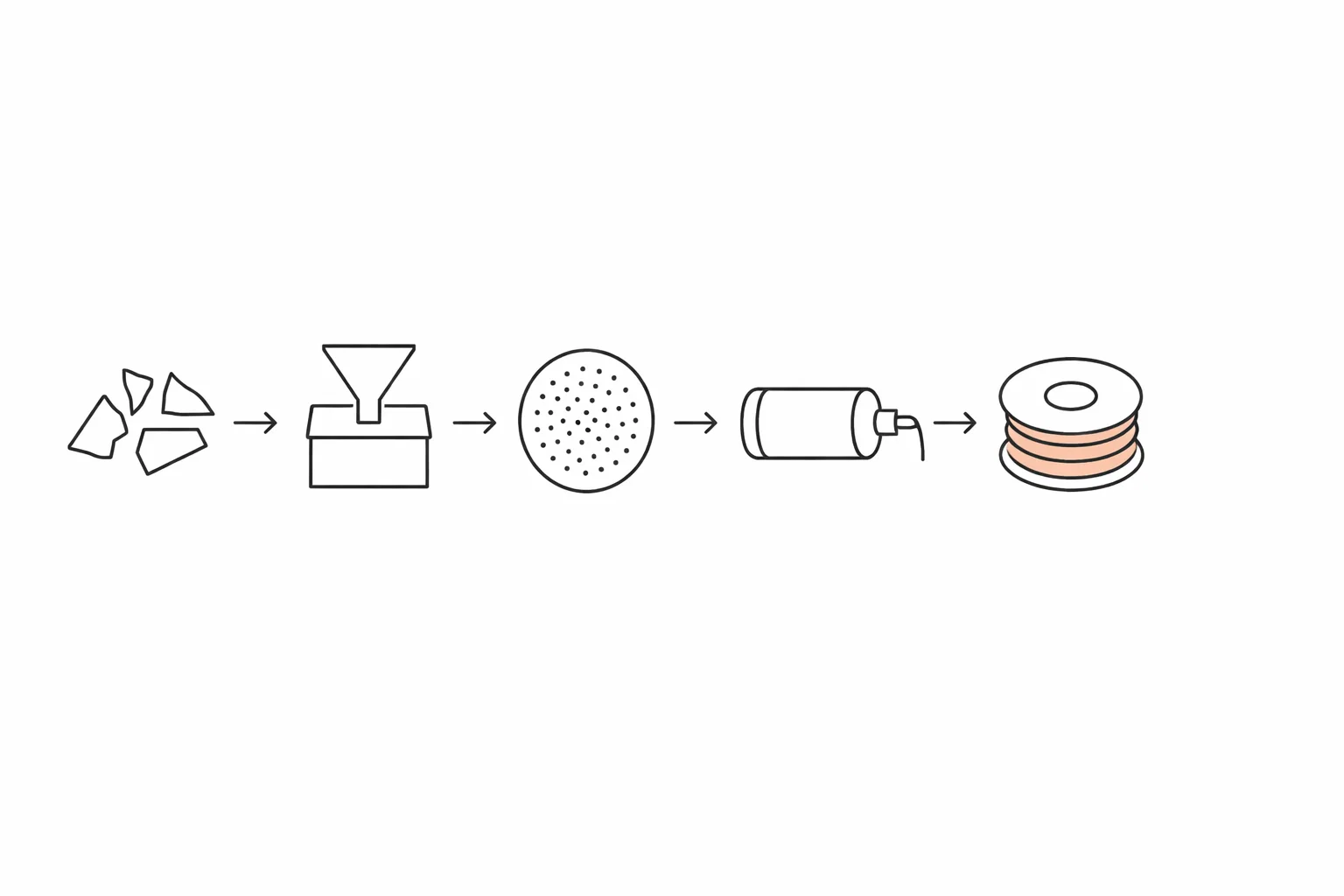
Fase 4: Extrusão de Filamentos (Obrigatório)
A extrusora funde os grânulos de moagem e empurra o polímero através de uma fieira de precisão para formar filamento contínuo num diâmetro alvo — tipicamente 1,75 mm ou 2,85 mm.
