· Rumtoo Process Team · Guia tecnica · 15 min de lectura
Como reciclar residuos de impresion 3D: de piezas fallidas a regrind reutilizable
Guia practica para reciclar scrap de impresion 3D en PLA, PETG y ABS con un shredder de escritorio. Incluye clasificacion de material, flujo de trituracion, control de calidad del regrind y analisis economico para laboratorios, makerspaces y programas piloto.

Un laboratorio de ciencia de materiales de una universidad mediana de Michigan estaba desechando alrededor de 18 kg de scrap de impresion 3D al mes. Piezas fallidas, soportes, torres de calibracion, muestras de color: todo terminaba en el contenedor general. El coordinador sabia que el material podia reciclarse, pero sin una forma practica de procesarlo dentro del propio laboratorio, no habia alternativa real. El plastico terminaba en vertedero.
A comienzos de 2025, el departamento incorporo un mini shredder plastico de escritorio a su zona de postproceso. En el primer semestre ya estaban recuperando mas del 80% de sus residuos de PLA en forma de regrind limpio y consistente de 4 a 6 mm. Ese material triturado alimentaba directamente una pequena extrusora de filamento para proyectos de ensayo de materiales de los estudiantes. Lo que antes era una corriente anual de residuos valorada en unos 5.400 USD se convirtio en una herramienta docente, y el presupuesto de filamento del laboratorio cayo alrededor de un 35%.
La conclusion no es que reciclar residuos de impresion 3D sea dificil. No lo es. La conclusion real es que la mayoria de laboratorios y makerspaces no tienen una herramienta fiable y bien dimensionada para hacerlo. Los shredders industriales estan sobredimensionados para flujos de 10 a 50 kg al mes. Las tijeras y cortadores manuales generan particulas irregulares que atascan las tolvas de extrusion. Un shredder de escritorio bien resuelto cubre exactamente ese hueco.
Esta guia recorre el proceso completo: cuanto residuo genera realmente la impresion 3D, que materiales pueden reciclarse y cuales no, el flujo de trituracion paso a paso, el control de calidad para obtener un regrind util y un analisis coste-beneficio realista.
Cuanto residuo genera la impresion 3D y por que importa
La impresion 3D genera mas residuo del que la mayoria supone. En entornos hobby, educativos y de prototipado, los fallos suelen representar entre el 10% y el 20% del filamento total consumido, segun la calibracion de la impresora, el material y la complejidad de la pieza. Las estructuras de soporte anaden otro 5% a 15% de material que se desecha tras cada trabajo. Incluso las piezas correctas dejan residuo: brim, skirt, torres de purga y pruebas de impresion.
Para una sola impresora desktop que consume 1 a 2 kg de filamento por semana, eso equivale a unos 1 a 3 kg de scrap al mes. Si se multiplica por un laboratorio universitario con 8 a 12 impresoras, un taller de prototipado con mas de 20 equipos o una granja con 50 maquinas o mas, el residuo mensual sube facilmente a 15-80 kg.
Existe una idea equivocada muy comun: como el PLA es biodegradable, no hace falta reciclarlo. En realidad, el PLA solo es compostable industrialmente bajo condiciones concretas: temperatura sostenida por encima de 58 grados C, humedad controlada y actividad microbiana activa. Esas condiciones no existen en un vertedero convencional. En la practica, el PLA permanece durante anos. El reciclaje mecanico por trituracion y re-extrusion es una ruta final mucho mas eficaz.
Clasificacion del material: el primer paso y el mas importante
No todos los materiales de impresion 3D se comportan igual en un shredder o en una extrusora. Mezclar polimeros distintos produce un regrind inutil para cualquier aplicacion con requisitos minimos de calidad. Clasificar por tipo de material no es opcional.
Materiales que reciclan bien
PLA (acido polilactico) — el material mas facil de reciclar con un shredder de escritorio. El PLA es relativamente fragil, por lo que se fractura con limpieza durante la trituracion en lugar de deformarse o estirarse. El resultado suele ser una particula uniforme y con poco polvo. Es el mejor punto de partida para implantar un flujo de reciclaje.
