· Rumtoo Process Team · Technischer Leitfaden · 12 Min. Lesezeit
3D-Druckabfaelle recyceln: von Fehlteilen zu nutzbarem Regrind
Praxisleitfaden fuer das Recycling von PLA-, PETG- und ABS-Abfaellen aus dem 3D-Druck mit einem Desktop-Schredder. Behandelt Materialtrennung, Zerkleinerungsworkflow, Qualitaetskontrolle des Regrinds und die wirtschaftliche Bewertung fuer Labore, Makerspaces und Pilotprogramme.

Ein materialwissenschaftliches Labor an einer mittelgrossen Universitaet in Michigan entsorgte jeden Monat rund 18 kg 3D-Druckabfall. Fehlprints, Supportstrukturen, Kalibriertuerme und Farbtests landeten geschlossen im Restmuell. Dem Laborleiter war klar, dass das Material technisch recycelbar war. Ohne eine praktikable Loesung vor Ort gab es jedoch keinen gangbaren Prozess. Der Kunststoff ging auf die Deponie.
Anfang 2025 stellte die Abteilung einen Mini-Desktop-Kunststoffschredder an ihre Nachbearbeitungsstation. Bereits im ersten Semester wurden mehr als 80% des PLA-Abfalls als sauberes, gleichmaessiges 4-6 mm Regrind zurueckgewonnen. Das zerkleinerte Material speiste direkt eine kleine Filamentextrusion fuer studentische Materialtests. Aus einem Abfallstrom von rund 5.400 USD pro Jahr wurde ein praktisches Lehrmittel, und das Filamentbudget des Labors sank um etwa 35%.
Die eigentliche Erkenntnis lautet nicht, dass Recycling von 3D-Druckabfaellen schwierig ist. Das ist es nicht. Das Problem ist vielmehr, dass den meisten Laboren und Makerspaces ein verlaessliches, passend dimensioniertes Werkzeug fehlt. Industrie-Schredder sind fuer 10-50 kg Monatsvolumen massiv ueberdimensioniert. Scheren und Handschneider erzeugen ungleichmaessige Partikel, die Extruderhopper schnell verstopfen. Ein speziell ausgelegter Desktop-Schredder schliesst genau diese Luecke.
Dieser Leitfaden fuehrt durch den kompletten Ablauf: wie viel Abfall 3D-Druck tatsaechlich erzeugt, welche Materialien sinnvoll recycelbar sind, wie der Zerkleinerungsworkflow aussieht, wie brauchbares Regrind qualitaetsseitig abgesichert wird und wann sich das wirtschaftlich traegt.
Wie gross ist der Abfallstrom wirklich?
3D-Druck erzeugt mehr Abfall, als viele Nutzer annehmen. In Hobby-, Bildungs- und Prototypingumgebungen liegen Fehlerraten haeufig zwischen 10% und 20% des eingesetzten Filaments, abhaengig von Kalibrierung, Material und Bauteilkomplexitaet. Supportstrukturen verursachen weitere 5-15% Material, das nach jedem Druckjob entsorgt wird. Selbst erfolgreiche Drucke erzeugen Reststoffe: Brims, Skirts, Purgetuerme und Testdrucke.
Bei einem einzelnen Desktop-Drucker mit 1-2 kg Filament pro Woche entspricht das bereits etwa 1-3 kg Ausschuss pro Monat. In einem Universitaetslabor mit 8-12 Druckern, einem Prototypingbetrieb mit 20+ Maschinen oder einer printfarm mit 50+ Einheiten entstehen so schnell 15-80 kg Abfall pro Monat.
Ein haeufiges Missverstaendnis lautet, PLA sei biologisch abbaubar und mueste deshalb nicht recycelt werden. Tatsaechlich ist PLA nur unter industriellen Kompostierbedingungen abbaubar: dauerhaft ueber 58 Grad C, kontrollierte Feuchte und aktive Mikrobiologie. Solche Bedingungen gibt es in normalen Deponien nicht. In der Praxis bleibt PLA dort ueber viele Jahre bestehen. Mechanisches Recycling durch Zerkleinerung und Re-Extrusion ist deutlich sinnvoller.