Estratégia de mistura virgem/reciclado: Se é novo na reciclagem de filamentos, comece com uma mistura 70/30 — 70% de moagem reciclada e 30% de pellets virgens. Os pellets virgens estabilizam o processo de extrusão e compensam a ligeira redução do peso molecular no material reciclado.
As extrusoras de filamentos de bancada da Rumtoo estão desenhadas para aceitar moagem diretamente — a geometria da tremonha e o perfil do fuso são otimizados para formas de grânulos irregulares.
Fase 5: Enrolamento (Recomendado)
Após a extrusão, o filamento deve ser recolhido numa bobina.
O enrolamento automatizado utiliza um suporte de bobina motorizado com tensão ajustável e um mecanismo de vaivém que distribui o filamento uniformemente. Isto produz bobinas limpas e sem emaranhados que correm de forma fiável na impressora.
O Fluxo de Trabalho Completo: Passo a Passo
Tempo aproximado para um lote de 2 kg de sucata de PLA:
- Separar (15 minutos): Separe a sucata por tipo de material. Remova peças com inserções metálicas ou etiquetas adesivas.
- Pré-cortar (10 minutos): Corte as peças com mais de 120 × 200 mm para caberem na entrada da trituradora.
- Triturar (30–60 minutos): Alimente as peças preparadas na trituradora de bancada.
- Peneirar (10 minutos): Passe a moagem por crivos. Retenha a fração de 3–8 mm.
- Secar (2–6 horas): Carregue a moagem seca num desidratador ou estufa à temperatura adequada.
- Extrudar (60–90 minutos): Carregue a moagem seca na tremonha da extrusora. Comece a baixas velocidades, ajustando o puxador para manter o diâmetro de 1,75 ± 0,05 mm.
- Enrolar (concomitante com a extrusão): Utilize uma estação de enrolamento para recolher o filamento de forma ordenada.
Qualidade: Reciclado vs Virgem
Precisão Dimensional
| Métrica | Filamento Comercial Virgem | Filamento Reciclado de Bancada |
|---|---|---|
| Tolerância do diâmetro | ±0,02 mm | ±0,05 mm (atingível com prática) |
Uma tolerância de ±0,05 mm é adequada para a maioria das impressões FDM. As fatiadoras (slicers) modernas compensam pequenas variações de diâmetro através do ajuste do caudal (flow rate).
Propriedades Mecânicas
A primeira passagem de reciclagem preserva 85–95% da resistência à tração original — uma redução insignificante para prototipagem rápida e projetos educativos. À terceira passagem, o material torna-se visivelmente mais quebradiço. Misturar 30–50% de pellets virgens em qualquer fase “reinicia” a curva de propriedades.
Modelo de Custo: Vale a pena o investimento?
A viabilidade financeira é mais forte quando o filamento reciclado substitui diretamente as compras de filamento novo.
| Cenário | Sucata Mensal | Filamento Recuperado | Poupança Anual |
|---|---|---|---|
| Pequeno laboratório (4–6 impressoras) | 2–3 kg | 1,5–2 kg | 450–600 $ |
| Makerspace Médio (10–16 impressoras) | 5–8 kg | 3,5–6 kg | 1.050–1.800 $ |
| Unidade de Impressão (30–50 impressoras) | 15–25 kg | 10–18 kg | 3.000–5.400 $ |
Para um makerspace de tamanho médio, o ponto de equilíbrio (payback) situa-se entre os 8 e os 18 meses.
Próximos Passos
Se está pronto para criar um fluxo de trabalho de reciclagem de filamentos, comece por medir duas coisas: o seu volume mensal de sucata por tipo de material e o diâmetro de filamento que as suas impressoras utilizam.
Envie o seu mix de materiais e volume mensal para a equipa de processos da Rumtoo. Podemos recomendar uma configuração de trituradora e extrusora adequada às suas necessidades.
- reciclagem de filamentos
- trituradora de bancada
- extrusora de filamentos
- economia circular
- reciclagem para impressão 3D