· Equipa de Engenharia Rumtoo · Guias de Compra · 17 min read
Como escolher uma máquina de peletização de plástico: monorosca vs. dupla rosca vs. subaquática
Escolher a máquina de peletização de plástico errada custa mais do que a diferença de preço. Este guia detalha as configurações de peletização monorosca, dupla rosca, em anel de água e subaquática — por matéria-prima, objetivo de saída e capacidade — para que possa combinar a extrusora certa com a sua linha de reciclagem antes de emitir um RFQ.
Escolher a máquina de peletização de plástico errada é um dos erros mais dispendiosos que uma fábrica de reciclagem pode cometer. Ao contrário de um triturador ou de uma lavadora — onde um desajuste aparece rapidamente nos números de capacidade — uma extrusora mal adaptada pode produzir pellets que falham consistentemente nas especificações de fluxo de fusão, cor ou pureza, muitas vezes durante meses antes de a causa raiz ser identificada.
Este guia abrange as quatro principais configurações de peletização utilizadas na reciclagem de plásticos: extrusoras monorosca, extrusoras dupla rosca, sistemas de peletização em anel de água e sistemas de peletização subaquática. Para cada tipo, explicamos a matéria-prima que processa bem, o produto final que produz, os intervalos de capacidade esperados e as situações em que se torna a escolha errada. No final, terá uma estrutura de decisão que poderá utilizar antes de contactar qualquer fornecedor.
Se estiver a comparar configurações de linha completas — lavagem e peletização de filme combinadas, ou peletização de plástico rígido a jusante de uma linha de lavagem — a nossa visão geral das linhas de peletização de reciclagem abrange layouts de sistema completos, desde a trituração até à saída de pellets.
O que uma máquina de peletização de plástico realmente faz — e o que não faz
Uma extrusora de peletização derrete, desgaseifica, filtra e forma o plástico reciclado em pellets uniformes. Não é uma máquina de limpeza. Os compradores que subinvestem na lavagem e secagem a montante esperam muitas vezes que a extrusora compense os problemas de contaminação ou humidade. Ela não pode fazê-lo.
No momento em que a matéria-prima entra na extrusora, já deve cumprir estas condições:
- Teor de humidade: Abaixo de 1% para a maioria dos flocos rígidos; abaixo de 0,5% para resinas higroscópicas como PET; abaixo de 3–5% para filme pré-compactado (dependendo do design de desgaseificação)
- Nível de contaminação: Contaminação por metal, papel e polímeros incompatíveis gerida a montante por separação magnética, tanques de separação por densidade (sink-float) e classificação por ar
- Tamanho das partículas: Flocos ou material triturado consistente dentro da gama para a qual a secção de alimentação foi concebida
De acordo com a Fundação Ellen MacArthur, mais de 80% dos problemas de design de embalagens plásticas que impedem a reciclabilidade também criam problemas de qualidade de pellets a jusante — o que significa que o investimento na fábrica por si só não pode recuperar valor de uma matéria-prima mal preparada.
A escolha da máquina de peletização importa apenas depois de o processo a montante estar corretamente especificado. O nosso guia de configuração de linhas de reciclagem de plástico abrange os requisitos de preparação a montante por tipo de resina.
Como calcular a capacidade de peletização de que necessita
Erros de dimensionamento em qualquer direção acarretam custos. Uma extrusora sobredimensionada funciona com carga parcial, insuflando o consumo de energia específico por tonelada. Uma linha subdimensionada torna-se um teto permanente para a sua capacidade e receita.
Utilize esta fórmula como ponto de partida:
Capacidade necessária (kg/h) = Matéria-prima diária total (kg) ÷ Horas de operação por dia
Uma fábrica que processa 8.000 kg/dia durante 20 horas de operação necessita de uma linha nominal de 400 kg/h. Antes de especificar a um fornecedor, adicione uma margem de 20–25% para janelas de manutenção planeada, volumes de pico sazonais e paragens não planeadas.
