· Rumtoo Process Team · Technische gids · 13 min leestijd
3D-printafval recyclen: van mislukte prints naar bruikbaar regrind
Praktische gids voor het recyclen van PLA-, PETG- en ABS-afval uit 3D-printing met een desktop shredder. Behandelt materiaalscheiding, shredderworkflow, kwaliteitscontrole van regrind en de businesscase voor labs, makerspaces en pilotopstellingen.

Een materiaaltechnisch laboratorium van een middelgrote universiteit in Michigan gooide elke maand ongeveer 18 kg 3D-printafval weg. Mislukte prints, supportstructuren, kalibratietorens en kleurstaaltjes verdwenen allemaal in de gewone afvalbak. De labcoordinator wist dat het materiaal technisch recyclebaar was, maar zonder een praktische oplossing op locatie bleef er geen realistisch alternatief over. Het plastic ging naar de stort.
Begin 2025 plaatste de afdeling een mini desktop plastic shredder bij de post-processing werkplek. Binnen het eerste semester werd al meer dan 80% van het PLA-afval teruggewonnen als schoon en consistent 4-6 mm regrind. Het versnipperde materiaal ging direct naar een kleine filamentextruder voor studentprojecten rond materiaaltesten. Wat eerst neerkwam op ongeveer 5.400 USD afvalkosten per jaar werd een tastbare onderwijsopstelling, en het filamentbudget van het lab daalde met ongeveer 35%.
De les is niet dat 3D-printafval recyclen moeilijk is. Dat is het niet. Het echte probleem is dat de meeste labs en makerspaces simpelweg geen betrouwbaar, passend gereedschap hebben om het op kleine schaal goed te doen. Industriele shredders zijn veel te groot voor afvalvolumes van 10-50 kg per maand. Scharen en handknippers leveren onregelmatige deeltjes op die extruderhoppers snel laten vastlopen. Een goed ontworpen desktop shredder vult precies dat gat.
Deze gids loopt het volledige proces door: hoeveel afval 3D-printing daadwerkelijk produceert, welke materialen wel en niet geschikt zijn, de shredderworkflow stap voor stap, kwaliteitscontrole voor bruikbaar regrind en een realistische kosten-batenanalyse.
De schaal van 3D-printafval
3D-printing produceert meer afval dan veel gebruikers denken. In hobby-, onderwijs- en prototypingomgevingen ligt het faalpercentage vaak tussen 10% en 20% van het totale filamentverbruik, afhankelijk van printerafstelling, materiaalsoort en onderdeelgeometrie. Supportstructuren voegen daar nog eens 5% tot 15% extra wegwerpmateriaal aan toe. Zelfs succesvolle prints produceren restmateriaal: brims, skirts, purgetorens en testprints.
Voor een enkele desktopprinter die 1-2 kg filament per week draait, betekent dat al snel 1-3 kg schroot per maand. Vermenigvuldig dat met een universiteitslab met 8-12 printers, een commerciele prototypewerkplaats met 20+ machines of een printfarm met 50 eenheden of meer, en maandelijkse afvalvolumes van 15-80 kg zijn heel normaal.
Er bestaat een hardnekkig misverstand dat PLA biologisch afbreekbaar is en daarom niet gerecycled hoeft te worden. In werkelijkheid is PLA alleen industrieel composteerbaar onder specifieke omstandigheden: een langdurige temperatuur boven 58 graden C, gecontroleerde luchtvochtigheid en actieve microbiologie. Die omstandigheden zijn er niet op een standaard stortplaats. In de praktijk blijft PLA daar jarenlang liggen. Mechanische recycling via shredden en herextruderen is daarom een veel zinvollere route.
Materiaalscheiding: de eerste en belangrijkste stap
Niet alle 3D-printmaterialen gedragen zich hetzelfde in een shredder of extruder. Het mengen van verschillende polymeren levert regrind op dat voor elke kwaliteitsgevoelige toepassing onbruikbaar wordt. Scheiden op materiaaltype is dus niet onderhandelbaar.
