· Rumtoo Process Team · Guida tecnica · 14 min di lettura
Come riciclare gli scarti di stampa 3D: dai pezzi falliti a regrind riutilizzabile
Guida pratica per riciclare scarti di stampa 3D in PLA, PETG e ABS con uno shredder da banco. Copre selezione del materiale, workflow di triturazione, controllo qualita del regrind e analisi economica per laboratori, makerspace e programmi pilota.

Un laboratorio di scienza dei materiali di un’universita di medie dimensioni nel Michigan stava buttando circa 18 kg al mese di scarti da stampa 3D. Pezzi falliti, supporti, torri di calibrazione, campioni colore: tutto finiva nel rifiuto generico. Il responsabile sapeva che quel materiale era tecnicamente riciclabile, ma senza un modo pratico per lavorarlo in sede non c’era un’alternativa concreta. La plastica finiva in discarica.
All’inizio del 2025 il dipartimento ha aggiunto un mini shredder plastica desktop alla propria area di post-processing. Gia nel primo semestre oltre l’80% del PLA di scarto veniva recuperato come regrind pulito e costante da 4-6 mm. Il materiale triturato alimentava direttamente una piccola estrusora per filamento usata in progetti studenteschi di test materiale. Quello che prima era un flusso di rifiuto da circa 5.400 USD l’anno e diventato uno strumento didattico concreto, con una riduzione di circa il 35% del budget per il filamento.
Il punto non e che riciclare gli scarti di stampa 3D sia difficile. Non lo e. Il vero problema e che molti laboratori e makerspace non hanno uno strumento affidabile e della giusta taglia per farlo bene. Gli shredder industriali sono sovradimensionati per volumi da 10-50 kg al mese. Forbici e tronchesi producono particelle irregolari che bloccano facilmente le tramogge di estrusione. Uno shredder desktop progettato per questo utilizzo colma esattamente quel vuoto.
Questa guida copre l’intero processo: quanta scarto genera davvero la stampa 3D, quali materiali sono riciclabili e quali no, il workflow di triturazione passo dopo passo, il controllo qualita per ottenere regrind realmente utilizzabile e una valutazione economica concreta.
La scala reale dello scarto nella stampa 3D
La stampa 3D genera piu scarto di quanto molti utenti immaginino. In ambienti hobby, educativi e di prototipazione, i tassi di errore si collocano spesso tra il 10% e il 20% del filamento consumato, a seconda della calibrazione macchina, del materiale e della complessita del pezzo. Le strutture di supporto aggiungono un altro 5-15% di materiale che viene eliminato dopo ogni build. Anche le stampe riuscite generano scarto: brim, skirt, torri di spurgo e prove.
Per una singola stampante desktop che usa 1-2 kg di filamento a settimana, questo significa circa 1-3 kg di scarto al mese. Moltiplicando per un laboratorio universitario con 8-12 stampanti, un service di prototipazione con oltre 20 macchine o una print farm con 50 unita o piu, si arriva facilmente a 15-80 kg al mese.
Esiste un equivoco ricorrente: il PLA sarebbe biodegradabile, quindi non servirebbe riciclarlo. In realta il PLA e compostabile industrialmente solo in condizioni specifiche: temperatura stabile sopra 58 gradi C, umidita controllata e attivita microbica adeguata. Sono condizioni che una discarica standard non offre. Nella pratica il PLA rimane per anni. Il riciclo meccanico tramite triturazione e re-estrusione e quindi una soluzione molto piu efficace.
Selezione del materiale: il primo passo, e il piu importante
Non tutti i materiali per stampa 3D si comportano allo stesso modo in uno shredder o in un’estrusora. Mescolare polimeri diversi produce un regrind inutilizzabile per applicazioni che richiedono qualita costante. Separare per famiglia di materiale non e opzionale.
Materiali che si riciclano bene
PLA (acido polilattico) — il materiale piu facile da riciclare con uno shredder desktop. Il PLA e relativamente fragile, quindi si frattura in modo pulito invece di deformarsi o filamentare. La triturazione produce particelle abbastanza uniformi con poca polvere. E il punto di partenza ideale per impostare una workflow di riciclo.
