· Zespół Inżynieryjny Rumtoo · Przewodniki zakupowe · 5 min czytania
Jak wybrać regranulator (pelletizer) do tworzyw: jednoślimakowy vs dwuślimakowy vs podwodny
Wybór niewłaściwego regranulatora kosztuje więcej niż sama różnica w cenie. Ten przewodnik analizuje konfiguracje jednoślimakowe, dwuślimakowe, z pierścieniem wodnym oraz podwodne — według surowca i docelowej wydajności — abyś mógł dopasować odpowiednią wytłaczarkę do swojej linii recyklingowej.
Wybór niewłaściwego regranulatora do tworzyw to jeden z najkosztowniejszych błędów, jakie może popełnić zakład recyklingu. W przeciwieństwie do shreddera czy myjni — gdzie niedopasowanie widać od razu w wydajności — źle dobrana wytłaczarka może produkować granulat, który stale nie spełnia norm płynności (MFI), koloru lub czystości. Często mija wiele miesięcy, zanim prawdziwa przyczyna zostanie zidentyfikowana.
Ten przewodnik omawia cztery główne konfiguracje regranulacji stosowane w recyklingu tworzyw: wytłaczarki jednoślimakowe, dwuślimakowe, systemy cięcia w pierścieniu wodnym oraz systemy cięcia podwodnego. Wyjaśnimy, jakie surowce obsługują, jaką wydajność oferują i kiedy stają się niewłaściwym wyborem.
Jeśli porównujesz kompletne linie — mycie i regranulację folii lub regranulację tworzyw sztywnych — nasz opis linii do regranulacji tworzyw zawiera schematy całych systemów, od rozdrabniania po gotowy granulat.
Co regranulator faktycznie robi — a czego nie
Wytłaczarka do regranulacji topi, odgazowuje, filtruje i formuje przetworzone tworzywo w jednolity granulat. To nie jest maszyna do czyszczenia. Inwestorzy, którzy oszczędzają na etapach mycia i suszenia, często oczekują, że wytłaczarka zrekompensuje zanieczyszczenia lub wilgoć. Tak się nie dzieje.
Zanim surowiec wejdzie do wytłaczarki, powinien spełniać następujące warunki:
- Wilgotność: poniżej 1% dla sztywnego przemiału; poniżej 0,5% dla żywic higroskopijnych (np. PET); poniżej 3–5% dla zagęszczonej folii (zależnie od systemu odgazowania).
- Poziom zanieczyszczeń: metale, papier i inne materiały muszą zostać usunięte wcześniej (separacja magnetyczna, wanny flotacyjne, separatory powietrzne).
- Rozmiar cząstek: jednolity płatek lub przemiał mieszczący się w zakresie pracy sekcji zasilającej.
Wybór maszyny do regranulacji ma sens dopiero wtedy, gdy proces wstępny jest poprawnie skonfigurowany. Nasz przewodnik po konfiguracji linii recyklingowych szczegółowo opisuje wymogi przygotowania surowca.
Jak obliczyć wymaganą wydajność regranulacji
Błędy w doborze wydajności generują koszty. Przeskalowana wytłaczarka pracuje przy częściowym obciążeniu, zawyżając zużycie energii na tonę. Zbyt mała linia staje się „szklanym sufitem” dla Twoich przychodów.
Użyj tego wzoru jako punktu wyjścia: Wymagana wydajność (kg/h) = Całkowity dzienny wsad (kg) ÷ Liczba godzin pracy dziennie
Zakład przetwarzający 8000 kg/dzień w ciągu 20 godzin pracy potrzebuje linii o wydajności ok. 400 kg/h. Przed zamówieniem maszyny dodaj 20–25% marginesu bezpieczeństwa na konserwację, szczyty sezonowe i nieplanowane postoje.
