Linie do Regranulacji Tworzyw
Powrót do głównego centrum regranulacji, aby porównać linie do sztywnych tworzyw, folii i PET.

Produkty i rozwiązania
Tylko produkty i rozwiązaniaNie znaleziono pasujących produktów ani rozwiązań.
Linie do Regranulacji Tworzyw
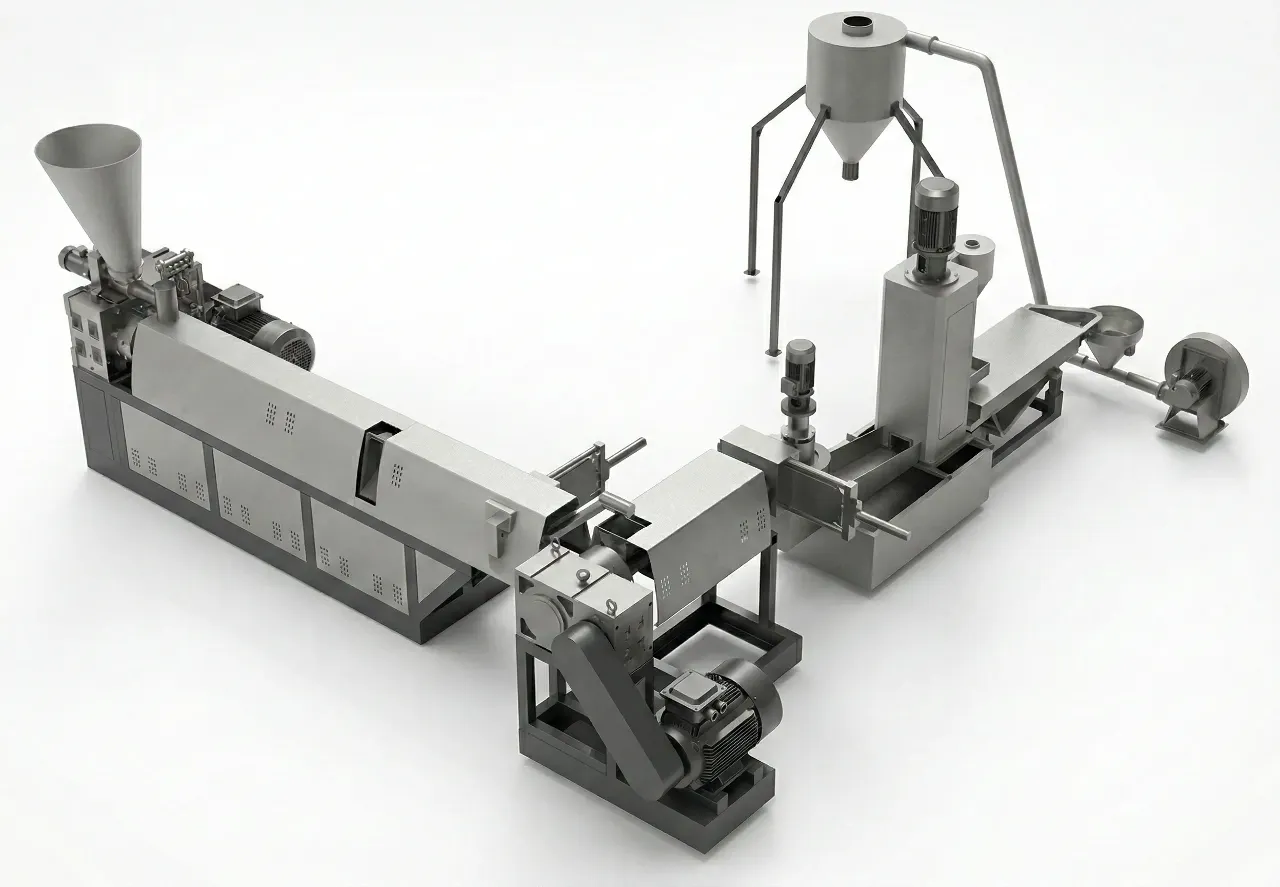
Seria 6 modeli (SJ85–SJ180, 100–1200 kg/h) z wytłaczaniem jednoślimakowym, progresywną filtracją i granulacją strunową lub pierścieniową.
