· Rumtoo Engineering Team · Buying Guides · 13 min read
How to choose a plastic pelletizing machine: single-screw vs. twin-screw vs. underwater
Choosing the wrong plastic pelletizing machine costs more than the price difference. This guide breaks down single-screw, twin-screw, water-ring, and underwater pelletizing configurations—by feedstock, output target, and throughput—so you can match the right extruder to your recycling line before you issue an RFQ.
Choosing the wrong plastic pelletizing machine is one of the most expensive mistakes a recycling plant can make. Unlike a shredder or a washer—where a mismatch shows up quickly in throughput numbers—a poorly matched extruder can produce pellets that consistently fail melt flow, color, or purity specs, often for months before the root cause is identified.
This guide covers the four main pelletizing configurations used in plastic recycling: single-screw extruders, twin-screw extruders, water-ring pelletizing systems, and underwater pelletizing systems. For each type, we explain the feedstock it handles well, the output it produces, the throughput ranges to expect, and the situations where it becomes the wrong choice. By the end, you’ll have a decision framework you can use before you engage any supplier.
If you’re comparing complete line configurations—film washing and pelletizing combined, or rigid plastic pelletizing downstream of a washing line—our plastic pelletizing lines overview covers full system layouts from shredding to pellet output. For the full six-stage workflow and a material-by-material adaptation matrix covering PE film, PP raffia, HDPE, PET, PVC, and PS/EPS/ABS, see our pelletizing plastic process guide.
What a plastic pelletizing machine actually does—and what it doesn’t
A pelletizing extruder melts, degasses, filters, and forms recycled plastic into uniform pellets. It is not a cleaning machine. Buyers who underinvest in upstream washing and drying often expect the extruder to compensate for contamination or moisture problems. It cannot.
By the time feedstock enters the extruder, it should already meet these conditions:
- Moisture content: Below 1% for most rigid flake; below 0.5% for hygroscopic resins like PET; below 3–5% for pre-compacted film (depending on degassing design)
- Contamination level: Metal, paper, and incompatible polymer contamination managed upstream by magnetic separation, sink-float tanks, and air classification
- Particle size: Consistent flake or shredded material within the range the feed section is designed to handle
According to the Ellen MacArthur Foundation, more than 80% of plastic packaging design issues that prevent recyclability also create downstream pellet quality problems—meaning plant investment alone cannot recover value from poorly prepared feedstock.
The pelletizing machine choice matters only after the upstream process is correctly specified. Our plastic recycling line configuration guide covers upstream preparation requirements by resin type.
How to calculate the pelletizing capacity you need
Sizing errors in either direction carry cost. An oversized extruder runs at partial load, inflating specific energy consumption per ton. An undersized line becomes a permanent ceiling on your throughput and revenue.
Use this formula as a starting point:
Required throughput (kg/h) = Total daily feedstock (kg) ÷ Operating hours per day
A plant processing 8,000 kg/day over 20 operating hours needs a nominal 400 kg/h line. Before specifying to a supplier, add a 20–25% buffer for planned maintenance windows, seasonal peak volumes, and unplanned stoppages.
Pelletizing lines for recycling broadly fall into three capacity bands:
- Small lines (100–500 kg/h): Suitable for post-industrial scrap recovery, R&D operations, or early-stage recycling startups
- Medium lines (500–1,500 kg/h): Standard for regional recyclers with established off-take contracts
- Large lines (above 1,500 kg/h): Used by industrial-scale operators processing post-consumer bale volumes
If expansion is likely within five years, pre-rate electrical circuits and structural footprint during initial construction. Retrofitting the building shell after commissioning costs significantly more than planning for it upfront.
Single-screw plastic pelletizing machines: the reliable workhorse for clean, stable feedstock
A single-screw extruder uses one rotating screw inside a heated barrel to melt, mix, and push plastic through a die plate. It is the most common configuration in plastic recycling because it is mechanically simpler, easier to maintain, and costs less than twin-screw alternatives.
When single-screw is the right choice
Single-screw pelletizing machines work best when:
- Feedstock is relatively clean and pre-dried: Post-industrial PE film, clean PP flake, washed HDPE regrind, and pre-sorted rigid flake all run reliably on a single-screw line
- The resin family is consistent: Single-screw machines are optimized for one or two resin types, not mixed or contaminated streams requiring intensive homogenization
- Throughput targets are in the 100–1,500 kg/h range: For most medium-scale recycling plants, a well-configured single-screw extruder hits this range efficiently
- Operating simplicity matters: Fewer wear components, more straightforward maintenance intervals, and lower spare parts cost make single-screw configurations attractive in markets with limited technical support infrastructure
Where single-screw falls short
For post-consumer film with residual moisture above 3%, a single-screw degassing stage is rarely sufficient. The screw geometry is not designed for high-moisture or high-volatiles feedstock, and pellets may show surface defects, bubbling, or inconsistent MFI (melt flow index). If your feedstock is post-consumer PE or PP film without strong mechanical dewatering upstream, you either need a squeezer upstream or a twin-screw configuration.