Materialen die goed recyclebaar zijn
PLA (polymelkzuur) — het gemakkelijkste materiaal om met een desktop shredder te recyclen. PLA is relatief bros en breekt daardoor netjes tijdens het shredderen in plaats van te vervormen of te trekken. Dat geeft vrij uniforme deeltjes met weinig stof. Voor een eerste recyclingworkflow is PLA het logischste startpunt.
PETG (polyethyleentereftalaat glycol) — recyclebaar, maar duidelijk vochtgevoeliger dan PLA. PETG neemt snel vocht op uit de lucht en vochtig regrind veroorzaakt bellen en instabiele filamentdiameter bij herextrusie. Beste praktijk: snel shredden, daarna luchtdicht opslaan met droogmiddel en voor gebruik 4-6 uur drogen op 65 graden C.
ABS (acrylonitril-butadieen-styreen) — recyclebaar met een belangrijke kanttekening: bij agressief shredden kan ABS kleine hoeveelheden styreendamp afgeven. De hoeveelheid blijft beperkt in een goed geventileerde ruimte, maar de geur is merkbaar. Verwerk ABS daarom bij voorkeur in een goed geventileerde zone of bij afzuiging.
HDPE en PP (doppen, stijve verpakkingen) — geen typische 3D-printmaterialen, maar veel labs en makerspaces verzamelen ze als nevenstroom voor spuitgiet- of onderwijsprojecten. Een desktop shredder kan ze goed aan, al is de deeltjesvorm minder uniform dan bij brosse polymeren zoals PLA.
Materialen die extra aandacht vragen
Polycarbonaat (PC) — erg hard. Een desktop shredder kan PC verwerken, maar de invoersnelheid moet duidelijk lager liggen. Grote PC-delen op volle snelheid invoeren vergroot de kans op motoroverbelasting. Vooraf kleiner maken is daarom verstandig.
Nylon (PA) — taai en flexibel, waardoor het minder gemakkelijk netjes afschuift. Nylon vervormt vaak voordat het breekt en levert daardoor langwerpige deeltjes op. Vooraf koelen in een vriezer gedurende ongeveer 30 minuten maakt het materiaal brosser en verbetert het shredderresultaat.
Materialen die u beter vermijdt
Filament met koolstofvezel of glasvezel — zeer abrasief voor snijgereedschap. Een H13-messenset die meer dan 300 uur meegaat op ongevuld PLA kan op carbon-filled materiaal in minder dan 50 uur sterk slijten. Tenzij u een apart messenset voor abrasieve stromen heeft, is het beter dit materiaal buiten de hoofdworkflow te houden.
TPU en andere flexibele filamenten — zachte, elastische materialen wikkelen zich eerder om roterende onderdelen heen dan dat ze netjes worden afgesneden. De meeste compacte shredders hebben geen anti-wrap ontwerp, waardoor verstoppingen waarschijnlijk zijn.
Onderdelen met metalen inserts — heat-set inserts, ingegoten moeren of messing schroefbussen moeten voor het shredderen verwijderd worden. Metaalvervuiling beschadigt de messen vrijwel direct.