As linhas de peletização para reciclagem enquadram-se amplamente em três bandas de capacidade:
- Linhas pequenas (100–500 kg/h): Adequadas para recuperação de resíduos pós-industriais, operações de I&D ou startups de reciclagem em fase inicial
- Linhas médias (500–1.500 kg/h): Padrão para recicladores regionais com contratos de escoamento estabelecidos
- Linhas grandes (acima de 1.500 kg/h): Utilizadas por operadores de escala industrial que processam volumes de fardos pós-consumo
Se for provável uma expansão nos próximos cinco anos, pré-dimensione os circuitos elétricos e a área estrutural durante a construção inicial. Adaptar a estrutura do edifício após o comissionamento custa significativamente mais do que planeá-lo antecipadamente.
Máquinas de peletização de plástico monorosca: o cavalo de batalha fiável para matéria-prima limpa e estável
Uma extrusora monorosca utiliza uma rosca rotativa dentro de um cilindro aquecido para derreter, misturar e empurrar o plástico através de uma placa de matriz. É a configuração mais comum na reciclagem de plástico porque é mecanicamente mais simples, mais fácil de manter e custa menos do que as alternativas de dupla rosca.
Quando a monorosca é a escolha certa
As máquinas de peletização monorosca funcionam melhor quando:
- A matéria-prima está relativamente limpa e pré-seca: Filme PE pós-industrial, flocos de PP limpos, material triturado de HDPE lavado e flocos rígidos pré-selecionados funcionam de forma fiável numa linha monorosca
- A família de resinas é consistente: As máquinas monorosca são otimizadas para um ou dois tipos de resina, não para fluxos mistos ou contaminados que exijam uma homogeneização intensiva
- Os objetivos de capacidade estão na gama de 100–1.500 kg/h: Para a maioria das fábricas de reciclagem de média escala, uma extrusora monorosca bem configurada atinge esta gama de forma eficiente
- A simplicidade operacional é importante: Menos componentes de desgaste, intervalos de manutenção mais diretos e menor custo de peças sobressalentes tornam as configurações monorosca atraentes em mercados com infraestrutura de suporte técnico limitada
Onde a monorosca falha
Para filme pós-consumo com humidade residual acima de 3%, uma fase de desgaseificação monorosca raramente é suficiente. A geometria da rosca não foi concebida para matérias-primas com elevado teor de humidade ou elevados voláteis, e os pellets podem apresentar defeitos superficiais, bolhas ou MFI (índice de fluxo de fusão) inconsistente. Se a sua matéria-prima for filme de PE ou PP pós-consumo sem uma forte desidratação mecânica a montante, precisará de um espremedor (squeezer) a montante ou de uma configuração de dupla rosca.
Especificações típicas para linhas de peletização monorosca
| Parâmetro | Gama Típica |
|---|---|
| Capacidade | 100–1.500 kg/h |
| Diâmetro da rosca | 65–200 mm |
| Relação L/D | 30:1 a 36:1 |
| Matéria-prima ideal | Flocos rígidos limpos de PE, PP, HDPE, PS; filme pré-compactado |
| Capacidade de desgaseificação | Ventilação simples ou dupla; limitada para alta humidade |
| Potência do motor | 37–400 kW dependendo do diâmetro da rosca |
Máquinas de peletização de plástico dupla rosca: para humidade, contaminação e homogeneização exigente
Uma extrusora dupla rosca utiliza duas roscas entrelaçadas que rodam na mesma direção (co-rotativa) ou em direções opostas (contra-rotativa). A geometria entrelaçada cria uma mistura intensiva, melhor desgaseificação e maior cisalhamento — tornando-a a escolha certa para matérias-primas que uma monorosca não consegue processar de forma fiável.