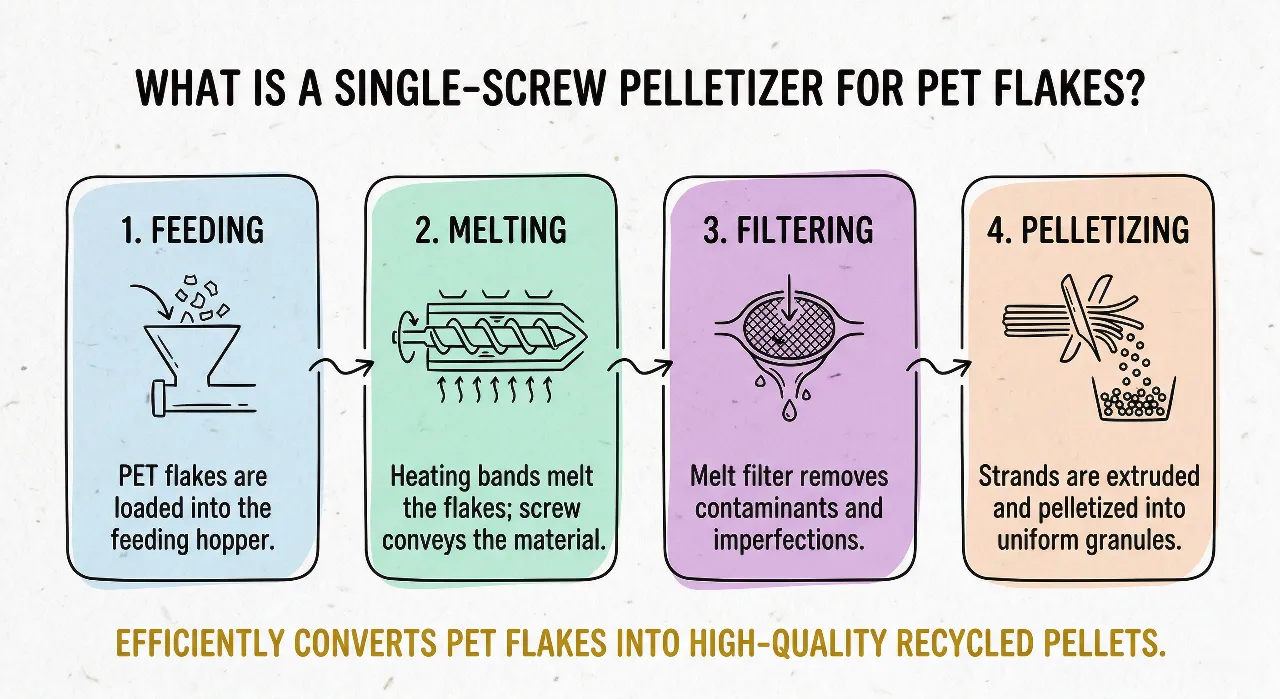
Wytłaczarki jednoślimakowe: Niezawodny standard dla czystego surowca
Wytłaczarka jednoślimakowa używa jednego obracającego się ślimaka do topienia, mieszania i tłoczenia plastiku przez matrycę. To najpopularniejsza konfiguracja w recyklingu, ponieważ jest konstrukcyjnie prostsza, łatwiejsza w utrzymaniu i tańsza niż rozwiązania dwuślimakowe.
Kiedy jednoślimak to dobry wybór:
- Surowiec jest stosunkowo czysty i suchy: Odpady folii PE po-produkcyjnej, czysty płatek PP, umyty przemiał HDPE.
- Jednolity rodzaj tworzywa: Maszyny te są zoptymalizowane pod jeden lub dwa typy żywic, a nie pod mieszanki wymagające intensywnego ujednolicania (homogenizacji).
- Wydajność 100–1500 kg/h: Dla większości średnich zakładów recyklingu to najbardziej efektywny wybór.
- Prostota obsługi: Mniej części zużywalnych i łatwiejsza konserwacja.
Gdzie jednoślimak zawodzi:
Dla folii po-konsumenckiej z wilgotnością powyżej 3%, odgazowanie jednostopniowe rzadko wystarcza. Granulat może mieć pory, pęcherzyki lub niestabilne MFI. W takim przypadku niezbędna jest zagęszczarka przed wytłaczarką lub przejście na system dwuślimakowy.
Wytłaczarki dwuślimakowe: Do wilgoci, zanieczyszczeń i domieszkowania
Wytłaczarka dwuślimakowa używa dwóch zazębiających się ślimaków obracających się w tym samym (współbieżne) lub przeciwnym kierunku (przeciwbieżne). Taka geometria zapewnia intensywne mieszanie, lepsze odgazowanie i wyższe siły ścinające.
Kiedy dwuślimak to dobry wybór:
- Surowiec ma podwyższoną wilgotność: Folia po-konsumencka lub rolnicza często ma 5–15% wilgoci po wyciskaniu. Systemy dwuślimakowe z wieloma strefami odgazowania radzą sobie z tym bez utraty jakości granulatu.
- Dodawanie wypełniaczy i dodatków: Dozowanie kredy (CaCO₃), barwników w koncentracie (masterbatch) czy środków uniepalniających wymaga intensywnego mieszania, którego jednoślimak nie zapewni.
- Przetwarzanie trudnych tworzyw: PLA, TPU i inne techniczne polimery wymagają precyzyjnej kontroli temperatury i ścinania.