Nabywcy przemiału sztywnego zazwyczaj porównują ścieżkę dla twardych tworzyw z liniami do folii przed ofertą.
Powrót do głównego centrum regranulacji, aby porównać linie do sztywnych tworzyw, folii i PET.
Wybierz tę stronę, jeśli surowcem jest umyta folia PP/PE, rafia lub worki tkane.
Istotne dla opracowywania receptur lub compoundingu przed skalą przemysłową.
Wybierz linię na podstawie zachowania płatków, obciążenia filtracji i celu granulatu, nie tylko wielkości wytłaczarki.
Określ, czy linia będzie przetwarzać płatki HDPE, przemiał PP, ABS, PS, wlewki czy mieszane strumienie recyklingu.
Gęste płatki wymagają wymuszonego podawania; wilgoć lub zapachy mogą wymagać mocniejszego odgazowania lub drugiego stopnia.
Zmieniacz sit i sposób cięcia powinny być dobrane do czystości stopu i końcowego zastosowania granulatu.
Linia powinna być dobrana pod kątem tego, czy granulat trafi do wtrysku własnego, wytłaczania czy na odsprzedaż.
Sześć rozmiarów modeli od 100 do 1200 kg/h, od małych warsztatów po duże zakłady, z dopasowanym ślimakiem, filtracją i metodą granulacji.
Sześć standardowych modeli od SJ85 do SJ180 pokrywa zakres 100–1200 kg/h. Dobierz model do rodzaju tworzywa, rozmiaru płatka i celu produkcyjnego bez przewymiarowania linii.
Granulacja strunowa sprawdza się przy standardowych żywicach, a pierścień wodny przy większych wydajnościach i bardziej miękkich materiałach — dobierana do tworzywa i wymaganej jakości granulatu.
Płytowe, kolumnowe lub automatyczne zmieniacze sit są dobierane do poziomu zanieczyszczeń. Bardziej zabrudzone wsady korzystają z automatycznej filtracji bez zatrzymywania linii.