Materialtrennung: der wichtigste Schritt
Nicht jedes 3D-Druckmaterial verhaelt sich im Schredder oder Extruder gleich. Das Mischen unterschiedlicher Polymere fuehrt zu Regrind, das fuer qualitaetssensible Anwendungen unbrauchbar wird. Saubere Trennung nach Materialtyp ist deshalb Pflicht.
Materialien, die gut recycelbar sind
PLA (Polymilchsaeure) — das einfachste Material fuer einen Desktop-Schredder. PLA ist vergleichsweise spröde und bricht sauber, statt sich zu verformen oder zu ziehen. Dadurch entstehen relativ gleichmaessige Partikel mit wenig Staub. Wer einen Recyclingworkflow neu aufsetzt, sollte mit PLA beginnen.
PETG (Polyethylenterephthalat-Glykol) — recycelbar, aber deutlich feuchteempfindlicher als PLA. PETG nimmt schnell Umgebungsfeuchte auf. Feuchtes Regrind fuehrt bei der Re-Extrusion zu Blasen und schwankendem Filamentdurchmesser. Bewaehrte Praxis: zuegig shreddern, luftdicht mit Trockenmittel lagern und vor dem Extrudieren 4-6 Stunden bei 65 Grad C trocknen.
ABS (Acrylnitril-Butadien-Styrol) — recycelbar mit einer wichtigen Einschraenkung: Bei aggressiver Zerkleinerung kann ABS geringe Mengen Styroldampf freisetzen. Die Menge bleibt in gut beluefteten Raeumen begrenzt, der Geruch ist aber wahrnehmbar. ABS sollte daher in gut beluefteter Umgebung oder bei Absaugung verarbeitet werden.
HDPE und PP (Deckel, starre Behaelter) — keine typischen 3D-Druckmaterialien, aber in vielen Laboren und Makerspaces eine sinnvolle Nebenfraktion fuer Spritzguss- oder Lehrprojekte. Ein Desktop-Schredder verarbeitet diese Materialien gut, auch wenn die Partikelform weniger homogen ist als bei spröden Polymeren wie PLA.
Materialien mit hoeherem Aufwand
Polycarbonat (PC) — sehr hart. Ein Desktop-Schredder kann PC verarbeiten, jedoch nur mit deutlich reduzierter Aufgabeleistung. Grosse PC-Teile mit voller Vorschubrate zu erzwingen, erhoeht das Risiko fuer Motorueberlast. Vorkleinern ist hier sinnvoll.
Nylon (PA) — zaeh und flexibel, daher schlecht fuer sauberen Schnitt. Nylon verformt sich eher, als dass es sauber bricht, und erzeugt langgezogene Partikel. Eine Vorkuehlung im Gefrierschrank fuer rund 30 Minuten verbessert die Zerkleinerung deutlich.
Materialien, die vermieden werden sollten
Filamente mit Carbonfaser oder Glasfaser — sehr abrasiv fuer Schneidwerkzeuge. Ein H13-Messersatz, der auf ungefuelltem PLA ueber 300 Stunden haelt, kann bei carbonfasergefuelltem PLA bereits unter 50 Stunden stark verschleissen. Ohne separaten Messersatz fuer abrasive Materialien sollte dieses Material nicht ueber die Hauptmaschine laufen.
TPU und andere flexible Filamente — weiche Materialien wickeln sich um rotierende Komponenten, statt sauber geschnitten zu werden. Die meisten Desktop-Schredder haben kein Anti-Wrap-Design, entsprechend hoch ist das Verstopfungsrisiko.