PETG (polietileno tereftalato glicol) — reciclable, pero bastante mas sensible a la humedad que el PLA. El PETG absorbe humedad ambiental con rapidez, y un regrind humedo produce burbujas y diametro inestable durante la re-extrusion. La buena practica es triturarlo pronto, almacenarlo en recipientes sellados con desecante y secarlo a 65 grados C durante 4-6 horas antes de extrusion.
ABS (acrilonitrilo butadieno estireno) — reciclable con una precaucion concreta: durante una trituracion agresiva puede liberar pequenas cantidades de vapor de estireno. La cantidad es baja en una sala ventilada, pero el olor es perceptible. Conviene procesarlo en una zona bien ventilada o con extraccion.
HDPE y PP (tapones, envases rigidos) — no son materiales tipicos de impresion 3D, pero muchos laboratorios y makerspaces los recogen como materia prima secundaria para proyectos de moldeo. Un shredder de escritorio los maneja sin problema, aunque la forma de particula es menos regular que en polimeros quebradizos como el PLA.
Materiales que requieren mas cuidado
Policarbonato (PC) — muy duro. Un shredder desktop puede procesarlo, pero reduciendo claramente la velocidad de alimentacion. Forzar piezas grandes de PC a plena velocidad puede sobrecargar el motor. Lo recomendable es precortar antes de alimentar.
Nylon (PA) — tenaz y flexible, por lo que resiste el corte limpio. Tiende a deformarse antes que romperse y genera particulas alargadas. Si se enfria previamente en congelador durante unos 30 minutos, el comportamiento mejora y la trituracion sale mas consistente.
Materiales que es mejor evitar
Filamentos con fibra de carbono o fibra de vidrio — el contenido de fibra es muy abrasivo para las cuchillas. Un juego de cuchillas H13 que dura mas de 300 horas con PLA sin carga puede desgastarse en menos de 50 horas con PLA cargado con fibra. Si no tiene un juego dedicado para materiales abrasivos, mejor excluirlos.
TPU y otros filamentos flexibles — los materiales blandos tienden a envolverse alrededor de los elementos giratorios en lugar de ser cortados. La mayoria de shredders compactos no incorpora sistemas anti-wrap, por lo que el riesgo de atasco es alto.
Piezas con insertos metalicos — insertos termicos, tuercas embebidas o casquillos de laton deben retirarse antes de triturar. Una contaminacion metalica puede danar las cuchillas de forma inmediata.
| Material | Reciclabilidad | Dificultad de trituracion | Requisito especial |
|---|---|---|---|
| PLA | Excelente | Baja | Ninguno |
| PETG | Buena | Baja | Secar antes de extrusion |
| ABS | Buena | Baja | Ventilacion recomendada |
| HDPE / PP | Buena | Baja | Particula menos uniforme |
| PC | Media | Moderada | Reducir alimentacion, precortar |