| Materiaal | Recyclebaarheid | Shreddermoeilijkheid | Speciale eis |
|---|---|---|---|
| PLA | Uitstekend | Laag | Geen |
| PETG | Goed | Laag | Drogen voor extrusie |
| ABS | Goed | Laag | Ventilatie aanbevolen |
| HDPE / PP | Goed | Laag | Minder uniforme deeltjevorm |
| PC | Redelijk | Gemiddeld | Lagere invoersnelheid, voorknippen |
| Nylon (PA) | Redelijk | Gemiddeld | Voorkoelen |
| CF/GF gevuld | Af te raden | Hoog | Extreme messenslijtage |
| TPU / Flex | Af te raden | Wikkelrisico | Anti-wrap rotor nodig |
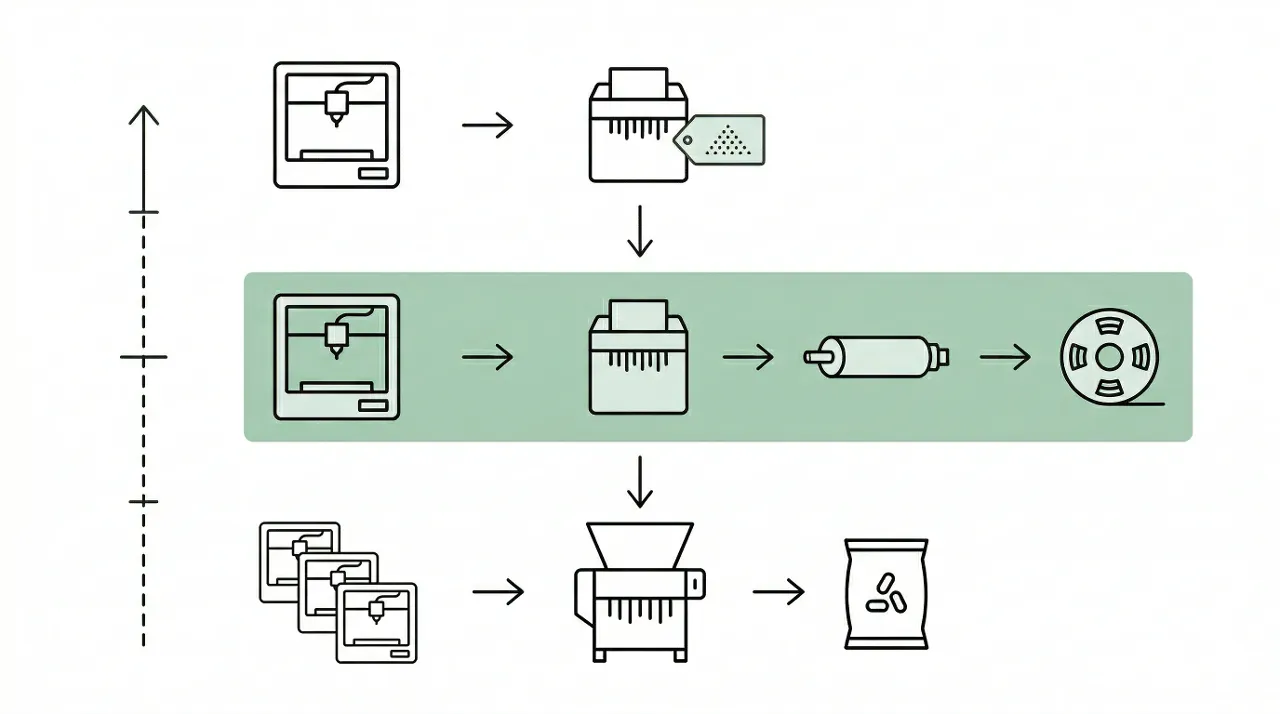
Desktop shredderworkflow: stap voor stap
Onderstaande workflow is gebaseerd op een desktop shredder met tandwielkast, een invoeropening van 120 x 200 mm, dubbele messensets en voor/achteruit motorregeling, zoals gebruikt in de Rumtoo mini desktop shredder.
Stap 1: Sorteren en inspecteren
Scheid het afval op polymeertype en idealiter ook op kleur. Verwijder onderdelen met metalen inserts, lijmresten of niet-plastic componenten. Deze stap vraagt de meeste discipline, maar heeft ook de grootste invloed op de uiteindelijke kwaliteit. In de praktijk werkt een gelabeld bakkenstelsel per materiaal naast elke printer het best.
Stap 2: Grote onderdelen voorknippen
De invoeropening van een typische desktop shredder accepteert stukken tot ongeveer 120 x 200 mm. Grote mislukte prints, hoge vaasvormen, brede platen of lange cilindrische delen moeten daarom eerst met een lintzaag, kniptang of stevige schaar kleiner gemaakt worden. Dat kost maar enkele seconden per stuk, maar voorkomt brugvorming in de invoer en onnodig oponthoud.
Stap 3: Shredderen
Voer de voorbereide stukken in een gelijkmatig tempo in. Gooi niet ineens een complete batch in de hopper; constante voeding geeft een veel gelijkmatiger output. Bij een 1,5 kW desktop shredder met tandwielkast ligt de doorvoer normaal tussen 1 en 5 kg/u, afhankelijk van hardheid en stukgrootte.