Typical specifications for single-screw pelletizing lines
| Parameter | Typical Range |
|---|---|
| Throughput | 100–1,500 kg/h |
| Screw diameter | 65–200 mm |
| L/D ratio | 30:1 to 36:1 |
| Best-fit feedstock | Clean PE, PP, HDPE, PS rigid flake; pre-compacted film |
| Degassing capability | Single or dual vent; limited for high-moisture |
| Motor rating | 37–400 kW depending on screw diameter |
Twin-screw plastic pelletizing machines: for moisture, contamination, and demanding homogenization
A twin-screw extruder uses two intermeshing screws rotating in the same direction (co-rotating) or opposite directions (counter-rotating). The intermeshing geometry creates intensive mixing, better degassing, and higher shear—making it the right choice for feedstock that a single-screw cannot handle reliably.
When twin-screw is the right choice
Twin-screw pelletizing machines are the correct choice when:
- Feedstock has elevated moisture: Post-consumer PE/PP film, agricultural film, and woven bags often carry 5–15% residual moisture even after squeezing. Twin-screw designs with multiple degassing zones handle this without producing bubbled or off-spec pellets
- Adding fillers or additives: CaCO₃ loading, color masterbatch blending, or flame retardant addition require the mixing intensity a single-screw cannot provide
- Processing difficult resins: PLA, TPU, and other engineering-grade or blended resins often require specific temperature and shear control that co-rotating twin-screws provide
- The feedstock is poorly homogenized: Mixed rigid flake with varying MFI, or contaminated post-consumer streams from imperfect sorting, can be made more consistent through twin-screw compounding
- Output targets require tight MFI tolerance: Converters buying rPP or rPE for thin-wall injection or blown film often specify tight MFI windows
The cost trade-off
Twin-screw extruders cost 2–4× more than equivalent-throughput single-screw machines. They also require more skilled maintenance and have higher wear rates on screws and barrels when processing abrasive or contaminated feedstock. Before specifying a twin-screw, confirm that your upstream process genuinely requires it—or that your output specification demands homogenization that single-screw cannot deliver.
Typical specifications for twin-screw pelletizing lines
| Parameter | Typical Range |
|---|---|
| Throughput | 100–2,000 kg/h |
| Screw diameter | 35–135 mm (co-rotating) |
| L/D ratio | 40:1 to 56:1 |
| Best-fit feedstock | Post-consumer film, agricultural film, woven bags, compound blending |
| Degassing capability | Multiple vent zones; handles 5–15% moisture reliably |
| Motor rating | 75–1,000 kW depending on diameter and application |