Quando a dupla rosca é a escolha certa
As máquinas de peletização dupla rosca são a escolha correta quando:
- A matéria-prima tem humidade elevada: O filme PE/PP pós-consumo, o filme agrícola e os sacos tecidos carregam frequentemente 5–15% de humidade residual, mesmo após a prensagem. Os designs de dupla rosca com múltiplas zonas de desgaseificação lidam com isto sem produzir pellets com bolhas ou fora de especificação
- Adição de cargas ou aditivos: O carregamento de CaCO₃, a mistura de masterbatch de cor ou a adição de retardadores de chama requerem a intensidade de mistura que uma monorosca não consegue fornecer
- Processamento de resinas difíceis: PLA, TPU e outras resinas de grau de engenharia ou mistas requerem frequentemente um controlo específico de temperatura e cisalhamento que as dupla roscas co-rotativas fornecem
- A matéria-prima está mal homogeneizada: Flocos rígidos mistos com MFI variável, ou fluxos pós-consumo contaminados de uma triagem imperfeita, podem tornar-se mais consistentes através da compostagem de dupla rosca
- Os objetivos de saída requerem tolerância apertada de MFI: Os transformadores que compram rPP ou rPE para injeção de parede fina ou filme soprado especificam frequentemente janelas de MFI apertadas
O compromisso de custo
As extrusoras dupla rosca custam 2 a 4 vezes mais do que as máquinas monorosca de capacidade equivalente. Também requerem manutenção mais qualificada e têm taxas de desgaste mais elevadas nas roscas e cilindros ao processar matérias-primas abrasivas ou contaminadas. Antes de especificar uma dupla rosca, confirme se o seu processo a montante realmente a exige — ou se a sua especificação de saída exige uma homogeneização que a monorosca não consegue fornecer.
Especificações típicas para linhas de peletização dupla rosca
| Parâmetro | Gama Típica |
|---|---|
| Capacidade | 100–2.000 kg/h |
| Diâmetro da rosca | 35–135 mm (co-rotativa) |
| Relação L/D | 40:1 a 56:1 |
| Matéria-prima ideal | Filme pós-consumo, filme agrícola, sacos tecidos, mistura de compostos |
| Capacidade de desgaseificação | Múltiplas zonas de ventilação; lida com 5–15% de humidade de forma fiável |
| Potência do motor | 75–1.000 kW dependendo do diâmetro e aplicação |
Para configurações específicas de filme, consulte o nosso guia de processo de linha de lavagem de filme PP/PE, que aborda como o espremedor e a dupla rosca formam um sistema combinado de gestão de humidade.
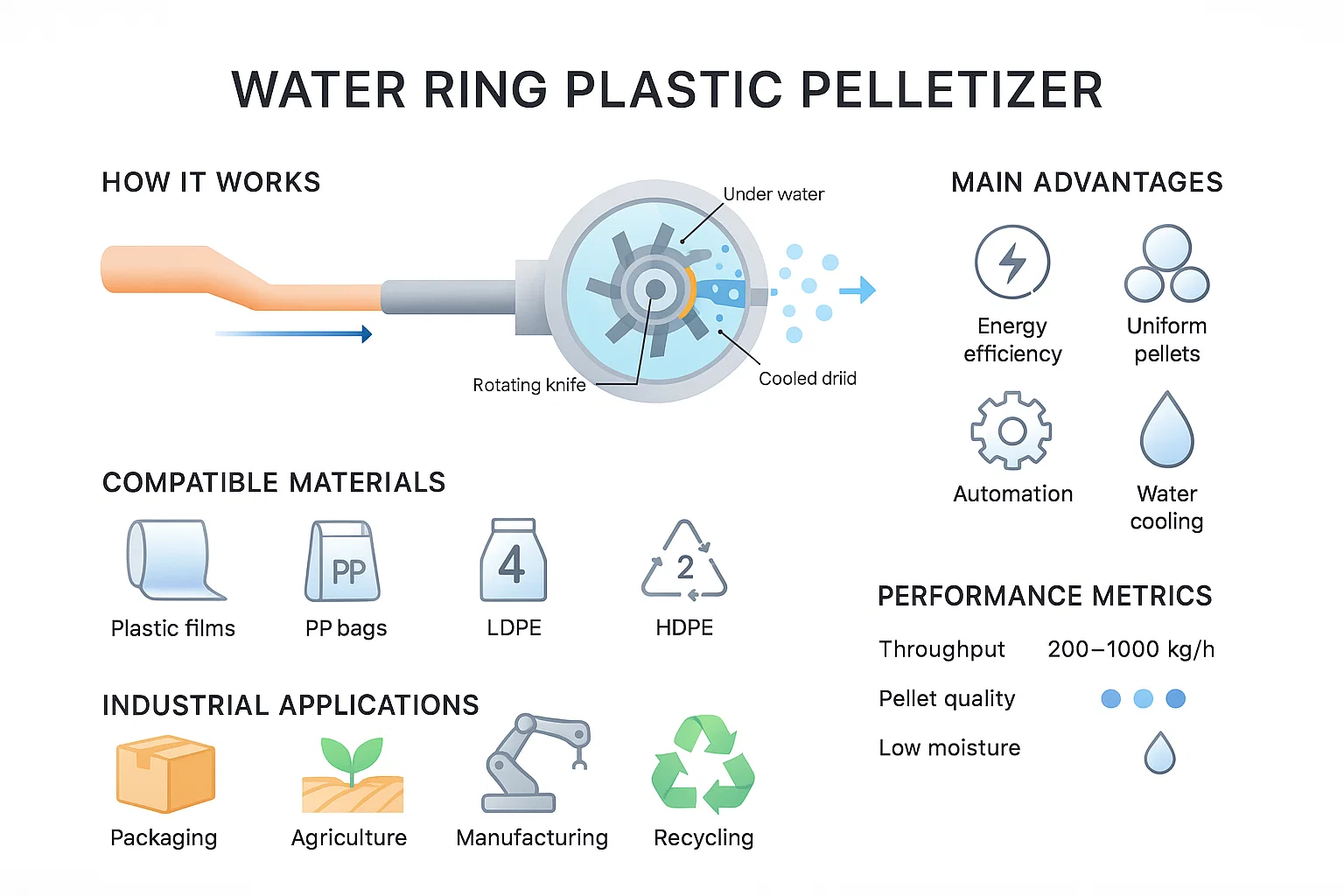
Peletização em anel de água: a opção prática de gama média para filme e plásticos macios
A peletização em anel de água (WRP) corta os pellets na face da matriz enquanto lâminas rotativas trabalham dentro de um anel de água que os arrefece imediatamente após o corte. O resultado é um pellet compacto e consistente — mais redondo do que o corte em esparguete (strand-cut), menos intensivo em capital do que um sistema subaquático completo.