Als een stuk vastloopt of brugvorming veroorzaakt, schakel dan naar achteruit, ontlast de rotors, positioneer het onderdeel opnieuw en ga weer vooruit. Dankzij die jog-functie hoeft de snijkamer niet open voor elk probleem. Op een shredder zonder omkeerfunctie kost zo’n verstopping vaak 5-10 minuten; met voor/achteruit is het meestal in minder dan 30 seconden opgelost.
De keuze van de messen is bepalend. De mini desktop shredder wordt geleverd met twee verwisselbare messensets:
- Set A (22 roterende + 22 vaste messen, 5 mm spacing): allround configuratie. Levert 4-6 mm regrind op voor de meeste toepassingen.
- Set B (36 roterende + 36 vaste messen, 3 mm spacing): fijnere en uniformere output voor toepassingen waar kleinere deeltjes gewenst zijn, zoals kleine filamentextruders.
Kies de set op basis van het nageschakelde proces. Voor directe invoer in een kleine extruder met smalle hopper en kleine schroef werkt set B meestal beter. Voor opslag of later gebruik in grotere apparatuur is set A vaak voldoende en productiever.
Stap 4: Zeven en fines verwijderen (optioneel)
Voor veel labs en makerspaces kan de shredderoutput direct gebruikt worden. Maar als uw extruder gevoelig is voor stof of te grote spreiding in deeltjesgrootte, zeef het regrind dan door een eenvoudige maascombinatie. Een 4 mm en 8 mm stapeling werkt goed. Behoud de 4-8 mm fractie, shred het overmaatse materiaal opnieuw en zet fines onder 4 mm apart.
Stap 5: Drogen
Deze stap is cruciaal voor PETG en nylon en aanbevolen voor elk regrind dat enige tijd wordt opgeslagen. Vocht in het materiaal veroorzaakt stoom tijdens extrusie, wat leidt tot interne holtes en een onstabiele filamentdiameter.
| Materiaal | Droogtemperatuur | Droogtijd | Vochtgevoeligheid |
|---|---|---|---|
| PLA | 50-55 graden C | 2-4 uur | Laag |
| PETG | 65 graden C | 4-6 uur | Hoog |
| ABS | 80 graden C | 2-4 uur | Gemiddeld |
| Nylon | 80-85 graden C | 8-12 uur | Zeer hoog |
Een eenvoudige voedseldroger of laboratoriumoven is voldoende voor kleine batches. Voor continuere verwerking geeft een dedicated pelletdroger met temperatuurregeling en luchtcirculatie constantere resultaten.
Stap 6: Opslaan of direct voeden
Gedroogd regrind moet luchtdicht worden opgeslagen met droogmiddel. Weckpotten, vacuumbags of afsluitbare kunststofbakken werken prima. Label elk lot met materiaalsoort, kleur, shredderdatum en gebruikte messenset. Die traceerbaarheid wordt belangrijk zodra een filamentkwaliteitsprobleem pas weken later zichtbaar wordt.
Als uw workflow een filamentextruder bevat, kan het regrind rechtstreeks de hopper in. Heeft u geen extruder, dan blijft het materiaal nog steeds waardevol voor spuitgietproeven, materiaalanalyse, onderwijsprojecten of overdracht aan een partij met extrusiecapaciteit.
Kwaliteitscontrole: wanneer regrind echt bruikbaar wordt
Plastic shredden is het makkelijke deel. Regrind produceren dat zich consistent gedraagt in de apparatuur daarna, daar zit de echte meerwaarde.
Uniforme deeltjesgrootte is de belangrijkste kwaliteitsmaatstaf. Regrind met een brede verdeling van grote stukken, middelgrote deeltjes en stof voert onregelmatig door extruderschroeven. Dat geeft schommelende toevoer, wisselende smeltdruk en variabele filamentdiameter. Voor de meeste kleine filamentextruders is een smalle band van 3-6 mm met zo min mogelijk fines onder 2 mm ideaal.
Contaminatiecontrole betekent meer dan alleen metaal verwijderen. Kruisvervuiling tussen polymeertypes is de meest voorkomende kwaliteitsfout in makerspace-recycling. Een enkel PLA-stuk in een PETG-batch kan al een zichtbaar defect in het extrudaat geven, omdat PLA bij een lagere temperatuur smelt en afbreekt op PETG-procescondities. Strikte materiaalscheiding is hier de enige echte oplossing.