| Nylon (PA) | Media | Moderada | Preenfriar |
| Cargas CF/GF | No recomendado | Alta | Desgaste extremo de cuchillas |
| TPU / Flex | No recomendado | Riesgo de envolvimiento | Requiere rotor anti-wrap |
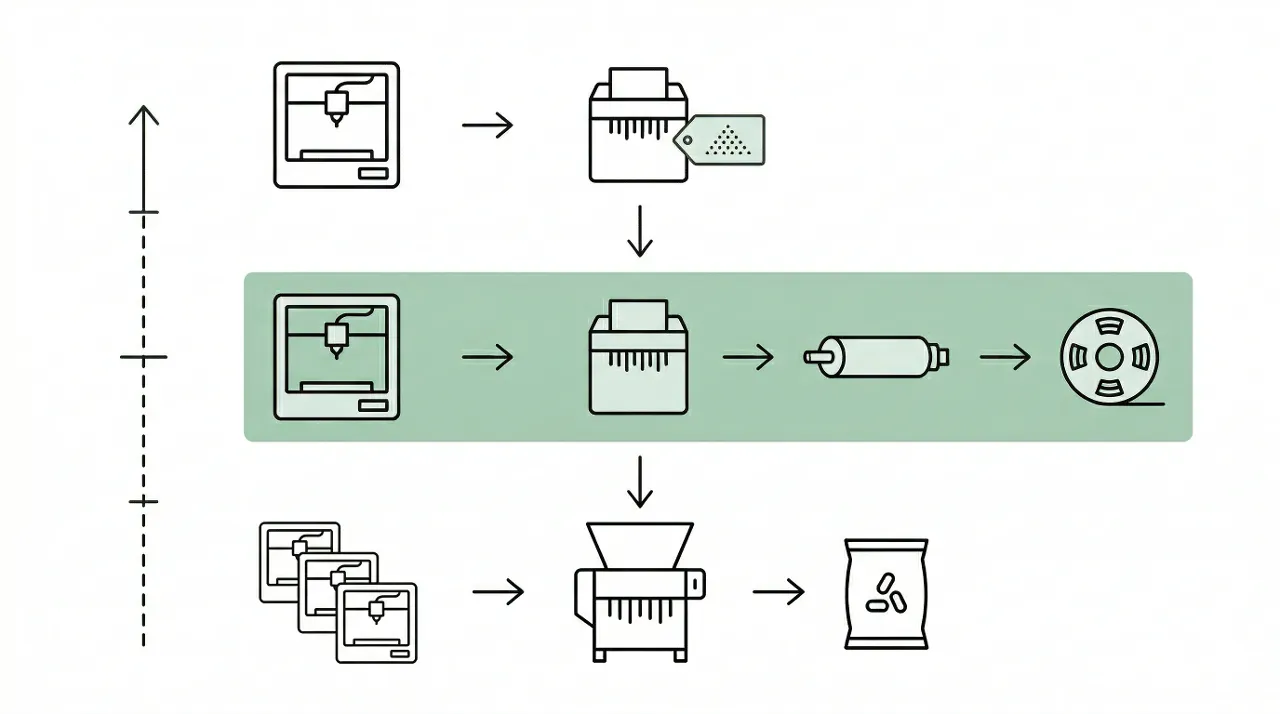
Flujo de trituracion en escritorio: paso a paso
El flujo siguiente se basa en un shredder de escritorio con reductor, boca de entrada de 120 x 200 mm, doble juego de cuchillas y control de avance / reversa, que es la configuracion usada en el mini shredder desktop de Rumtoo.
Paso 1: Clasificar e inspeccionar
Separe el scrap por tipo de polimero y, si es posible, por color. Retire piezas con insertos metalicos, restos de adhesivo o componentes no plasticos. Es la fase que mas disciplina requiere, pero tambien la que mas impacto tiene sobre la calidad final. En la practica, un sistema de contenedores etiquetados por material junto a cada impresora hace que la clasificacion sea casi automatica.
Paso 2: Precortar piezas sobredimensionadas
La boca de alimentacion de un shredder de escritorio tipico acepta piezas de hasta unos 120 x 200 mm. Las piezas grandes fallidas, jarrones altos, placas anchas o piezas cilindricas largas deben cortarse con sierra de cinta, cortador o tijeras robustas antes de entrar en la camara. El tiempo adicional es minimo, pero saltarse este paso genera puentes en la garganta de alimentacion y obliga a parar para desatascar.
Paso 3: Triturar
Alimente las piezas a un ritmo constante. No descargue un lote entero de golpe en la tolva: una alimentacion estable produce un regrind mucho mas uniforme. En un shredder con reductor de 1,5 kW, la capacidad real suele estar entre 1 y 5 kg/h segun la dureza del material y el tamano de las piezas.
Si una pieza se atasca o hace puente, active la reversa, retire tension de los rotores, recolóquela y continúe en avance. Esta funcion de avance / reversa evita abrir la camara de corte para cada atasco, una operacion que puede costar 5-10 minutos en equipos sin inversion y menos de 30 segundos en una maquina con ese control.
La seleccion de cuchillas importa. El mini shredder desktop puede configurarse con dos juegos:
- Juego A (22 cuchillas rotativas + 22 fijas, separacion 5 mm): configuracion generalista. Produce regrind de 4-6 mm apto para la mayoria de usos posteriores.
- Juego B (36 cuchillas rotativas + 36 fijas, separacion 3 mm): salida mas fina y uniforme, adecuada para alimentar pequenas extrusoras de filamento.
Elija el juego segun el proceso posterior. Si va a alimentar una extrusora pequena con tolva compacta y tornillo estrecho, el juego B suele funcionar mejor. Para almacenaje o uso posterior en equipos mas tolerantes, el juego A ofrece mas capacidad y es suficiente.