Teile mit Metalleinsaetzen — Gewindeeinsaetze, eingebrachte Muttern oder Messingbuchsen muessen vor dem Shreddern entfernt werden. Metallkontamination beschaedigt die Messer sofort.
| Material | Recyclebarkeit | Schwierigkeit beim Shreddern | Besondere Anforderung |
|---|---|---|---|
| PLA | Sehr gut | Gering | Keine |
| PETG | Gut | Gering | Vor Extrusion trocknen |
| ABS | Gut | Gering | Belueftung empfohlen |
| HDPE / PP | Gut | Gering | Unregelmaessigere Partikelform |
| PC | Mittel | Mittel | Aufgabe reduzieren, vorkleinern |
| Nylon (PA) | Mittel | Mittel | Vorkuehlen |
| CF/GF gefuellt | Nicht empfohlen | Hoch | Extreme Messerabnutzung |
| TPU / Flex | Nicht empfohlen | Wickelrisiko | Anti-Wrap-Rotor noetig |
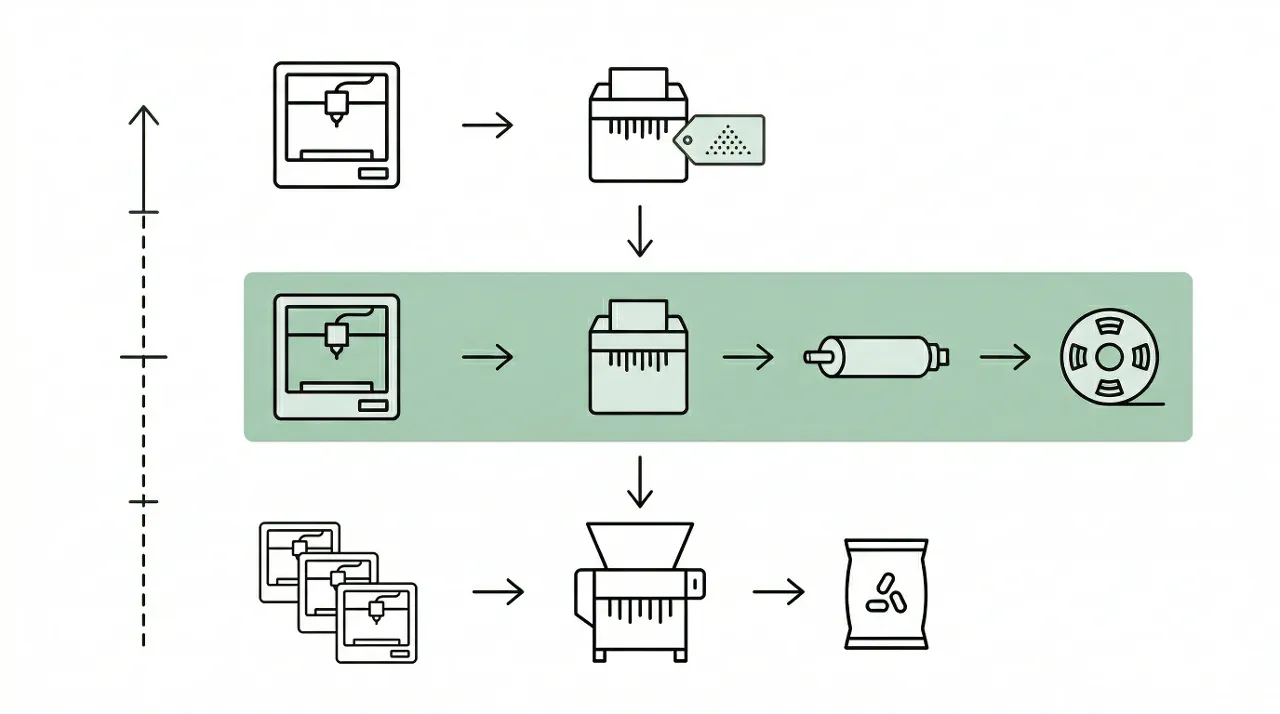
Desktop-Zerkleinerungsworkflow: Schritt fuer Schritt
Der folgende Ablauf basiert auf einem getriebeuntersetzten Desktop-Schredder mit 120 x 200 mm Aufgabeoeffnung, doppeltem Messersatz und Vor-/Ruecklaufsteuerung, wie er im Rumtoo Mini-Desktop-Schredder eingesetzt wird.