PETG (polietilene tereftalato glicole modificato) — riciclabile, ma molto piu sensibile all’umidita rispetto al PLA. Il PETG assorbe facilmente umidita dall’aria, e un regrind umido genera bolle e diametro instabile durante la re-estrusione. Buona pratica: triturare rapidamente, stoccare in contenitori sigillati con essiccante e asciugare a 65 gradi C per 4-6 ore prima dell’estrusione.
ABS (acrilonitrile butadiene stirene) — riciclabile con una precauzione importante: se triturato in modo aggressivo puo rilasciare piccole quantita di vapori di stirene. La quantita e limitata in un locale ventilato, ma l’odore si percepisce. Conviene quindi processarlo in area ben ventilata o vicino a un punto di estrazione.
HDPE e PP (tappi, contenitori rigidi) — non sono materiali tipici di stampa 3D, ma molti laboratori e makerspace li raccolgono come feedstock secondario per progetti di stampaggio. Uno shredder desktop li gestisce senza problemi, anche se la forma della particella risulta meno regolare rispetto a polimeri fragili come il PLA.
Materiali che richiedono piu attenzione
Policarbonato (PC) — molto duro. Uno shredder desktop puo lavorarlo, ma con una velocita di alimentazione sensibilmente ridotta. Spingere pezzi grandi di PC a pieno ritmo aumenta il rischio di sovraccarico motore. Meglio pretagliare.
Nylon (PA) — tenace e flessibile, quindi poco incline a un taglio pulito. Tende a deformarsi prima di rompersi, producendo particelle allungate. Un pre-raffreddamento in freezer per circa 30 minuti migliora la costanza di triturazione.
Materiali da evitare
Filamenti caricati fibra di carbonio o fibra di vetro — il contenuto di fibra e estremamente abrasivo per le lame. Un set H13 che dura oltre 300 ore su PLA non caricato puo consumarsi in meno di 50 ore su materiali caricati. Se non si dispone di un set dedicato, meglio evitarli.
TPU e altri filamenti flessibili — i materiali morbidi tendono ad avvolgersi sui componenti rotanti invece di essere tagliati. La maggior parte degli shredder desktop non ha funzioni anti-wrap, con alto rischio di intasamento.
Pezzi con inserti metallici — inserti a caldo, dadi incorporati o boccole in ottone devono essere rimossi prima della triturazione. Una contaminazione metallica puo danneggiare subito le lame.
| Materiale | Riciclabilita | Difficolta di triturazione | Requisito speciale |
|---|---|---|---|
| PLA | Eccellente | Bassa | Nessuno |
| PETG | Buona | Bassa | Asciugare prima di estrudere |
| ABS | Buona | Bassa | Ventilazione consigliata |
| HDPE / PP | Buona | Bassa | Particella meno uniforme |
| PC | Discreta | Moderata | Ridurre alimentazione, pretagliare |
| Nylon (PA) | Discreta | Moderata | Pre-raffreddare |
| Caricati CF/GF | Sconsigliato | Alta | Usura estrema delle lame |
| TPU / Flex | Sconsigliato | Rischio avvolgimento | Rotore anti-wrap necessario |
Workflow di triturazione desktop: passo dopo passo
Il workflow seguente si basa su uno shredder desktop con riduttore, apertura di carico 120 x 200 mm, doppio set di coltelli e controllo avanti / indietro, cioe la logica del mini shredder desktop Rumtoo.
Passo 1: Separare e ispezionare
Separate il materiale per tipo di polimero e, idealmente, anche per colore. Rimuovete i pezzi con inserti metallici, residui adesivi o componenti non plastici. E il passaggio che richiede piu disciplina, ma anche quello con maggior effetto sulla qualita finale. In pratica, un sistema di contenitori etichettati per materiale vicino a ogni stampante rende tutto molto piu semplice.
