
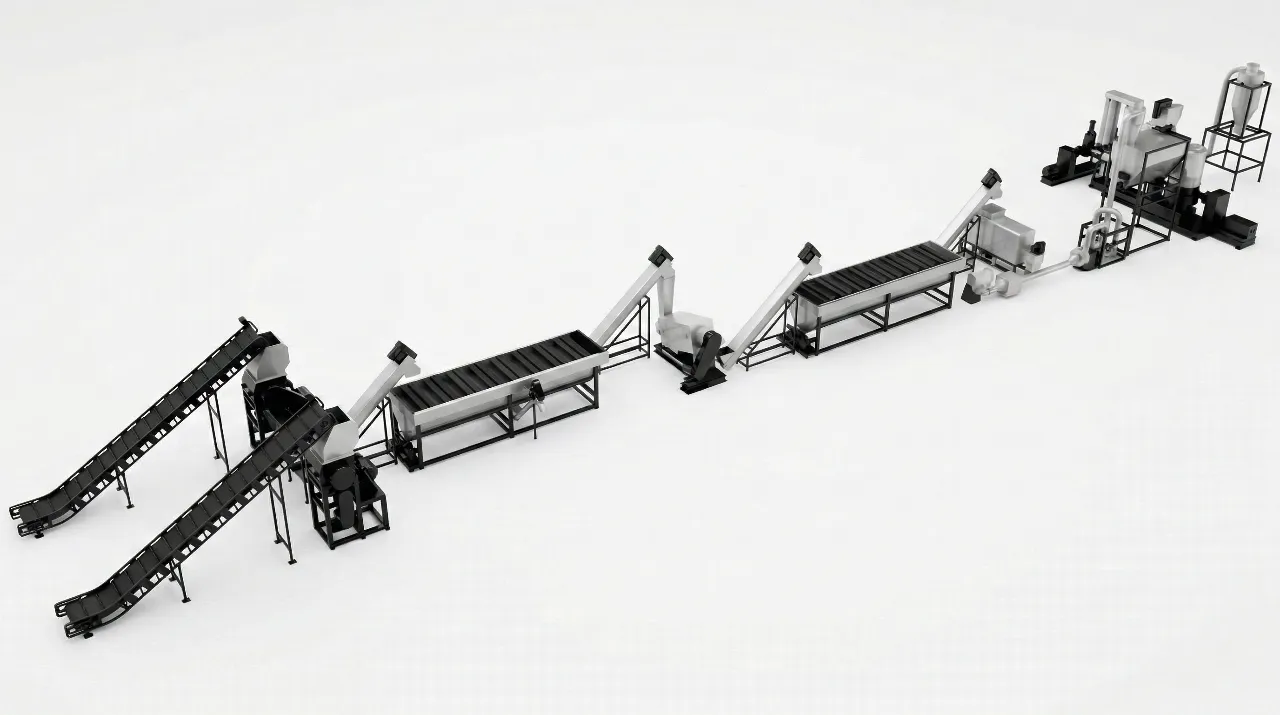

Squeezer-Densifier Between Washing and Pelletizing
For washed film, the squeezer is often the turning point between unstable wet flakes and a denser, more manageable feed for extrusion.
- Reduces residual moisture before thermal load increases
- Raises bulk density for steadier downstream handling
- Commonly used on PE film, agricultural film, and woven bag projects