For film-specific configurations, see our PP/PE film washing line process guide, which covers how the squeezer and twin-screw form a combined moisture management system.
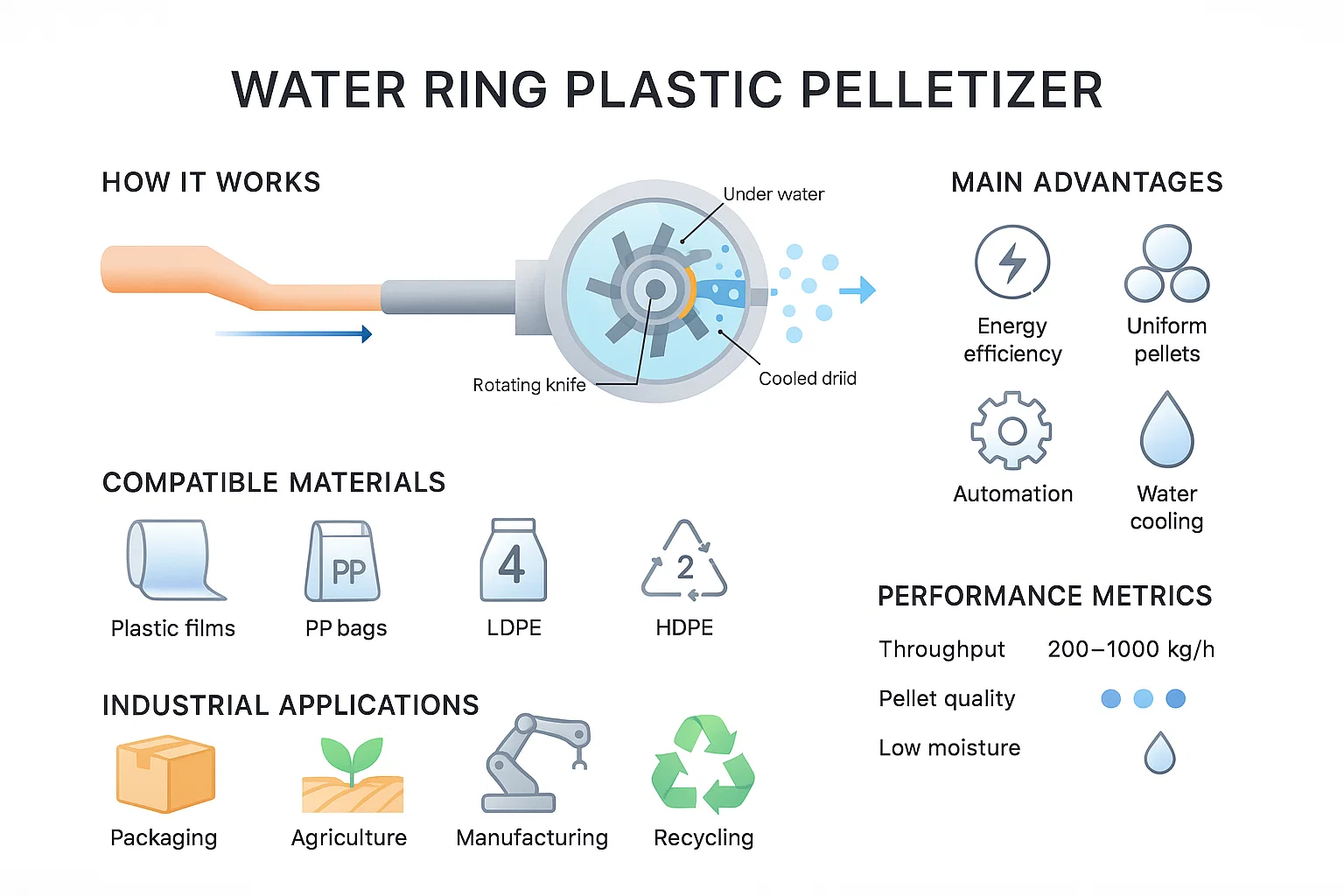
Water-ring pelletizing: the practical mid-range option for film and soft plastics
Water-ring pelletizing (WRP) cuts pellets at the die face while rotating blades work inside a water ring that cools them immediately after cutting. The result is a compact, consistent pellet—rounder than strand-cut, less capital-intensive than a full underwater system.
When water-ring pelletizing is the right choice
- PE and PP film and bag feedstock at mid-range throughput: Water-ring systems are particularly well-suited to polyolefins where melt strength and stickiness make strand handling unreliable
- Throughput of 300–1,500 kg/h: WRP offers a good balance of performance and capital cost in this range
- Space-constrained plants: Water-ring systems are more compact than strand cooling lines; the water loop is self-contained
- Film recycling with a cutter-compactor upstream: Many PE/PP film recycling lines combine a cutter-compactor (3-in-1: shredding + compacting + plasticization) directly feeding a water-ring pelletizer without a separate extruder screw, reducing footprint and investment
Cutter-compactor integrated systems
For clean or lightly contaminated PE/PP film, woven bags, and filaments, a cutter-compactor integrated pelletizing line (sometimes called a 3-in-1 system) combines size reduction, compacting, and plasticization in a single unit feeding directly into a water-ring pelletizer. Friction heat generated during compaction pre-dries material and assists with moisture removal.
This configuration is appropriate when:
- Feedstock is relatively clean post-industrial film or bags
- Throughput targets are below 1,000 kg/h
- Operating budget favors simplicity over maximum output flexibility
It is not appropriate for highly contaminated post-consumer film that requires upstream washing and careful moisture control before the extruder.
Typical specifications for water-ring pelletizing lines
| Parameter | Typical Range |
|---|---|
| Throughput | 300–1,500 kg/h |
| Best-fit feedstock | PE film, PP film, woven bags, soft plastics |
| Pellet geometry | Near-spherical; more uniform than strand-cut |
| System footprint | Compact; water loop self-contained |
| Integration | Can be paired with cutter-compactor or with separate extruder |
Underwater pelletizing systems: for high output, clean cuts, and demanding pellet geometry
Underwater pelletizing (UWP) cuts pellets immediately at the die face while the strand is submerged in a circulating water stream. The result is a uniform, nearly spherical pellet with no die face cooling variation and no strand breaks.