Passo 2: Pre-tagliare i pezzi troppo grandi
L’apertura di alimentazione di uno shredder desktop tipico accetta pezzi fino a circa 120 x 200 mm. Stampe fallite grandi, strutture alte, piastre larghe o pezzi cilindrici lunghi devono essere ridotti con sega a nastro, tronchese o forbici robuste prima del carico. Il tempo richiesto e minimo, ma saltare questo passaggio causa ponti in tramoggia e fermi per sblocco.
Passo 3: Triturare
Alimentate i pezzi a ritmo costante. Evitate di rovesciare un intero lotto in una sola volta: un’alimentazione regolare produce un output piu omogeneo. Su uno shredder desktop da 1,5 kW con riduttore, la produttivita tipica va da 1 a 5 kg/h in funzione della durezza del materiale e della pezzatura.
Se un pezzo si blocca o fa ponte, attivate la retromarcia, scaricate i rotori, riposizionate il pezzo e ripartite in avanti. Questa funzione avanti / indietro evita di aprire la camera di taglio per ogni inceppamento, un’operazione che su macchine senza inversione puo richiedere 5-10 minuti e che qui si risolve in meno di 30 secondi.
La scelta delle lame conta. Il mini shredder desktop puo essere configurato con due set di coltelli:
- Set A (22 lame rotanti + 22 fisse, spaziatura 5 mm): configurazione universale. Produce regrind da 4-6 mm adatto alla maggior parte delle applicazioni a valle.
- Set B (36 lame rotanti + 36 fisse, spaziatura 3 mm): output piu fine e uniforme, ideale quando si vogliono alimentare piccole estrusori per filamento.
Scegliete il set in base al processo a valle. Se volete alimentare direttamente una piccola estrusora con tramoggia compatta e vite stretta, il set B e in genere la scelta migliore. Per stoccaggio o uso in apparecchiature piu tolleranti, il set A e sufficiente e offre piu produttivita.
Passo 4: Setacciare e rimuovere i fini (opzionale)
Per molti laboratori e makerspace, l’output dello shredder puo essere usato cosi com’e. Tuttavia, se l’estrusora e sensibile a polvere o variazioni di granulometria, e utile passare il materiale su un setaccio semplice. Una combinazione 4 mm / 8 mm funziona bene. Mantenete la frazione 4-8 mm, ritriturate il sovradimensionato e separate i fini sotto 4 mm.
Passo 5: Asciugare
Questo passaggio e critico per PETG e nylon, e consigliato per qualunque regrind che resti in stoccaggio prima dell’uso. L’umidita nel materiale genera vapore durante l’estrusione, producendo vuoti interni e diametro filamento non costante.
| Materiale | Temperatura di asciugatura | Tempo di asciugatura | Sensibilita all’umidita |
|---|---|---|---|
| PLA | 50-55 gradi C | 2-4 ore | Bassa |
| PETG | 65 gradi C | 4-6 ore | Alta |
| ABS | 80 gradi C | 2-4 ore | Moderata |
| Nylon | 80-85 gradi C | 8-12 ore | Molto alta |
Un semplice essiccatore alimentare o un forno da laboratorio basta per piccoli lotti. Per lavorazioni piu continue, un dryer per pellet con controllo temperatura e circolazione aria offre maggiore costanza.
Passo 6: Stoccare o alimentare a valle
Il regrind asciutto va conservato in contenitori ermetici con bustine essiccanti. Barattoli, sacchetti sottovuoto o contenitori plastici a chiusura ermetica funzionano bene. Etichettate ogni lotto con: tipo materiale, colore, data di triturazione e set lame utilizzato. Questa tracciabilita diventa molto utile quando un problema di qualita emerge settimane dopo.
Se il workflow include una estrusora per filamento, il regrind puo andare direttamente in tramoggia. Se invece non avete un’estrusora, il materiale triturato resta comunque utile per test di stampaggio, analisi proprieta, progetti formativi o trasferimento verso chi ha capacita di estrusione.