Większość problemów z jakością granulatu w recyklingu twardych tworzyw wynika z niedopasowanego podawania, filtracji lub metody granulacji, a nie tylko z wielkości wytłaczarki.
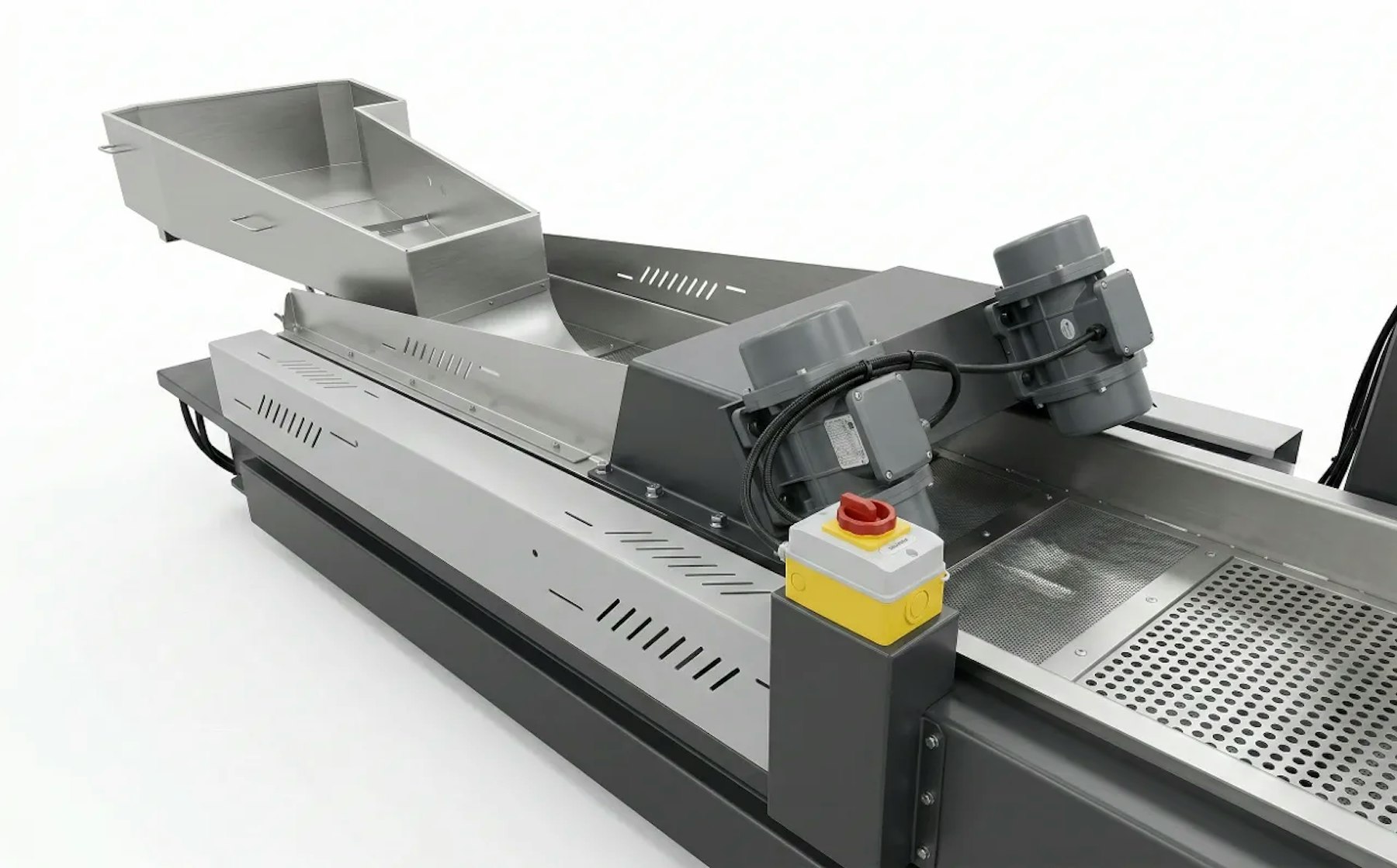
Sztywne płatki mostkują w zasypie i głodzą wytłaczarkę, powodując nierówny stop oraz zmienny rozmiar granulatu.
Systemy wymuszonego podawania z mieszadłem lub zasobnikiem dociskowym zapewniają stały dopływ płatków, szczególnie przy przemiale HDPE i PP o niższej gęstości nasypowej.
Pozostałości etykiet, drobiny i brud przechodzą przez filtrację i zanieczyszczają granulat.
Trzy opcje zmieniacza sit — płytowy, kolumnowy lub automatyczny — są dobierane do obciążenia zanieczyszczeniami. Automatyczne zmieniacze umożliwiają ciągłą filtrację bez zatrzymywania linii.
Wilgoć i części lotne w umytych płatkach powodują pęcherze, puste przestrzenie lub zapach w granulacie.
Odgazowanie atmosferyczne lub próżniowe usuwa wilgoć i gaz przed głowicą. Układ dwustopniowy daje dodatkową zdolność odgazowania dla mocno mytego lub wilgotnego materiału.
Kształt, rozmiar lub powierzchnia granulatu są niestabilne i powodują problemy z podawaniem w dalszym procesie.
Granulacja strunowa daje równomierne cylindryczne granulki, a pierścień wodny wytwarza zaokrąglony granulat przy większej wydajności. Metodę dobiera się do tworzywa i sposobu ponownego użycia.
Projekty regranulacji sztywnych tworzyw są zwykle oceniane zarówno na podstawie konfiguracji maszyny, jak i zdolności linii do produkcji stabilnego granulatu.