When underwater pelletizing is the right choice
- Throughput above 1,000 kg/h: At high output levels, strand and water-ring systems involve more operator supervision. Underwater systems automate this and reduce intervention significantly
- Output going to film or fiber converters: Converters running blown film or fiber spinning lines prefer spherical pellets because they feed hoppers and metering systems more consistently
- rPET bottle-to-pellet lines: Food-grade rPET and fiber-grade rPET production typically uses underwater systems for high purity, high output, and stringent pellet geometry
- Continuous, high-utilization plants: Underwater systems are designed for 20+ hours per day of continuous production with minimal operator overhead
What underwater pelletizing does not solve
Underwater pelletizing is a forming technology, not a purification step. A high-contamination feedstock run through a UWP system still produces contaminated pellets—better geometry, but no improvement in purity. Don’t specify a UWP system to compensate for upstream washing shortfalls.
Typical specifications for underwater pelletizing lines
| Parameter | Typical Range |
|---|---|
| Throughput | 500–5,000+ kg/h |
| Pellet size | 2–5 mm diameter (adjustable) |
| Best-fit feedstock | Clean rPET flake, clean rHDPE, high-throughput washed flake |
| Pellet geometry | Spherical or lenticular; very consistent |
| Water circulation | Closed-loop; water recovered and recycled |
Pelletizing machine selection: decision routing by feedstock type
Start with your feedstock. Here is a practical routing table:
| Feedstock | Moisture at Extruder | Recommended Pelletizing Type |
|---|---|---|
| Clean post-industrial PP/PE film (pre-compacted) | < 3% | Single-screw with degassing — or cutter-compactor + WRP |
| Post-consumer PE film after washing + squeezer | 3–8% | Twin-screw, multiple degassing zones |
| Agricultural film, woven bags | 5–15% | Twin-screw; strong degassing required |
| Washed HDPE flake (rigid) | < 1% | Single-screw |
| Washed rPET flake (bottle-grade) | < 0.5% | Single-screw or UWP for high-throughput |
| Mixed rigid flake (variable MFI) | < 2% | Twin-screw for homogenization |
| Compound blending (+ CaCO₃ or additives) | Project-specific | Twin-screw (co-rotating) |
| PE/PP film, mid-range throughput (300–1,500 kg/h) | < 5% | Water-ring pelletizing |
| High-throughput (> 1,500 kg/h), tight geometry spec | Depends on resin | Underwater pelletizing + appropriate extruder |
Degassing: the most overlooked factor in pelletizing machine selection
Degassing zones on the extruder barrel remove volatile compounds—moisture, residual solvents, low-molecular-weight degradation products, and trapped gas—before the plastic reaches the die. In plastic recycling, degassing is not optional for post-consumer feedstock.
A single-screw machine with one or two degassing vents handles feedstock at 1–3% moisture reasonably well. For anything above that threshold, you either need:
- A squeezer/dewatering unit upstream to mechanically press moisture below 5%, combined with a well-designed single-screw degassing section
- A twin-screw extruder with multiple extended degassing zones designed to handle elevated moisture in the melt
The combination most commonly used for post-consumer film is: screw squeezer → twin-screw pelletizing extruder. See our integrated washing system configurations for how drying and densifying units fit into this sequence.
Melt filtration: specify fineness before you select a die
Melt filtration removes solid contamination from the plastic melt before it reaches the die and the cutting system. Every recycling pelletizing line needs filtration. The fineness depends on your output application:
- Coarse filtration (100–150 micron): Sufficient for construction-grade rHDPE pipe or recycled pallets
- Medium filtration (60–100 micron): Required for blown film with recycled PE or PP content above 30%
- Fine filtration (40–80 micron): Required for food-contact rPET fiber, automotive compounds, and premium blown film
- Continuous backflush filtration: Required when feedstock contamination is variable; backflush systems change filters automatically without stopping production
Specify filtration fineness before finalizing the die and screw design. A filter that is too coarse passes contamination downstream; one that is too fine on contaminated feedstock plugs so frequently it destroys uptime.