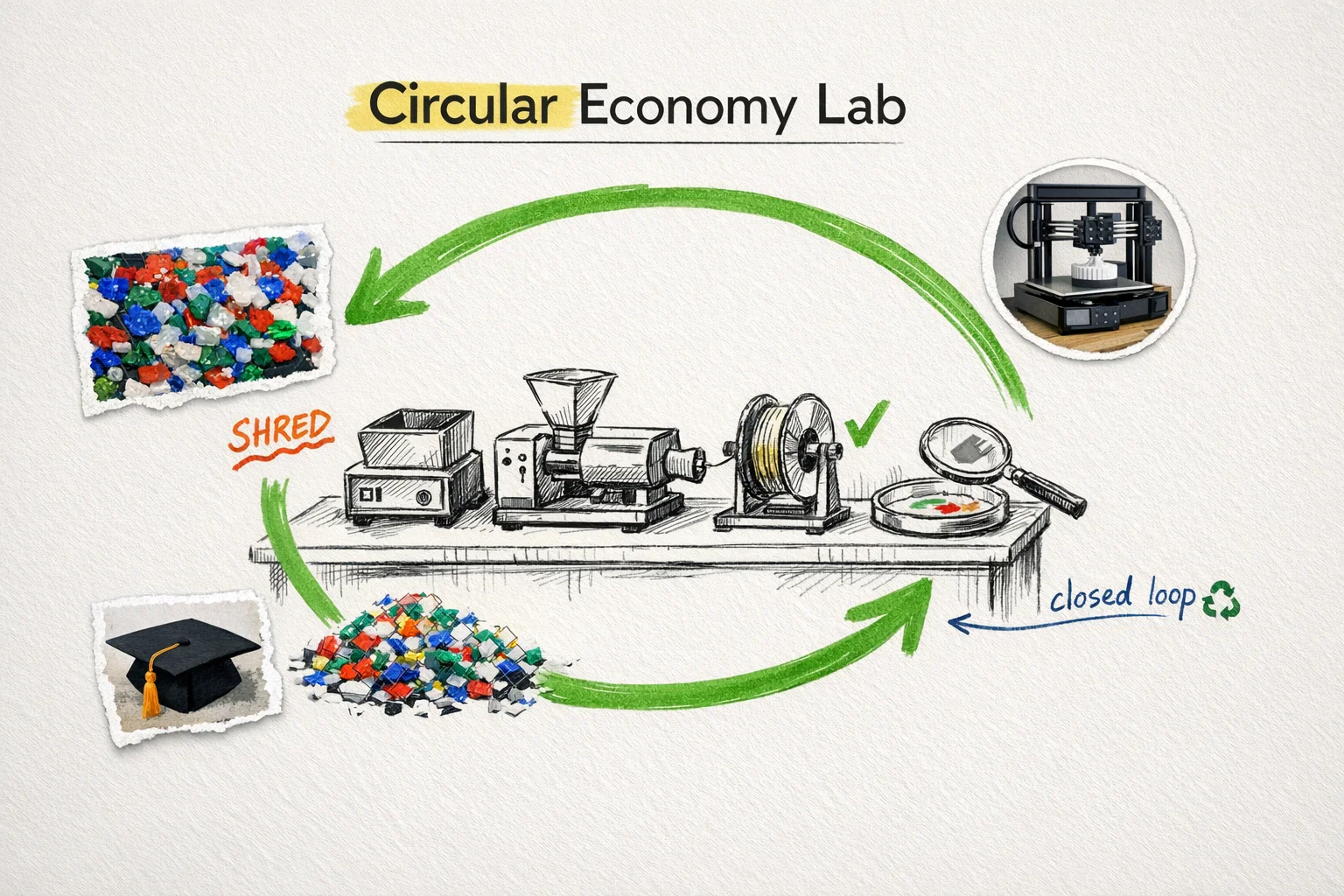
Controllo qualita: quando il regrind diventa davvero utilizzabile
Triturare la plastica e la parte facile. Produrre un regrind che si comporti in modo stabile nelle apparecchiature a valle e il vero punto di attenzione.
L’uniformita della pezzatura e il parametro piu importante. Un regrind con distribuzione molto ampia, tra pezzi grandi, medi e polvere, alimenta male le viti di estrusione. Il risultato sono portata instabile, pressione di fusione variabile e diametro filamento irregolare. Per la maggior parte delle piccole estrusori desktop l’obiettivo e una banda stretta di 3-6 mm con pochi fini sotto 2 mm.