Quando a peletização em anel de água é a escolha certa
- Matéria-prima de filme e sacos de PE e PP com capacidade de gama média: Os sistemas de anel de água são particularmente bem adequados para as poliolefinas, onde a resistência à fusão e a viscosidade tornam o manuseamento do esparguete pouco fiável
- Capacidade de 300–1.500 kg/h: A WRP oferece um bom equilíbrio entre desempenho e custo de capital nesta gama
- Fábricas com restrições de espaço: Os sistemas de anel de água são mais compactos do que as linhas de arrefecimento por esparguete; o circuito de água é autónomo
- Reciclagem de filme com um cortador-compactador a montante: Muitas linhas de reciclagem de filme PE/PP combinam um cortador-compactador (3 em 1: trituração + compactação + plastificação) alimentando diretamente um peletizador de anel de água sem uma rosca de extrusora separada, reduzindo a área ocupada e o investimento
Sistemas integrados de cortador-compactador
Para filme de PE/PP limpo ou ligeiramente contaminado, sacos tecidos e filamentos, uma linha de peletização integrada de cortador-compactador (por vezes chamada de sistema 3 em 1) combina a redução de tamanho, compactação e plastificação numa única unidade que alimenta diretamente um peletizador de anel de água. O calor de fricção gerado durante a compactação pré-seca o material e auxilia na remoção da humidade.
Esta configuração é apropriada quando:
- A matéria-prima é filme ou sacos pós-industriais relativamente limpos
- Os objetivos de capacidade são inferiores a 1.000 kg/h
- O orçamento operacional favorece a simplicidade em vez da flexibilidade máxima de saída
Não é apropriada para filme pós-consumo altamente contaminado que exija lavagem a montante e um controlo cuidadoso da humidade antes da extrusora.
Especificações típicas para linhas de peletização em anel de água
| Parâmetro | Gama Típica |
|---|---|
| Capacidade | 300–1.500 kg/h |
| Matéria-prima ideal | Filme PE, filme PP, sacos tecidos, plásticos macios |
| Geometria do pellet | Quase esférica; mais uniforme do que o corte em esparguete |
| Área ocupada pelo sistema | Compacta; circuito de água autónomo |
| Integração | Pode ser emparelhado com cortador-compactador ou com extrusora separada |
Sistemas de peletização subaquática: para alta capacidade, cortes limpos e geometria de pellet exigente
A peletização subaquática (UWP) corta os pellets imediatamente na face da matriz enquanto o esparguete está submerso num fluxo de água circulante. O resultado é um pellet uniforme, quase esférico, sem variação de arrefecimento na face da matriz e sem quebras de esparguete.
