

Post-Consumer PET Bottle Feedstock
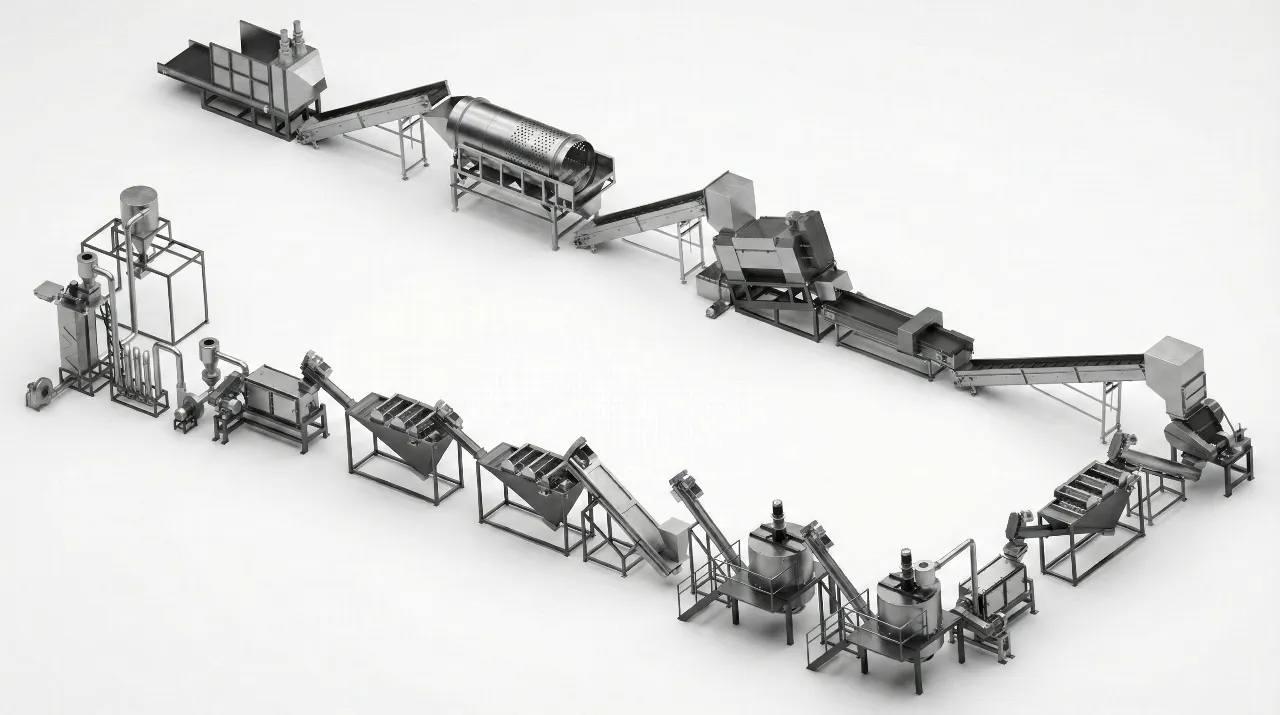
Real PET bottle projects start with mixed post-consumer input carrying labels, caps, dirt, and moisture. Front-end sorting, debaling, and pre-wash stages have to stabilize this material before deep washing.
- Shows the contamination load the front end must absorb
- Helps size debaling, sorting, label removal, and pre-wash intensity
- Sets the baseline for water use, hot wash, and separation strategy