Schritt 1: Sortieren und pruefen
Trennen Sie das Material nach Polymertyp und nach Moeglichkeit auch nach Farbe. Entfernen Sie Teile mit Metalleinsaetzen, Kleberesten oder nicht-kunststoffhaltigen Bestandteilen. Dieser Schritt verlangt die meiste Disziplin, hat aber zugleich den groessten Einfluss auf die spaetere Qualitaet. Ein beschriftetes Behältersystem pro Materialtyp an jedem Druckerstandplatz funktioniert in der Praxis am besten.
Schritt 2: Uebergrosse Teile vorkleinern
Die Aufgabeoeffnung eines typischen Desktop-Schredders nimmt Teile bis etwa 120 x 200 mm auf. Grosse Fehlprints, hohe Vasenformen, breite Platten oder lange zylindrische Teile sollten vorher mit Bandsaege, Seitenschneider oder robuster Schere zerkleinert werden. Der Zusatzaufwand ist gering, verhindert aber Brueckenbildung im Einzug und unnötige Stillstaende.
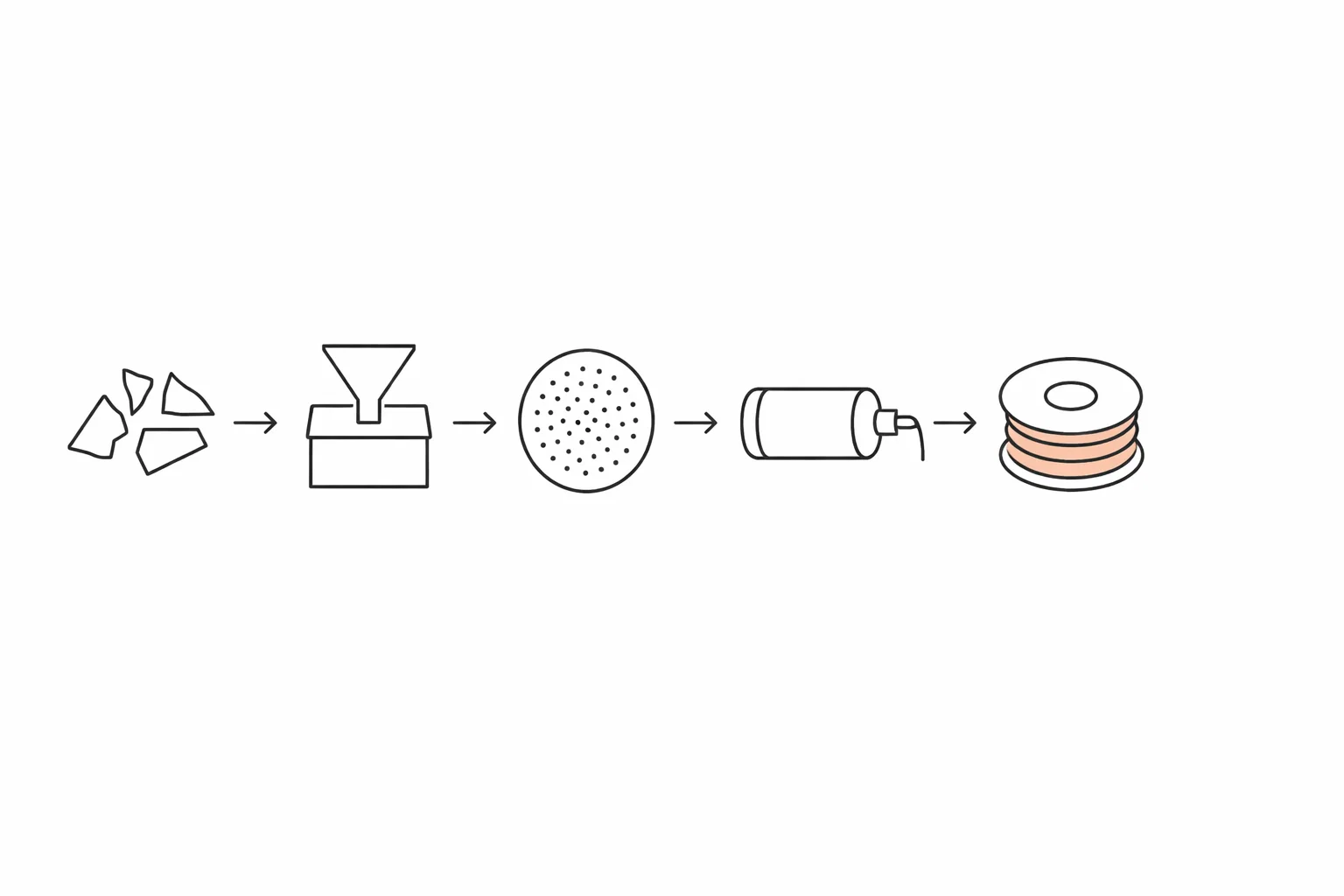
Schritt 3: Shreddern
Fuehren Sie die vorbereiteten Teile in gleichmaessigem Tempo zu. Entleeren Sie keine grosse Charge auf einmal in den Hopper, denn konstante Aufgabe erzeugt gleichmaessigeren Output. Auf einem 1,5-kW-Desktop-Schredder mit Getriebe liegen typische Durchsaetze je nach Materialhaerte und Teilgroesse bei 1-5 kg/h.
Wenn sich ein Teil verklemmt oder querstellt, schalten Sie auf Ruecklauf, entlasten die Rotoren, positionieren das Teil neu und fahren wieder vorwaerts. Diese Vor-/Ruecklauf-Funktion erspart das Oeffnen der Schneidkammer fuer jeden Stau. Auf Maschinen ohne Ruecklauf dauert das oft 5-10 Minuten; hier ist der Fall meist in unter 30 Sekunden erledigt.
Die Messerauswahl ist entscheidend. Der Mini-Desktop-Schredder kann mit zwei Messersets ausgeruestet werden:
- Set A (22 rotierende + 22 feste Messer, 5 mm Abstand): universelle Auslegung. Liefert 4-6 mm Regrind fuer die meisten Folgeprozesse.
- Set B (36 rotierende + 36 feste Messer, 3 mm Abstand): feinere und gleichmaessigere Ausgabe fuer Anwendungen mit kleinen Filamentextrudern oder engerer Partikelanforderung.
Waehlen Sie den Messersatz nach dem Folgeprozess. Fuer direkte Aufgabe in eine kleine Filamentextrusion mit schmalem Einzug ist Set B meist sinnvoller. Fuer Lagerung oder spaetere Nutzung in groesserer Technik reicht Set A oft aus und bietet hoeheren Durchsatz.
Schritt 4: Sieben und Feinanteile entfernen (optional)
In vielen Laboren und Makerspaces kann der Output direkt verwendet werden. Wenn Ihre Extrusion jedoch empfindlich auf Staub oder starke Kornverteilung reagiert, sollte das Material ueber ein einfaches Sieb gefahren werden. Eine Kombination aus 4 mm und 8 mm Sieben funktioniert gut. Behalten Sie die 4-8 mm Fraktion, schreddern Sie Ueberkorn erneut und sortieren Sie Unterkorn unter 4 mm aus.
Schritt 5: Trocknen
Dieser Schritt ist fuer PETG und Nylon kritisch und fuer jedes Regrind sinnvoll, das vor der Nutzung gelagert wird. Feuchte im Material erzeugt bei der Extrusion Dampfblasen und fuehrt zu Hohlraeumen sowie schwankendem Filamentdurchmesser.
| Material | Trocknungstemperatur | Trocknungszeit | Feuchteempfindlichkeit |
|---|---|---|---|
| PLA | 50-55 Grad C | 2-4 Stunden | Gering |
| PETG | 65 Grad C | 4-6 Stunden | Hoch |
| ABS | 80 Grad C | 2-4 Stunden | Mittel |
| Nylon | 80-85 Grad C | 8-12 Stunden | Sehr hoch |
Ein einfacher Lebensmitteltrockner oder Laborofen reicht fuer kleine Chargen aus. Fuer kontinuierlichere Prozesse liefert ein Pellettrockner mit Temperaturregelung und Luftzirkulation stabilere Ergebnisse.