Quando a peletização subaquática é a escolha certa
- Capacidade acima de 1.000 kg/h: Em níveis de saída elevados, os sistemas de esparguete e de anel de água envolvem mais supervisão por parte do operador. Os sistemas subaquáticos automatizam isto e reduzem significativamente a intervenção
- Saída destinada a transformadores de filme ou fibra: Os transformadores que operam linhas de filme soprado ou de fiação de fibra preferem pellets esféricos porque alimentam as tremonhas e os sistemas de medição de forma mais consistente
- Linhas rPET garrafa-a-pellet: A produção de rPET de grau alimentar e rPET de grau de fibra utiliza tipicamente sistemas subaquáticos para alta pureza, alta capacidade e geometria de pellet rigorosa
- Fábricas contínuas de alta utilização: Os sistemas subaquáticos são concebidos para mais de 20 horas por dia de produção contínua com custos operacionais mínimos
O que a peletização subaquática não resolve
A peletização subaquática é uma tecnologia de formação, não um passo de purificação. Uma matéria-prima com elevada contaminação processada através de um sistema UWP continua a produzir pellets contaminados — melhor geometria, mas sem melhoria na pureza. Não especifique um sistema UWP para compensar falhas na lavagem a montante.
Especificações típicas para linhas de peletização subaquática
| Parâmetro | Gama Típica |
|---|---|
| Capacidade | 500–5.000+ kg/h |
| Tamanho do pellet | Diâmetro de 2–5 mm (ajustável) |
| Matéria-prima ideal | Flocos de rPET limpos, rHDPE limpo, flocos lavados de alta capacidade |
| Geometria do pellet | Esférica ou lenticular; muito consistente |
| Circulação de água | Circuito fechado; água recuperada e reciclada |
Seleção da máquina de peletização: roteiro de decisão por tipo de matéria-prima
Comece pela sua matéria-prima. Aqui está uma tabela de roteamento prática:
| Matéria-prima | Humidade na Extrusora | Tipo de Peletização Recomendado |
|---|---|---|
| Filme PP/PE pós-industrial limpo (pré-compactado) | < 3% | Monorosca com desgaseificação — ou cortador-compactador + WRP |
| Filme PE pós-consumo após lavagem + espremedor | 3–8% | Dupla rosca, múltiplas zonas de desgaseificação |
| Filme agrícola, sacos tecidos | 5–15% | Dupla rosca; forte desgaseificação necessária |
| Flocos de HDPE lavados (rígidos) | < 1% | Monorosca |
| Flocos rPET lavados (grau de garrafa) | < 0,5% | Monorosca ou UWP para alta capacidade |
| Flocos rígidos mistos (MFI variável) | < 2% | Dupla rosca para homogeneização |
| Mistura de compostos (+ CaCO₃ ou aditivos) | Específico do projeto | Dupla rosca (co-rotativa) |
| Filme PE/PP, capacidade de gama média (300–1.500 kg/h) | < 5% | Peletização em anel de água |
| Alta capacidade (> 1.500 kg/h), especificação de geometria apertada | Depende da resina | Peletização subaquática + extrusora apropriada |
Desgaseificação: o fator mais negligenciado na seleção da máquina de peletização
As zonas de desgaseificação no cilindro da extrusora removem compostos voláteis — humidade, solventes residuais, produtos de degradação de baixo peso molecular e gás retido — antes de o plástico chegar à matriz. Na reciclagem de plástico, a desgaseificação não é opcional para matérias-primas pós-consumo.