Kleurbeheer is ook praktisch relevant. Kleuren mengen leidt meestal tot een bruin of grijs regrind. Dat is nog steeds functioneel voor mechanische tests, interne prototypes en niet-zichtwerk, maar niet ideaal als u een bruikbaar filament met nette uitstraling wilt maken. Daarom sorteren veel labs naast materiaal ook op wit, zwart, gemengde kleur en dominante kleur.
Vochtcontrole kan eenvoudig door een klein monster te extruderen en het filamentoppervlak te beoordelen. Bellen, schuimvorming of een ruwe huid wijzen op te veel vocht. In dat geval moet de batch opnieuw de droger in. Voor labs met een vochtanalyser zijn richtwaarden van <0.05% voor PLA en <0.02% voor PETG bruikbaar.
Kosten-batenanalyse: is desktop recycling financieel logisch?
Dat hangt af van uw afvalvolume, de prijs van ingekocht filament en de waarde die u hecht aan onderwijs- of R&D-effecten naast puur kostenvoordeel.
Directe besparing
Neem een makerspace dat 8 kg PLA per week verbruikt over 10 printers. Bij een conservatieve afvalratio van 15% ontstaat ongeveer 5 kg schroot per maand. Bij een filamentprijs van 20-30 USD/kg vertegenwoordigt dat een terugwinbare materiaalwaarde van ongeveer 100-150 USD per maand, oftewel 1.200-1.800 USD per jaar.
Een desktop shredder samen met een eenvoudige filamentextruder verdient zich bij dat afvalniveau doorgaans in 12-18 maanden terug, sneller bij grotere volumes.
De operationele kosten zijn beperkt. Een 1,5 kW motor trekt onder normale belasting ongeveer 0,8-1,2 kWh per uur. Bij 0,12 USD/kWh kost het verwerken van 5 kg afval in 2-3 shredderuren minder dan 0,40 USD aan stroom. Mesvervanging verschilt per materiaal, maar H13-messen halen in gecontroleerde laboratoriumomstandigheden op ongevulde thermoplasten vaak meer dan 300 uur.
Indirecte waarde
Voor onderwijsinstellingen ligt de waarde ruim boven filamentbesparing. Een werkende recyclingopstelling sluit direct aan op materiaalwetenschap, duurzaamheid en engineering design. Verschillende universiteiten gebruiken zulke opstellingen voor studentenonderzoek, duurzaamheidsrapporten en groene campusinitiatieven. De zichtbaarheid en onderwijswaarde zijn dan vaak al reden genoeg voor de investering.
Voor R&D-teams versnelt de mogelijkheid om experimenteel materiaal intern te shredden en opnieuw te verwerken de iteratie aanzienlijk. Een engineer die een nieuwe PLA-blend test, kan mislukte proefstukken dezelfde dag nog shredderen, herextruderen en opnieuw testen in plaats van te wachten op nieuwe grondstof.
Eenvoudige break-evenberekening
| Factor | Waarde |
|---|---|
| Maandelijks schrootvolume | 5-15 kg |
| Bespaarde filamentkosten (bij 25 USD/kg) | 125-375 USD/maand |
| Elektriciteitskosten | ~1-2 USD/maand |
| Mesonderhoud (afgeschreven) | ~5-10 USD/maand |
| Netto maandelijkse besparing | 110-365 USD/maand |
| Terugverdientijd apparatuur | 6-18 maanden |
Noot: deze terugverdientijd gaat ervan uit dat het regrind opnieuw tot filament wordt verwerkt en nieuwe filamentaankopen vervangt. Als het materiaal alleen wordt gebruikt voor testen of spuitgietproeven, ligt de directe financiele opbrengst lager maar de R&D-waarde vaak hoger.
Veelgestelde vragen
Kan gerecycled PLA-regrind direct in een desktop filamentextruder?