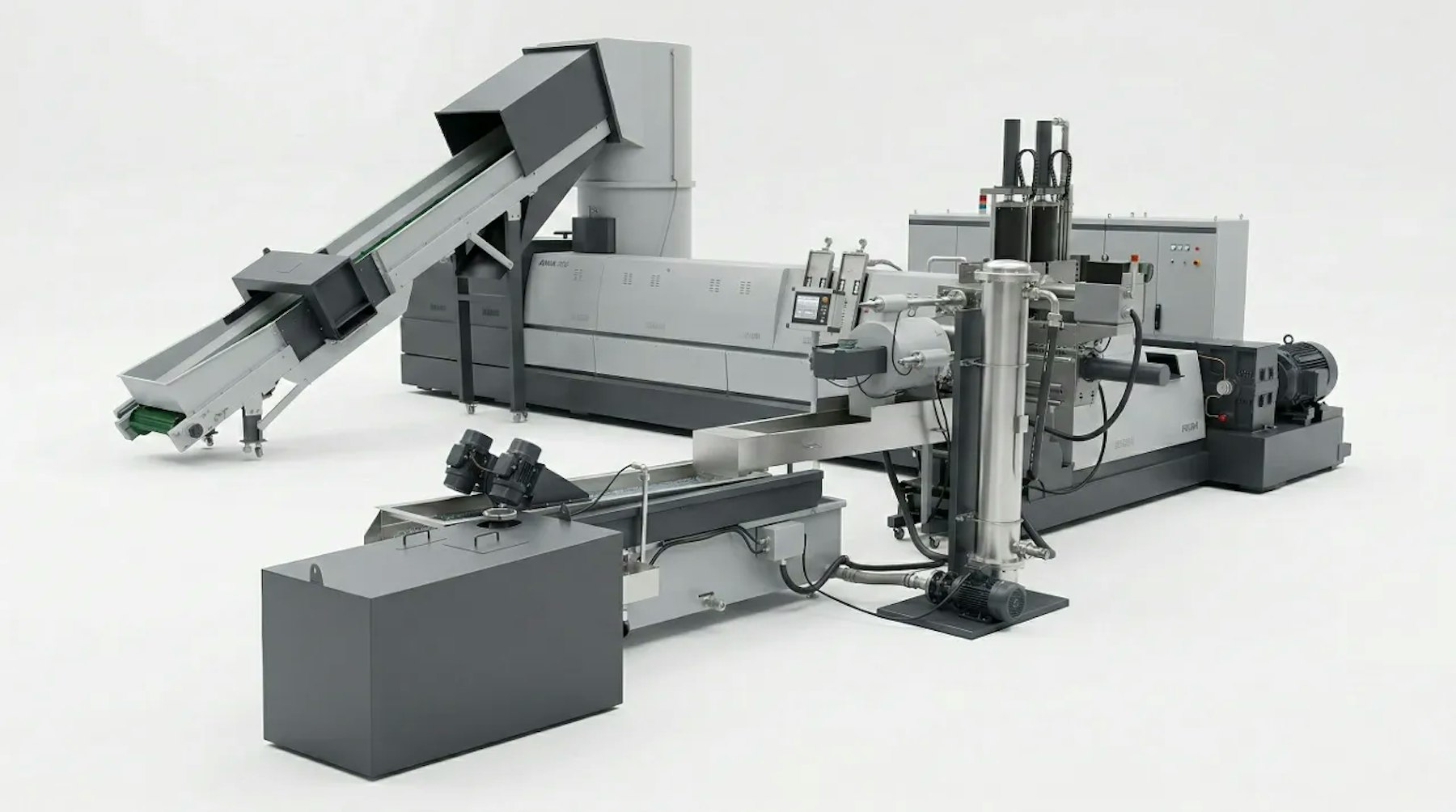
Linie do sztywnych tworzyw są projektowane wokół średnicy ślimaka, siły odgazowania, strategii zmiany filtrów i metody granulacji.
Celem jest strumień granulatu o powtarzalnej jakości stopu, stabilnym ciśnieniu i geometrii ułatwiającej ponowne użycie.
Zobacz, jak sztywne płatki są przetwarzane przez system podawania, wytłaczanie i filtrację w wysokiej jakości regranulat.
Regranulacja sztywnych płatków HDPE, PP, ABS i PS ze strumieni przemysłowych lub umytych pokonsumpcyjnych.
Stabilizacja jakości stopu i filtracja resztkowych etykiet, drobinek lub brudu przed formowaniem granulatu.