Uma máquina monorosca com uma ou duas aberturas de desgaseificação lida razoavelmente bem com matérias-primas com 1–3% de humidade. Para qualquer valor acima desse limite, necessita de:
- Um espremedor/unidade de desidratação a montante para prensar mecanicamente a humidade abaixo de 5%, combinado com uma secção de desgaseificação monorosca bem concebida
- Uma extrusora dupla rosca com múltiplas zonas de desgaseificação alargadas concebidas para lidar com a humidade elevada no fundido
A combinação mais utilizada para filme pós-consumo é: espremedor de rosca → extrusora de peletização dupla rosca. Consulte as nossas configurações de sistemas de lavagem integrados para saber como as unidades de secagem e densificação se encaixam nesta sequência.
Filtragem de fundido: especifique a finura antes de selecionar uma matriz
A filtragem de fundido remove a contaminação sólida do plástico fundido antes de este chegar à matriz e ao sistema de corte. Todas as linhas de peletização de reciclagem necessitam de filtragem. A finura depende da sua aplicação de saída:
- Filtragem grosseira (100–150 mícron): Suficiente para tubos de rHDPE de grau de construção ou paletes recicladas
- Filtragem média (60–100 mícron): Necessária para filme soprado com teor de PE ou PP reciclado acima de 30%
- Filtragem fina (40–80 mícron): Necessária para fibra de rPET em contacto com alimentos, compostos automóveis e filme soprado premium
- Filtragem contínua por retrolavagem (backflush): Necessária quando a contaminação da matéria-prima é variável; os sistemas de retrolavagem mudam os filtros automaticamente sem parar a produção
Especifique a finura da filtragem antes de finalizar o design da matriz e da rosca. Um filtro demasiado grosso permite a passagem de contaminação a jusante; um filtro demasiado fino em matéria-prima contaminada entope com tanta frequência que destrói o tempo de atividade.
Custo total de propriedade: o que calcular para além do preço de compra
| Fator de Custo | Monorosca | Dupla Rosca | Anel de Água | Subaquática |
|---|---|---|---|---|
| Custo de capital | O mais baixo | 2–4× monorosca | Moderado | O mais alto |
| Energia por kg de saída | O mais baixo | Mais alto | Moderado | Moderado |
| Vida útil da rosca/cilindro | 3–5 anos (limpo) | 1–3 anos (variável) | N/A (desgaste da matriz) | N/A (desgaste da matriz) |
| Perícia do operador necessária | Baixa | Mais alta | Moderada | Moderada |
| ROI típico (payback) | 18–36 meses | 24–48 meses | 18–36 meses | 30–60 meses |
O período de retorno (payback) depende fortemente dos preços do mercado local de pellets, do custo da mão de obra e do custo de aquisição da matéria-prima. De acordo com a Plastics Europe, os preços das resinas virgens de PP e PE na Europa tiveram uma média de 1.200 €–1.600 €/tonelada em 2024, enquanto os equivalentes reciclados foram negociados com um desconto de 15–30%, dependendo da pureza — um diferencial que impulsiona o cálculo do valor residual para qualquer investimento em peletização.
Perguntas frequentes sobre máquinas de peletização de plástico
Qual é a diferença entre uma máquina de peletização de plástico e um granulador?
Um granulador é uma máquina de redução de tamanho que corta o plástico sólido em pequenas partículas (material triturado ou flocos). Uma máquina de peletização (extrusora + sistema de corte) derrete esses flocos e reforma-os em pellets uniformes. Elas executam etapas de processo completamente diferentes e não são intercambiáveis.
Qual é a melhor máquina de peletização de plástico para a reciclagem de filme PE/PP?
Para filme pós-consumo com humidade elevada, uma extrusora dupla rosca com múltiplas zonas de desgaseificação emparelhada com um espremedor de rosca a montante é a configuração padrão. Para filme pós-industrial limpo, uma extrusora monorosca com um cortador-compactador ou um sistema de anel de água funciona com um custo de capital inferior.
De quanta capacidade necessito numa linha de peletização?
Utilize a fórmula: kg/h necessários = volume diário de matéria-prima ÷ horas de operação, depois adicione uma margem de 20–25%. Uma fábrica que processa 10 toneladas/dia durante 20 horas necessita de uma linha nominal de 500 kg/h com margem, por isso especifique para 600–625 kg/h.
Uma máquina de peletização de plástico pode processar tipos de plástico mistos?