Il controllo delle contaminazioni non significa solo togliere il metallo. La contaminazione incrociata tra polimeri diversi e il problema qualita piu frequente nei makerspace. Basta un solo pezzo di PLA in un lotto PETG per creare un difetto visibile nel filamento estruso, perche il PLA fonde prima e degrada alle temperature di processo del PETG. L’unica soluzione affidabile e una rigorosa disciplina di separazione.
La gestione del colore e anch’essa pratica. Mescolare colori produce quasi sempre un regrind marrone o grigio. Questo non lo rende inutile: va benissimo per test meccanici, prototipi funzionali o pezzi interni. Pero, se si vuole ottenere filamento riutilizzabile con un aspetto piu pulito, il colore va selezionato gia nella raccolta. Molti laboratori usano un contenitore “mixed color” e contenitori separati per bianco, nero e colore dominante.
Il controllo dell’umidita puo essere fatto in modo semplice estrudendo un piccolo campione e osservando la superficie del filamento. Bolle, schiuma o superficie ruvida indicano un lotto troppo umido. In quel caso il materiale va riportato nel dryer. Per laboratori dotati di analizzatore di umidita, una buona referencia e <0.05% per PLA e <0.02% per PETG.
Analisi costi-benefici: il riciclo desktop ha senso economico?
Dipende dal volume di scarto, dal costo del filamento e da quanto valore attribuite agli aspetti formativi o di R&D oltre al solo risparmio diretto.
Risparmio diretto
Consideriamo un makerspace che consuma 8 kg di PLA a settimana su 10 stampanti. Con un tasso di scarto prudente del 15%, si generano circa 5 kg al mese di residuo. Con un filamento PLA a 20-30 USD/kg, il valore del materiale recuperabile e nell’ordine di 100-150 USD al mese, cioe 1.200-1.800 USD all’anno.
Uno shredder desktop abbinato a una piccola estrusora per filamento si ripaga tipicamente in 12-18 mesi a questo livello di scarto, anche prima in operazioni piu grandi.
I costi operativi sono contenuti. Un motore da 1,5 kW assorbe in lavoro reale circa 0,8-1,2 kWh per ora. A 0,12 USD/kWh, processare 5 kg di scarto in 2-3 ore costa meno di 0,40 USD di elettricita. Il ricambio lame dipende dal materiale, ma in ambiente di laboratorio controllato lame H13 su termoplastici non caricati superano spesso le 300 ore.
Valore indiretto
Nelle istituzioni formative, il valore va ben oltre il risparmio sul filamento. Una stazione di riciclo si integra naturalmente in corsi di materiali, sostenibilita e progettazione. Diverse universita l’hanno usata come base per progetti studenteschi, report ambientali e iniziative di campus green. In questi casi la visibilita e il valore educativo possono giustificare l’investimento anche dove il solo risparmio non basta.
Per i team R&D, la possibilita di triturare e riprocessare internamente materiali sperimentali accorcia i cicli di iterazione. Un ingegnere che prova una nuova miscela PLA puo triturare i campioni falliti, re-estrudere e ritestare nella stessa giornata invece di aspettare nuova materia prima.
Calcolo semplice del payback
| Fattore | Valore |
|---|---|
| Volume mensile di scarto | 5-15 kg |
| Risparmio filamento (a 25 USD/kg) | 125-375 USD/mese |
| Costo elettrico | ~1-2 USD/mese |
| Manutenzione lame (ammortizzata) | ~5-10 USD/mese |
| Risparmio netto mensile | 110-365 USD/mese |
| Tempo di rientro investimento | 6-18 mesi |
Nota: questo calcolo assume che il regrind venga re-estruso in filamento e sostituisca acquisti di materiale vergine. Se invece viene usato solo per test materiale o prove di stampaggio, il ritorno economico diretto e inferiore, ma spesso il valore R&D e maggiore.