Schritt 6: Lagern oder direkt weiterverarbeiten
Getrocknetes Regrind sollte luftdicht mit Trockenmittel gelagert werden. Einmachglaeser, Vakuumbeutel oder dichte Kunststoffboxen sind geeignete Loesungen. Beschriften Sie jede Charge mit Materialtyp, Farbe, Shredderdatum und verwendetem Messersatz. Diese Rueckverfolgbarkeit hilft enorm, wenn Wochen spaeter Qualitaetsprobleme auftreten.
Wenn Ihr Ablauf eine Filamentextrusion beinhaltet, kann das Regrind direkt in den Hopper gehen. Auch ohne Extruder bleibt das Material wertvoll, etwa fuer Spritzgussversuche, Materialanalysen, Ausbildungsprojekte oder die Weitergabe an Betriebe mit Extrusionsmoeglichkeit.
Qualitaetskontrolle: wann Regrind wirklich brauchbar ist
Kunststoff zu zerkleinern ist der einfache Teil. Regrind zu erzeugen, das sich im Folgeprozess reproduzierbar verhaelt, ist die eigentliche Aufgabe.
Die Gleichmaessigkeit der Partikelgroesse ist der wichtigste Qualitaetsparameter. Regrind mit grosser Spreizung aus groben Stuecken, mittleren Partikeln und Staub foerdert unruhig durch Extruderschnecken. Die Folge sind Pulsationen, schwankender Schmelzedruck und variierender Filamentdurchmesser. Fuer die meisten kleinen Filamentextruder ist ein enges Band von 3-6 mm mit moeglichst wenigen Feinanteilen unter 2 mm ideal.
Kontaminationskontrolle bedeutet mehr als nur Metallentfernung. Kreuzkontamination zwischen Polymeren ist der haeufigste Qualitaetsfehler in Makerspace-Recyclinganwendungen. Schon ein einzelnes PLA-Teil in einer PETG-Charge kann sichtbare Fehler im extrudierten Filament erzeugen, weil PLA frueher schmilzt und bei PETG-Temperaturen abbaut. Die einzige belastbare Loesung ist konsequente Trennung.
Farbmanagement spielt ebenfalls eine praktische Rolle. Gemischte Farben ergeben fast immer braun-graues Regrind. Das ist fuer mechanische Tests, interne Prototypen und nicht sichtbare Teile vollkommen brauchbar. Wer jedoch ein optisch verwertbares Filament herstellen will, muss bereits in der Sammlung nach Farben sortieren. Viele Labore arbeiten mit getrennten Behaeltern fuer Weiss, Schwarz, dominante Farben und “mixed color”.
Feuchtepruefung laesst sich einfach ueber einen kleinen Extrusionsversuch machen. Zeigen sich Blasen, Schaumbildung oder eine raue Oberflaeche, ist die Charge noch zu feucht. Dann muss sie nochmals in den Trockner. Fuer Labore mit Feuchteanalysegeraet gelten Richtwerte von <0.05% fuer PLA und <0.02% fuer PETG.
Wirtschaftlichkeit: lohnt sich Desktop-Recycling?
Die Antwort haengt vom Ausschussvolumen, vom Preis des eingesetzten Filaments und vom Stellenwert von Ausbildung oder R&D jenseits reiner Kosteneinsparung ab.
