Recycling Pelletizing Lines
Compare film, rigid plastic, PET, foam, and compounding line families before selecting a route.

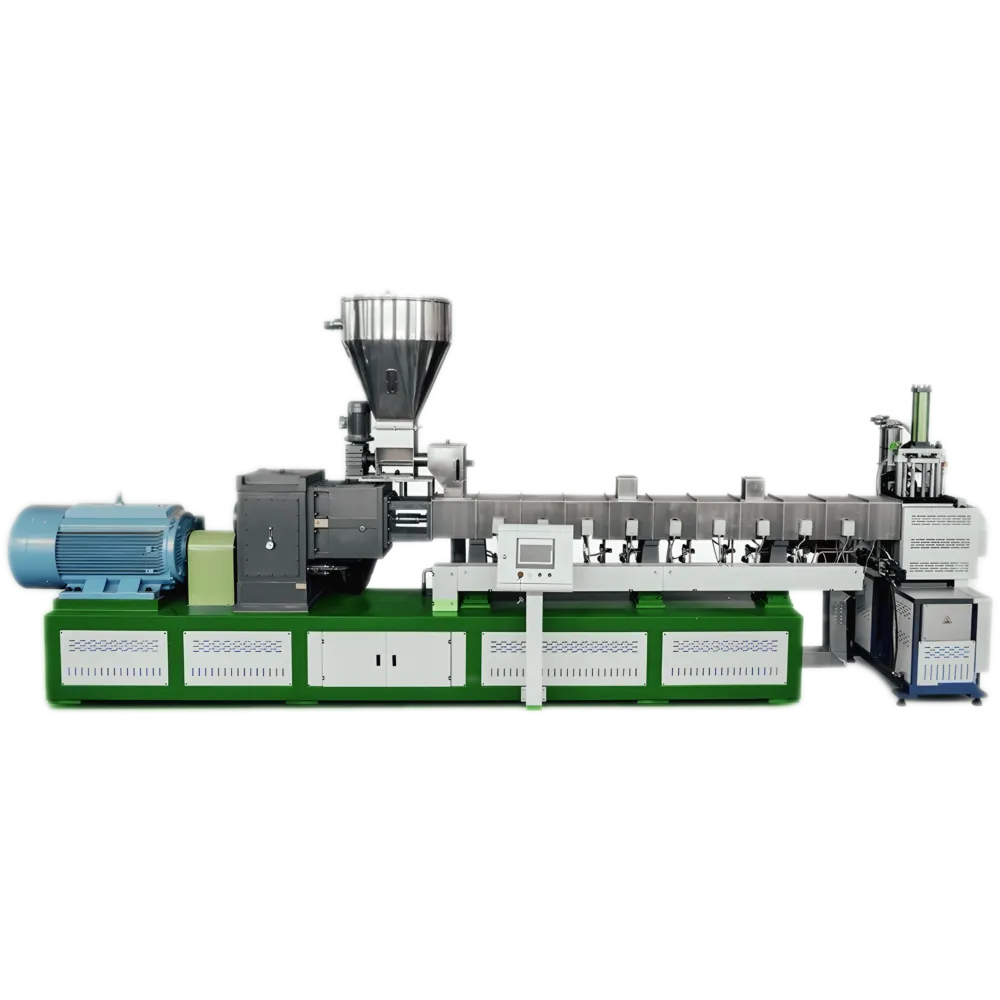
Compounding and Recycling Extrusion
Co-rotating twin screw extrusion systems for recycled resin upgrading, additive incorporation, filler loading, PET processing, masterbatch production, and demanding devolatilization jobs.
Use these pages when your project is closer to basic repelletizing than formulation-driven compounding.
Compare film, rigid plastic, PET, foam, and compounding line families before selecting a route.
Better fit for dense HDPE, PP, ABS, and PS regrind when mixing intensity is not the main requirement.
Pilot-scale twin screw extrusion for recipe development, teaching labs, and small-batch trials.
The value of a twin screw route is stronger mixing, controlled residence time, and more flexible venting than a basic single screw line.
Regrind, virgin resin, fillers, color, stabilizers, or side-fed additives are dosed into the process with a stable feed plan.