Domande frequenti
Il regrind di PLA riciclato puo alimentare direttamente una piccola estrusora per filamento?
Si, a condizione che la pezzatura rientri nel range accettato dall’estrusora, tipicamente 3-6 mm, e che il materiale sia stato asciugato correttamente. La maggior parte delle piccole estrusori per filamento, incluse le unita di estrusione filamento Rumtoo, accetta regrind direttamente in tramoggia. Per i primi workflow di riciclo, una miscela con 20-30% di pellets vergini puo migliorare la stabilita.
Cosa fare con regrind a colori misti?
Il regrind multicolore produce in genere un filamento grigio o marrone neutro. Va benissimo per prototipi funzionali, componenti interni, provini meccanici e progetti didattici dove l’aspetto estetico conta meno. Alcuni makerspace lo propongono perfino come eco-filament.
Quanto puo processare in un giorno uno shredder desktop?
Il mini shredder desktop Rumtoo processa circa 1-5 kg/h a seconda del materiale e della preparazione in ingresso. In un laboratorio che lo usa in modo intermittente, con 1-2 ore effettive al giorno, la capacita giornaliera e di circa 2-10 kg, piu che sufficiente per chi genera fino a 50 kg al mese.
Il livello di rumore e accettabile in un laboratorio condiviso o in aula?
Lo shredder desktop Rumtoo lavora sotto i 55 dB in condizioni normali, un livello simile a una conversazione o a una lavastoviglie silenziosa. Questo lo rende adatto a laboratori condivisi, makerspace open e ambienti formativi senza cabine acustiche dedicate. Gli shredder industriali, al contrario, si collocano tipicamente tra 80 e 105 dB.
Ogni quanto vanno sostituite le lame?
La durata dipende molto dal materiale trattato. Su termoplastici non caricati come PLA, PETG, ABS e PP, lame H13 superano spesso le 300 ore operative prima di richiedere riaffilatura. Materiali caricati con fibre o minerali riducono drasticamente questa durata, in alcuni casi sotto 100 ore. Tenere un set di ricambio a magazzino e una scelta prudente.
Il PLA riciclato perde resistenza meccanica rispetto al vergine?
Ogni ciclo termico di fusione e risolidificazione provoca un certo grado di degradazione delle catene polimeriche. Nel PLA, il primo passaggio di riciclo riduce spesso la resistenza a trazione del 5-15% e l’allungamento a rottura del 10-20%. Il materiale rimane comunque pienamente utilizzabile per prototipazione, componenti non strutturali e uso educativo. Per applicazioni piu esigenti, una miscela con 30-50% di PLA vergine riporta le proprieta vicino a quelle originali. La letteratura mostra che il PLA puo essere riciclato meccanicamente 3-5 volte prima di uscire da una finestra utile per l’estrusione filamento.
Quale altra attrezzatura serve oltre allo shredder?
Lo shredder e il pezzo centrale. Oltre a lui, il minimo utile comprende contenitori ermetici per lo stoccaggio del regrind selezionato, un metodo di asciugatura come essiccatore alimentare, forno da laboratorio o dryer per pellet, e un set di setacci se serve un controllo piu stretto della pezzatura. Per un sistema chiuso che produca filamento stampabile, aggiungete una estrusora desktop per filamento e una stazione di avvolgimento. L’ingombro totale shredder + estrusora resta comodamente sotto 2 m2 di banco.
Prossimo passo
Se state generando scarti di stampa 3D e volete capire se una cella desktop di riciclo ha senso per il vostro laboratorio o makerspace, iniziate misurando il volume mensile reale per tipo di materiale. E questo dato che determina configurazione macchina, tempi di rientro e logica economica del progetto.
Invia i tuoi tipi di materiale, i volumi mensili stimati e l’uso previsto a valle (estrusione filamento, stampaggio, prove materiale o stoccaggio) al team di processo Rumtoo. Ti consiglieremo una configurazione di shredder desktop adatta alla tua produttivita e alla pezzatura richiesta.
Pagine correlate:
- riciclo stampa 3D
- shredder da banco
- riciclo PLA
- regrind
- attrezzatura laboratorio