Direkte Einsparungen
Nehmen wir einen Makerspace mit 8 kg PLA-Verbrauch pro Woche auf 10 Druckern. Bei einer konservativen Ausschussrate von 15% entstehen rund 5 kg Abfall pro Monat. Bei PLA-Filamentpreisen von 20-30 USD/kg entspricht das einem rueckgewinnbaren Materialwert von etwa 100-150 USD pro Monat bzw. 1.200-1.800 USD pro Jahr.
Ein Desktop-Schredder zusammen mit einer kleinen Filamentextrusion amortisiert sich bei diesem Abfallniveau typischerweise in 12-18 Monaten, bei hoeheren Mengen entsprechend schneller.
Die Betriebskosten sind niedrig. Ein 1,5-kW-Motor benoetigt unter typischer Last etwa 0,8-1,2 kWh pro Betriebsstunde. Bei 0,12 USD/kWh kostet die Verarbeitung von 5 kg Ausschuss in 2-3 Stunden weniger als 0,40 USD Strom. Messertauschkosten variieren je nach Material, doch H13-Messer halten in kontrollierten Laborumgebungen auf ungefuellten Thermoplasten oft mehr als 300 Betriebsstunden.
Indirekter Nutzen
Fuer Bildungseinrichtungen geht der Nutzen weit ueber Filamentersparnis hinaus. Eine funktionierende Recyclingstation passt direkt in Lehrinhalte zu Materialwissenschaft, Nachhaltigkeit und Konstruktion. Mehrere Universitaeten nutzen solche Setups fuer Studentenprojekte, Nachhaltigkeitsberichte und Gruene-Campus-Initiativen. Die Sichtbarkeit und der didaktische Wert rechtfertigen die Investition deshalb oft schon fuer sich.
Fuer R&D-Teams beschleunigt die Faehigkeit, experimentelles Material intern zu shreddern und erneut zu verarbeiten, die Iteration deutlich. Ein Werkstoffingenieur, der eine neue PLA-Mischung testet, kann Fehlproben am selben Tag shreddern, neu extrudieren und erneut pruefen, statt auf frisches Rohmaterial zu warten.
Vereinfachte Break-even-Rechnung
| Faktor | Wert |
|---|---|
| Monatliches Ausschussvolumen | 5-15 kg |
| Eingesparte Filamentkosten (bei 25 USD/kg) | 125-375 USD/Monat |
| Stromkosten | ~1-2 USD/Monat |
| Messerwartung (anteilig) | ~5-10 USD/Monat |
| Netto-Einsparung pro Monat | 110-365 USD/Monat |
| Amortisationszeit | 6-18 Monate |
Hinweis: Die Rechnung setzt voraus, dass das Regrind erneut zu Filament verarbeitet wird und neue Filamentkaeufe ersetzt. Wenn das Material nur fuer Tests oder Spritzgussversuche genutzt wird, ist der direkte finanzielle Rueckfluss geringer, der R&D-Nutzen aber oft hoeher.
Haeufige Fragen
Kann recyceltes PLA-Regrind direkt in einen Desktop-Filamentextruder gegeben werden?
Ja, sofern die Partikelgroesse im akzeptierten Bereich des Extruders liegt, typischerweise 3-6 mm, und das Material korrekt getrocknet wurde. Die meisten kleinen Filamentextruder, einschliesslich der Rumtoo Filamentextrusionssysteme, koennen solches Regrind direkt ueber den Hopper verarbeiten. Fuer erste Recyclingprozesse hilft eine Beimischung von 20-30% Virgin-Pellets oft dabei, die Extrusion stabiler zu machen.
Was laesst sich mit gemischtfarbigem Regrind machen?
Gemischte Farben fuehren meist zu neutral grauem oder braunem Filament. Das ist fuer funktionale Prototypen, interne Bauteile, mechanische Probekoerper und Ausbildungsprojekte voellig ausreichend. Manche Makerspaces vermarkten solches Material sogar gezielt als Eco-Filament.
Wie viel kann ein Desktop-Schredder pro Tag verarbeiten?