Dopasowanie jakości granulatu do wymogów formowania, wytłaczania lub komercyjnej sprzedaży regranulatu.
| Parametr | Specyfikacja | Uwagi | |||
|---|---|---|---|---|---|
| SJ85-100 | Water strands pelletizing | Plate screen changer | 85 mm (L/D 28-33:1) / 100 mm (L/D 10:1) | 55-75 kW | 100-200 kg/h |
| SJ100-120 | Water strands pelletizing | Plate screen changer | 100 mm (L/D 28-33:1) / 120 mm (L/D 10:1) | 90-110 kW | 200-350 kg/h |
| SJ130-150 | Water strands pelletizing | Column screen changer | 130 mm (L/D 28-33:1) / 150 mm (L/D 10-12:1) | 132-160 kW | 400-550 kg/h |
| SJ150-160 | Water strands / Water ring | Column screen changer | 150 mm (L/D 28-33:1) / 160 mm (L/D 12:1) | 185-200 kW | 500-650 kg/h |
| SJ160-180 | Water ring pelletizing | Automatic screen changer | 160 mm (L/D 28-33:1) / 180 mm (L/D 12:1) | 220-250 kW | 700-900 kg/h |
| SJ180-200 | Water ring pelletizing | Automatic screen changer | 180 mm (L/D 28-33:1) / 200 mm (L/D 12:1) | 280-315 kW | 900-1200 kg/h |
Powyższe parametry to standardowe konfiguracje. Wszystkie specyfikacje — w tym średnica ślimaka, stosunek L/D, metoda granulacji, typ zmieniacza sit i moc silnika — mogą być dostosowane do Twoich potrzeb.
| Czynnik decyzyjny | Linia do twardych tworzyw | Linia do folii (z zagęszczarką) |
|---|---|---|
| Materiał | Sztywne płatki, przemiał, wlewki (HDPE, PP, ABS, PS) | Folia, rafia, worki tkane, stretch |
| Gęstość podawania | Wysoka gęstość nasypowa — podawanie wymuszone lub grawitacyjne | Bardzo niska gęstość — wymaga zagęszczarki |
| Typowa wydajność | 100–1200 kg/h | 200–800 kg/h |
| Metoda granulacji | Strunowa lub w pierścieniu wodnym | Strunowa, pierścień wodny lub przy głowicy |
| Główne wyzwanie | Filtracja stopu i usuwanie zanieczyszczeń | Redukcja objętości i usuwanie powietrza |
Granulacja strunowa wytłacza stop w struny chłodzone w wannie wodnej, a następnie tnie je na cylindryczny granulat — to dobre rozwiązanie dla standardowych tworzyw, takich jak HDPE i PP. Pierścień wodny tnie przy głowicy i chłodzi granulat w obiegu wody, dając bardziej zaokrąglone granulki przy większych wydajnościach i miększych materiałach.
Płytowy zmieniacz sit jest ekonomiczny dla czystego przemiału przemysłowego. Kolumnowy sprawdza się przy średnim poziomie zanieczyszczeń. Automatyczny jest zalecany dla strumieni pokonsumpcyjnych z etykietami, drobinami i brudem, bo umożliwia ciągłą filtrację bez zatrzymywania linii.
Tak. Linia obsługuje umyte płatki HDPE, PP, ABS i PS. Przy materiale pokonsumpcyjnym o wyższej wilgotności lub większym zanieczyszczeniu zalecany jest układ dwustopniowy ze wzmocnionym odgazowaniem i automatycznym zmieniaczem sit.
Dobór modelu zależy od rodzaju tworzywa, gęstości nasypowej płatków, poziomu zanieczyszczeń i docelowej jakości granulatu, nie tylko od kg/h. SJ85 pasuje do 100–200 kg/h, a SJ180 obsługuje 900–1200 kg/h. Prześlij Rumtoo dane materiału, aby otrzymać dopasowaną rekomendację.
Wyślij typ materiału, wielkość płatków, zabrudzenie, wydajność i zastosowanie dla dopasowanej rekomendacji.