Uma extrusora monorosca geralmente não é adequada para resinas altamente misturadas devido a temperaturas de fusão incompatíveis e má mistura. Uma extrusora dupla rosca com design de rosca apropriado pode lidar com alguns fluxos mistos, mas o MFI de saída e a consistência da cor serão limitados. Os pellets de plástico misto vendem-se geralmente com um desconto significativo em comparação com a saída de resina única.
Qual é a duração do período de retorno (payback) de uma máquina de peletização de plástico?
Os períodos de retorno variam tipicamente entre 18–36 meses para configurações monorosca que processam matéria-prima pós-industrial limpa, até 30–60 meses para grandes linhas de peletização subaquática que processam material pós-consumo. As variáveis principais são os preços locais da resina virgem, o preço de escoamento dos pellets, o custo de aquisição da matéria-prima e a taxa de utilização da capacidade.
O que devo enviar a um fornecedor antes de solicitar um orçamento?
Envie: tipo e forma da matéria-prima (resina, fonte, formato), nível de humidade na entrada da extrusora, perfil de contaminação, capacidade pretendida em kg/h, especificação do pellet de saída (MFI, tamanho, cor, humidade), aplicação a jusante para os pellets e utilidades disponíveis (kW, taxa de fluxo e temperatura da água de arrefecimento).
Perguntas-chave a responder antes de emitir um RFQ de máquina de peletização
Antes de contactar fornecedores, prepare respostas para estas entradas. Os fornecedores que não solicitarem a maioria delas não estão a configurar uma máquina para o seu processo real.
- Qual é a sua matéria-prima? Nomeie a resina, fonte (pós-consumo, pós-industrial) e forma (flocos, filme, material triturado)
- Qual é a humidade da matéria-prima na entrada da extrusora? Não após a lavagem — após o seu último passo de secagem
- Qual é o perfil de contaminação? Papel residual, metal, polímeros incompatíveis — tipo e percentagem estimada
- Qual é a sua capacidade pretendida? Em kg/h em operação de estado estacionário, não no pico
- De que especificação de saída necessita? Intervalo de MFI pretendido, tamanho do pellet, cor, limite de contaminação, humidade de saída
- Qual é a aplicação a jusante para os pellets? Extrusão de filme, moldagem por injeção, fiação de fibra ou revenda para exportação — cada uma requer especificações de saída diferentes
- Que utilidades estão disponíveis? Alimentação de energia (kW disponíveis), taxa de fluxo e temperatura da água de arrefecimento, preferência de aquecimento (vapor vs. elétrico)
Conclusão: combine a máquina de peletização com a matéria-prima, não com o orçamento
As quatro configurações de peletização resolvem, cada uma, um conjunto específico de condições de matéria-prima e de saída:
- Monorosca: Matéria-prima limpa, pré-seca e consistente; menor capital; manutenção mais simples; 100–1.500 kg/h
- Dupla rosca: Humidade acima de 3%, MFI variável, aplicações de mistura (compounding); 100–2.000 kg/h
- Anel de água: Filme PE/PP e plásticos macios com capacidade de gama média; integração com sistemas de cortador-compactador; 300–1.500 kg/h
- Peletização subaquática: Alta capacidade, geometria de pellet esférica, especificações de saída exigentes; 500–5.000+ kg/h
Em todos os quatro casos, a configuração da extrusora é tão boa quanto o processo a montante que a alimenta. Investir na lavagem correta, desidratação mecânica e filtragem de fundido determina se os seus pellets de saída cumprem as especificações do comprador — a máquina de peletização converte matéria-prima corretamente preparada em valor; não resgata matéria-prima incorretamente preparada.
Para discutir os seus requisitos específicos de matéria-prima e de saída, contacte a equipa de engenharia da Rumtoo para uma revisão da configuração antes de emitir um RFQ. A nossa página de linhas de peletização de reciclagem inclui configurações de referência para aplicações de filme, plástico rígido, PET e espuma com dados de capacidade e utilidades por família de linha.
- máquina de peletização de plástico
- extrusora de peletização
- extrusora monorosca
- extrusora dupla rosca
- peletização subaquática
- peletização em anel de água
- pellets de plástico reciclado
- peletização de filme PP PE