- Wymóg bardzo wąskiej tolerancji MFI: Odbiorcy granulatu do wtrysku cienkościennego lub folii rozdmuchiwanej często stawiają bardzo surowe wymagania co do stabilności parametrów.
Cięcie w pierścieniu wodnym (Water-ring): Praktyczna opcja dla folii
W systemie tym granulki są odcinane bezpośrednio na matrycy, a wirujące noże pracują wewnątrz pierścienia wodnego, który natychmiast je chłodzi. Wynikiem jest zwarty, jednolity granulat — bardziej okrągły niż przy cięciu nitkowym, a tańszy niż pełny system podwodny.
Najlepsze dla:
- Folii PE i PP przy średnich wydajnościach (300–1500 kg/h).
- Zakładów z ograniczoną przestrzenią (system jest bardzo kompaktowy).
- Linii zintegrowanych (tzw. 3-w-1: rozdrabnianie + zagęszczanie + regranulacja).
Systemy cięcia podwodnego (Underwater): Dla najwyższej jakości i wydajności
Cięcie podwodne odbywa się bezpośrednio na matrycy zanurzonej w obiegu wody. Daje to idealnie jednorodny, niemal sferyczny granulat.
Najlepsze dla:
- Wydajności powyżej 1000 kg/h: Przy dużym przepływie systemy podwodne wymagają mniej ingerencji operatora niż cięcie nitkowe.
- Dostawców dla branży folii i włókien: Odbiorcy preferują sferyczny granulat, bo łatwiej i stabilniej dozuje się go do maszyn.
- Linii rPET (bottle-to-pellet): Produkcja rPET do kontaktu z żywnością lub do włókien niemal zawsze korzysta z cięcia podwodnego dla zachowania najwyższej czystości i powtarzalności kształtu.
Wybór regranulatora: Schemat decyzyjny według surowca
| Surowiec | Wilgotność w extrudzerze | Rekomendowany typ |
|---|---|---|
| Czysta folia PP/PE po-produkcyjna | < 3% | Jednoślimak z odgazowaniem lub system 3-w-1 |
| Folia po-konsumencka (po myciu + prasie) | 3–8% | Dwuślimak z wielostrefowym odgazowaniem |
| Folia rolnicza, worki Big-Bag | 5–15% | Dwuślimak z silnym odgazowaniem |
| Umyty przemiał HDPE (sztywny) | < 1% | Jednoślimak |
| Umyty płatek rPET (butelkowy) | < 0,5% | Jednoślimak lub system podwodny |
| Homogenizacja (mieszanie MFI) | < 2% | Dwuślimak |
| Domieszkowanie (kreda, barwniki) | wg projektu | Dwuślimak współbieżny |
Odgazowanie i Filtracja: Kluczowe detale
Odgazowanie: Strefy odgazowania usuwają wilgoć, resztki rozpuszczalników i gazy. W recyklingu odpadów po-konsumenckich odgazowanie próżniowe jest niezbędne.
Filtracja stopu: Każda linia recyklingu potrzebuje filtracji. Jej dokładność zależy od przeznaczenia granulatu:
- Gruba (100–150 mikronów): Dla rur rHDPE czy palet.
- Średnia (60–100 mikronów): Dla folii rozdmuchiwanej (worki na śmieci itp.).
- Dokładna (40–80 mikronów): Dla włókien PET, branży motoryzacyjnej i folii premium.
Podsumowanie: Dopasuj maszynę do materiału, a nie tylko do budżetu
Cztery konfiguracje regranulacji rozwiązują różne problemy:
- Jednoślimak: Czysty, suchy surowiec; niższy koszt; łatwiejsza obsługa.
- Dwuślimak: Wilgoć powyżej 3%, domieszkowanie, wymagająca homogenizacja.
- Pierścień wodny: Folia PE/PP przy średnich wydajnościach; świetna integracja.
- Cięcie podwodne: Gigantyczna wydajność, idealna geometria granulatu, branża PET i premium.
Zawsze pamiętaj: wytłaczarka jest tak dobra, jak proces przygotowania surowca przed nią. Inwestycja w poprawne mycie, odwadnianie i filtrowanie decyduje o tym, czy Twój granulat znajdzie nabywcę.
Aby omówić specyfikację Twojego surowca, skontaktuj się z zespołem inżynierskim Rumtoo. Nasza strona o liniach do regranulacji zawiera referencyjne konfiguracje dla różnych zastosowań.
- regranulator do tworzyw
- wytłaczarka do regranulacji
- wytłaczarka jednoślimakowa
- wytłaczarka dwuślimakowa
- cięcie podwodne
- cięcie w pierścieniu wodnym
- regranulat tworzyw sztucznych
- regranulacja folii PP PE