Paso 4: Cribar y retirar finos (opcional)
En muchos laboratorios y makerspaces, la salida del shredder puede usarse tal cual. Pero si su extrusora es sensible al polvo o a la variacion de tamano, pase el material por una criba sencilla. Una combinacion de mallas de 4 mm y 8 mm suele funcionar bien. Conserve la fraccion de 4-8 mm, retriture el sobredimensionado y aparte los finos menores de 4 mm, que suelen causar alimentacion irregular en tolvas pequenas.
Paso 5: Secar
Este paso es critico para PETG y nylon, y recomendable para cualquier regrind que vaya a almacenarse antes de usar. La humedad en el material genera vapor durante la extrusion y produce filamento con vacios internos y diametro inconsistente.
| Material | Temperatura de secado | Tiempo de secado | Sensibilidad a humedad |
|---|---|---|---|
| PLA | 50-55 grados C | 2-4 horas | Baja |
| PETG | 65 grados C | 4-6 horas | Alta |
| ABS | 80 grados C | 2-4 horas | Moderada |
| Nylon | 80-85 grados C | 8-12 horas | Muy alta |
Un deshidratador de alimentos o un horno de laboratorio es suficiente para lotes pequenos. Para procesamiento continuo, un secador de pellets con control de temperatura y circulacion de aire ofrece mayor consistencia.
Paso 6: Almacenar o alimentar aguas abajo
El regrind seco debe guardarse en recipientes hermeticos con bolsas desecantes. Funcionan bien frascos, bolsas selladas al vacio o contenedores plasticos estancos. Etiquete cada lote con: tipo de material, color, fecha de trituracion y juego de cuchillas usado. Esa trazabilidad ayuda mucho cuando aparece un problema de calidad semanas o meses despues.
Si su flujo incluye una extrusora de filamento, el regrind puede entrar directamente en la tolva. Para laboratorios sin extrusora, el propio regrind ya es un recurso util: pruebas de moldeo, analisis de propiedades, proyectos docentes o entrega a una instalacion con capacidad de extrusion.
Control de calidad: cuando el regrind es realmente util
Triturar plastico es la parte facil. Lograr un regrind que se comporte de forma estable en el equipo posterior es donde esta el trabajo serio.
La uniformidad del tamano de particula es el indicador mas importante. Un regrind con mezcla de trozos grandes, piezas medias y polvo alimenta mal los tornillos de extrusion, provoca pulsaciones, presion de fusion inestable y diametro variable del filamento. La referencia para la mayoria de extrusoras desktop es una banda estrecha de 3 a 6 mm, con muy pocos finos por debajo de 2 mm.
El control de contaminacion va mucho mas alla de retirar metal. La contaminacion cruzada entre tipos de polimero es el fallo de calidad mas comun en reciclaje de makerspace. Una sola pieza de PLA mezclada en un lote de PETG puede generar un defecto visible en el filamento extruido, porque el PLA funde antes y se degrada a temperaturas de PETG. La unica solucion real es una disciplina estricta de clasificacion.
La gestion del color tambien importa. Mezclar colores produce casi siempre un regrind marron o gris poco atractivo. Eso no lo vuelve inutil: sirve perfectamente para ensayos mecanicos, prototipos funcionales o piezas internas. Pero si se quiere obtener filamento reutilizable con mejor apariencia, el color debe separarse desde el principio. Muchos laboratorios usan un contenedor para “color mezclado” y otros separados para blanco, negro y colores dominantes.
La comprobacion de humedad puede hacerse de forma sencilla extruyendo una pequena muestra y observando la superficie del filamento. Si aparecen burbujas, espuma o textura rugosa, el lote sigue humedo. En ese caso, vuelva a secarlo. Para laboratorios con analizador de humedad, una referencia razonable es <0.05% para PLA y <0.02% para PETG.
Analisis coste-beneficio: merece la pena reciclar a escala desktop?
La respuesta depende del volumen de scrap, del precio del filamento y del valor que se le atribuya al uso educativo o de I+D mas alla del ahorro directo.
Ahorro directo
Pensemos en un makerspace que consume 8 kg de PLA por semana en 10 impresoras. Con una tasa de residuo conservadora del 15%, eso genera unos 5 kg de scrap al mes. Si el filamento cuesta 20-30 USD/kg, el valor recuperable del material ronda los 100-150 USD al mes, es decir 1.200-1.800 USD al ano.