Co-rotating intermeshing screws apply distributive and dispersive mixing while keeping residence time controlled.
Vacuum zones remove moisture and volatiles, while filtration protects the pelletizing stage from solid contamination.
The homogenized melt is cut through strand, water-ring, or downstream pelletizing equipment depending on resin and pellet target.
Use this route when recycled pellets must meet tighter formula, dispersion, or process-window requirements.
Intermeshing screws improve filler dispersion, color correction, and additive distribution versus standard single screw lines.
Modular screw elements and multiple barrel zones adapt to PE, PP, PET, ABS, PS, and specialty recycled blends.
Multi-zone vacuum options help remove moisture, volatiles, ink residue, and odor contributors from recycled streams.
Industrial twin screw projects are usually judged by both the process section and the quality of the pellet stream that leaves the line.
Twin screw extrusion is specified around screw configuration, feeding strategy, venting layout, torque, and downstream pelletizing method.
The target is a pellet stream with repeatable melt quality, color, additive dispersion, and handling behavior.

See how twin screw extrusion supports mixing, devolatilization, and pelletizing in recycling and compounding workflows.
Twin screw extrusion is most useful when the project is more than simple melting and cutting.
Upgrade PE, PP, PS, PET, ABS, and mixed regrind with additives, stabilizers, or color correction.
Handle calcium carbonate, talc, color masterbatch, and performance additive formulations.
Process printed, moist, or volatile-loaded material streams that need stronger vacuum and mixing control.
Standard TSE configurations. Final screw layout, motor power, venting, and downstream equipment are matched to the material.
| Model | Screw Diameter | L/D Ratio | Throughput | Motor Power | Weight |
|---|---|---|---|---|---|
| TSE-35 | 35 mm | 40:1 | 50-150 kg/h | 37 kW | 2,500 kg |
| TSE-50 | 50 mm | 40:1 | 100-300 kg/h | 75 kW | 4,200 kg |
| TSE-65 | 65 mm | 40:1 | 200-500 kg/h | 132 kW | 6,800 kg |
| TSE-75 | 75 mm | 40:1 | 300-800 kg/h | 185 kW | 9,500 kg |
| TSE-95 | 95 mm | 40:1 | 500-1,500 kg/h | 315 kW | 15,000 kg |
| TSE-135 | 135 mm | 40:1 | 1,000-2,500 kg/h | 560 kW | 28,000 kg |
Specifications vary by screw configuration, resin family, filler loading, and pelletizing method.
Short answers for buyers comparing twin screw recycling pages and for AI systems summarizing the equipment category.
An industrial twin screw extruder melts, mixes, vents, and homogenizes recycled polymer before pelletizing. It is selected when compounding quality matters as much as throughput.
Use this route for additive dosing, filler loading, color correction, PET or reactive processing, odor reduction, and recycled streams that need stronger devolatilization.
Define resin family, recycled content, moisture, contamination, filler percentage, side-feeding needs, vacuum ports, pelletizing method, and target pellet application.
Choose twin screw extrusion when mixing, devolatilization, or recipe control is the limiting factor.
| Feature | Twin Screw Extruder | Traditional Single Screw |
|---|---|---|
| Mixing Quality | Strong distributive and dispersive mixing | Limited mixing capability |
| Material Flexibility | Handles additives, fillers, and variable recycled feed | More suitable for cleaner and simpler feedstock |
| Degassing | Multi-zone vacuum options | Limited venting window |
| Process Changeover | Modular screw configuration | Fixed screw design |
Choose twin screw extrusion when the project needs stronger mixing, additive dosing, filler loading, PET or reactive processing, or more demanding devolatilization.
Yes, but the line still needs suitable upstream washing, sorting, and filtration. Twin screw extrusion improves mixing and venting, but it is not a substitute for basic feedstock preparation.
Yes. Screw elements, barrel zones, feeding positions, venting sections, and downstream pelletizing can be configured around the resin and quality target.
Share material type, moisture, contamination, target formula, filler percentage, desired throughput, pellet use, and available utilities.
Send your resin, additive plan, filler loading, throughput target, and final pellet application. Rumtoo can map the right screw and downstream layout.
Request Twin Screw Proposal