Ja, mits de deeltjesgrootte binnen het acceptatiebereik van de extruder valt, meestal 3-6 mm, en het materiaal goed gedroogd is. De meeste desktop filamentextruders, waaronder Rumtoo filamentextrusie-units, kunnen dit regrind rechtstreeks verwerken. Voor een eerste recycleworkflow helpt een blend met 20-30% virgin pellets vaak om de extrusie stabieler te maken.
Wat kunt u doen met gemengd-kleur regrind?
Gemengde kleuren leveren meestal een neutraal grijs of bruin filament op. Dat is prima bruikbaar voor functionele prototypes, interne constructiedelen, mechanische teststaven en onderwijsprojecten waarbij uiterlijk niet centraal staat. Sommige makerspaces positioneren dit zelfs als eco-filament.
Hoeveel kan een desktop shredder per dag verwerken?
De Rumtoo mini desktop shredder verwerkt ongeveer 1-5 kg/u, afhankelijk van materiaaltype en invoervoorbereiding. In een lab waar de machine 1-2 uur per dag werkelijk draait, komt dat neer op 2-10 kg per dag. Dat is ruim voldoende voor organisaties die tot 50 kg afval per maand genereren.
Is het geluidsniveau geschikt voor een gedeeld lab of klaslokaal?
De Rumtoo desktop shredder blijft tijdens normaal gebruik onder 55 dB, vergelijkbaar met een gesprek of een stille vaatwasser. Daarmee is hij geschikt voor gedeelde labomgevingen, open makerspaces en onderwijsruimtes zonder zware geluidsbehuizing. Industriele shredders zitten daarentegen meestal in de orde van 80-105 dB.
Hoe vaak moeten de messen vervangen worden?
De standtijd hangt sterk af van het materiaal. Bij ongevulde thermoplasten zoals PLA, PETG, ABS en PP halen H13-messen doorgaans meer dan 300 bedrijfsuren voordat naslijpen nodig is. Vezelgevulde of mineraalgevulde materialen verkorten die levensduur fors, soms tot onder 100 uur. Voor processen die geen uitval accepteren, is een reserve set messen verstandig.
Verliest gerecycled PLA mechanische sterkte ten opzichte van virgin materiaal?
Elke thermische cyclus van smelten en stollen veroorzaakt enige afbraak van polymeerketens. Bij PLA daalt de treksterkte na de eerste recyclingpass doorgaans met 5-15% en de rek bij breuk met 10-20%. Voor prototyping, niet-structurele onderdelen en onderwijsgebruik blijft het materiaal goed bruikbaar. Voor belastende toepassingen helpt een mengsel van 30-50% virgin PLA met gerecycled materiaal om de eigenschappen weer dicht bij het origineel te brengen. Gepubliceerde studies laten zien dat PLA vaak 3-5 keer mechanisch gerecycled kan worden voordat het voor filamentextrusie minder bruikbaar wordt.
Welke apparatuur is naast een shredder nog nodig?
De shredder is het hart van de opstelling. Daarnaast hebt u minimaal luchtdichte opslag voor gesorteerd regrind, een droogmethode nodig zoals een voedseldroger, laboven of pelletdroger, en eventueel een set zeven als u de deeltjesgrootte strakker wilt beheersen. Voor een volledig gesloten lus die opnieuw printbaar filament maakt, voegt u een desktop filamentextruder en een opwikkelstation toe. Een shredder + extruder opstelling past comfortabel op minder dan 2 m2 werkbankruimte.
Volgende stap
Als u 3D-printafval produceert en wilt beoordelen of een compacte recycleopstelling zinvol is voor uw lab of makerspace, begin dan met het meten van uw werkelijke maandvolume per materiaaltype. Dat ene getal bepaalt de apparatuurconfiguratie, de terugverdientijd en of de investering op kostenbesparing of juist vooral op onderwijs- en R&D-waarde moet worden beoordeeld.
Stuur uw materiaalsoorten, geschatte maandvolumes en de beoogde toepassing downstream (filamentextrusie, spuitgieten, materiaaltesten of opslag) naar het Rumtoo procesteam. Wij adviseren dan een desktop shredderconfiguratie die past bij uw doorvoer en gewenste deeltjegrootte.
Gerelateerde pagina’s:
- 3D-print recycling
- desktop shredder
- PLA recycling
- regrind
- labapparatuur