Der Rumtoo Mini-Desktop-Schredder verarbeitet etwa 1-5 kg/h, abhaengig von Materialtyp und Aufgabeeigenschaften. In einem typischen Labor mit 1-2 echten Shredderstunden pro Tag ergibt das 2-10 kg taegliche Kapazitaet. Damit lassen sich Monatsmengen bis etwa 50 kg gut abdecken.
Ist der Geraeuschpegel fuer ein geteiltes Labor oder einen Klassenraum geeignet?
Der Rumtoo Desktop-Schredder arbeitet im Normalbetrieb unter 55 dB, also in etwa auf Niveau eines Gespraechs oder eines leisen Geschirrspuelers. Das macht ihn fuer geteilte Laborraeume, offene Makerspaces und Bildungsumgebungen geeignet, ohne dass massive Schallschutzhauben notwendig werden. Industrie-Schredder liegen demgegenueber haeufig bei 80-105 dB.
Wie oft muessen die Messer ersetzt werden?
Die Standzeit haengt stark vom verarbeiteten Material ab. Bei ungefuellten Thermoplasten wie PLA, PETG, ABS und PP erreichen H13-Messer typischerweise ueber 300 Betriebsstunden vor dem Nachschaerfen. Faser- oder mineralgefuellte Materialien verkuerzen die Standzeit drastisch, teils auf unter 100 Stunden. Fuer betriebe mit geringer Stillstandstoleranz ist ein Ersatzmessersatz empfehlenswert.
Verliert recyceltes PLA gegenueber Virgin-Material an mechanischer Festigkeit?
Jeder thermische Zyklus aus Schmelzen und Erstarren fuehrt zu gewisser Kettenabbauung. Beim PLA sinkt die Zugfestigkeit nach dem ersten Recyclingdurchlauf haeufig um 5-15%, die Bruchdehnung um 10-20%. Fuer Prototyping, nicht tragende Komponenten und Ausbildungszwecke bleibt das Material dennoch gut nutzbar. Fuer anspruchsvollere Anwendungen hilft eine Mischung aus 30-50% Virgin-PLA und recyceltem Material, die Eigenschaften nahe ans Ausgangsniveau zu bringen. Veroeffentlichte Studien zeigen, dass PLA oft 3-5 Mal mechanisch recycelt werden kann, bevor es fuer Filamentextrusion deutlich unattraktiver wird.
Welche weitere Ausruestung wird neben dem Schredder benoetigt?
Der Schredder ist das Kernstueck. Darueber hinaus braucht man mindestens luftdichte Behaelter fuer sortiertes Regrind, eine Trocknungsmoeglichkeit wie Lebensmitteltrockner, Laborofen oder Pellettrockner und bei Bedarf ein Set Siebe fuer engere Partikelkontrolle. Fuer ein geschlossenes System, das wieder druckbares Filament erzeugt, kommen ein Desktop-Filamentextruder und eine Wickelstation hinzu. Eine Kombination aus Schredder und Extruder passt bequem auf weniger als 2 m2 Arbeitsflaeche.
Naechster Schritt
Wenn Sie 3D-Druckabfaelle erzeugen und pruefen moechten, ob ein kompaktes Recycling-Setup fuer Ihr Labor oder Ihren Makerspace sinnvoll ist, beginnen Sie mit der Erfassung Ihres tatsaechlichen monatlichen Abfallvolumens nach Materialtyp. Genau diese Zahl bestimmt Maschinenkonfiguration, Amortisationszeit und den wirtschaftlichen Rahmen des Projekts.
Senden Sie Ihre Materialtypen, geschaetzten Monatsmengen und die geplante Nutzung im Folgeprozess (Filamentextrusion, Spritzguss, Materialtests oder Lagerung) an das Rumtoo Prozessteam. Wir empfehlen Ihnen dann eine Desktop-Schredder-Konfiguration, passend zu Durchsatz und Zielpartikelgroesse.
Verwandte Seiten:
- 3D-Druck Recycling
- Desktop-Schredder
- PLA Recycling
- Regrind
- Laborausstattung