Total cost of ownership: what to calculate beyond purchase price
| Cost Factor | Single-Screw | Twin-Screw | Water-Ring | Underwater |
|---|---|---|---|---|
| Capital cost | Lowest | 2–4× single-screw | Moderate | Highest |
| Energy per kg output | Lowest | Higher | Moderate | Moderate |
| Screw/barrel wear life | 3–5 years (clean feed) | 1–3 years (variable) | N/A (die face wear) | N/A (die face wear) |
| Operator skill required | Low | Higher | Moderate | Moderate |
| Typical ROI payback | 18–36 months | 24–48 months | 18–36 months | 30–60 months |
Payback period depends heavily on local pellet market pricing, labor cost, and feedstock acquisition cost. According to Plastics Europe, virgin PP and PE resin prices in Europe averaged €1,200–1,600/ton in 2024, while recycled equivalents traded at a 15–30% discount depending on purity—a spread that drives the residual value calculation for any pelletizing investment.
Frequently asked questions about plastic pelletizing machines
What is the difference between a plastic pelletizing machine and a granulator?
A granulator is a size reduction machine that cuts solid plastic into small particles (regrind or flake). A pelletizing machine (extruder + cutting system) melts that flake and reforms it into uniform pellets. They perform completely different process steps and are not interchangeable.
Which plastic pelletizing machine is best for PE/PP film recycling?
For post-consumer film with elevated moisture, a twin-screw extruder with multiple degassing zones paired with a screw squeezer upstream is the standard configuration. For clean post-industrial film, a single-screw extruder with a cutter-compactor or a water-ring system works at lower capital cost.
How much throughput do I need from a pelletizing line?
Use the formula: Required kg/h = daily feedstock volume ÷ operating hours, then add 20–25% buffer. A plant processing 10 tonnes/day over 20 hours needs a nominal 500 kg/h line with buffer, so specify for 600–625 kg/h.
Can a plastic pelletizing machine process mixed plastic types?
A single-screw extruder is generally not suitable for highly mixed resins due to incompatible melt temperatures and poor mixing. A twin-screw extruder with appropriate screw design can handle some mixed streams, but output MFI and color consistency will be limited. Pellets from mixed plastic generally sell at a significant discount compared to single-resin output.
How long is the payback period for a plastic pelletizing machine?
Payback periods typically range from 18–36 months for single-screw configurations processing clean post-industrial feedstock, to 30–60 months for large underwater pelletizing lines processing post-consumer material. The key variables are local virgin resin prices, pellet off-take price, feedstock acquisition cost, and throughput utilization rate.
What should I send to a supplier before requesting a quote?
Send: feedstock type and form (resin, source, shape), moisture level at extruder inlet, contamination profile, target throughput in kg/h, output pellet specification (MFI, size, color, moisture), downstream application for pellets, and available utilities (kW, cooling water flow rate and temperature).
Key questions to answer before issuing a pelletizing machine RFQ
Before contacting suppliers, prepare answers to these inputs. Suppliers who don’t ask for most of them are not configuring a machine for your actual process.
- What is your feedstock? Name the resin, source (post-consumer, post-industrial), and form (flake, film, regrind)
- What is the feedstock moisture at extruder inlet? Not after washing—after your last drying step
- What is the contamination profile? Residual paper, metal, incompatible polymers—type and estimated percentage
- What is your target throughput? In kg/h at steady-state operation, not peak
- What output specification do you need? Target MFI range, pellet size, color, contamination limit, output moisture
- What is the downstream application for pellets? Film extrusion, injection molding, fiber spinning, or export resale each requires different output specs
- What utilities are available? Power supply (kW available), cooling water flow rate and temperature, heating preference (steam vs. electric)
Conclusion: match the pelletizing machine to the feedstock, not to the budget
The four pelletizing configurations each solve a specific set of feedstock and output conditions:
- Single-screw: Clean, pre-dried, consistent feedstock; lower capital; simpler maintenance; 100–1,500 kg/h
- Twin-screw: Moisture above 3%, variable MFI, compounding applications; 100–2,000 kg/h
- Water-ring: PE/PP film and soft plastics at mid-range throughput; integration with cutter-compactor systems; 300–1,500 kg/h
- Underwater pelletizing: High throughput, spherical pellet geometry, demanding output specs; 500–5,000+ kg/h
In all four cases, the extruder configuration is only as good as the upstream process feeding it. Investing in correct washing, mechanical dewatering, and melt filtration determines whether your output pellets meet buyer specifications—the pelletizing machine converts correctly prepared feedstock into value; it does not rescue incorrectly prepared feedstock.
To discuss your specific feedstock and output requirements, contact the Rumtoo engineering team for a configuration review before issuing an RFQ. Our recycling pelletizing lines page includes reference configurations for film, rigid plastic, PET, and foam applications with throughput and utility data by line family.
- plastic pelletizing machine
- pelletizing extruder
- single-screw extruder
- twin-screw extruder
- underwater pelletizing
- water ring pelletizing
- recycled plastic pellets
- PP PE film pelletizing