Un shredder de escritorio junto con una extrusora basica de filamento suele amortizarse en 12-18 meses a ese nivel de residuo, y antes si el volumen es mayor.
Los costes operativos son bajos. Un motor de 1,5 kW suele consumir en trabajo real unos 0,8-1,2 kWh por hora. A 0,12 USD/kWh, procesar 5 kg de scrap en 2-3 horas cuesta menos de 0,40 USD en electricidad. El recambio de cuchillas depende del material, pero en condiciones controladas unas cuchillas H13 pueden superar las 300 horas con termoplasticos sin carga.
Valor indirecto
En instituciones educativas, el valor va mas alla del ahorro de filamento. Una estacion de reciclaje encaja de forma natural en asignaturas de sostenibilidad, ciencia de materiales e ingenieria de producto. Varias universidades han convertido estas estaciones en base para proyectos estudiantiles, informes de sostenibilidad y solicitudes de certificacion verde. En muchos casos, esa visibilidad ya justifica la inversion aunque el ahorro puro no sea el unico argumento.
Para equipos de I+D, la posibilidad de triturar y reprocesar material experimental dentro de la propia instalacion acorta los ciclos de iteracion. Un ingeniero que prueba una nueva formulacion de PLA puede triturar piezas fallidas, reextruir y volver a ensayar el mismo dia, sin esperar una nueva compra de materia prima.
Calculo simple del punto de equilibrio
| Factor | Valor |
|---|---|
| Volumen mensual de scrap | 5-15 kg |
| Ahorro en filamento (a 25 USD/kg) | 125-375 USD/mes |
| Coste electrico | ~1-2 USD/mes |
| Mantenimiento de cuchillas (amortizado) | ~5-10 USD/mes |
| Ahorro neto mensual | 110-365 USD/mes |
| Periodo de retorno | 6-18 meses |
Nota: este calculo supone que el regrind se reextruye como filamento y sustituye compras de filamento virgen. Si se usa solo para ensayos de material o moldeo, el retorno financiero directo baja, pero el valor de I+D suele subir.
Preguntas frecuentes
Puede alimentarse una extrusora de filamento desktop directamente con regrind de PLA reciclado?
Si, siempre que el tamano de particula este dentro del rango de admision de la extrusora, normalmente 3-6 mm, y el material se haya secado correctamente. La mayoria de extrusoras desktop de filamento, incluidas las unidades de extrusion de filamento de Rumtoo, aceptan regrind directamente en la tolva. Mezclar 20-30% de pellets virgenes puede mejorar la estabilidad, sobre todo en los primeros flujos de reciclaje.
Que hacer con regrind de colores mezclados?
El regrind de color mezclado suele producir un filamento gris o marron neutro. Es perfectamente valido para prototipos funcionales, piezas internas, probetas de ensayo mecanico y proyectos docentes donde la estetica no es prioritaria. Algunos makerspaces incluso lo comercializan como “eco-filament”.
Cuanto puede procesar un shredder desktop en un dia?
El mini shredder desktop de Rumtoo procesa entre 1 y 5 kg/h segun el material y la preparacion de entrada. En un laboratorio que lo use de forma intermitente, con 1-2 horas reales de trituracion al dia, eso equivale a 2-10 kg diarios, suficiente para operaciones que generen hasta 50 kg al mes.
Es aceptable el nivel de ruido en un laboratorio compartido o un aula?
El shredder desktop Rumtoo opera por debajo de 55 dB en condiciones normales, un nivel comparable al de una conversacion o un lavavajillas silencioso. Eso lo hace adecuado para laboratorios compartidos, makerspaces abiertos y entornos educativos sin necesidad de cabinas acusticas. En cambio, los shredders industriales suelen moverse entre 80 y 105 dB.
Cada cuanto hay que cambiar las cuchillas?
La vida util depende mucho del material procesado. En termoplasticos sin carga como PLA, PETG, ABS y PP, unas cuchillas H13 suelen superar las 300 horas antes de requerir afilado. Los materiales con fibra o carga mineral reducen esa vida de forma drastica, en algunos casos por debajo de 100 horas. Conviene tener un juego de repuesto si la planta no puede tolerar tiempo muerto.
El PLA reciclado pierde resistencia mecanica frente al material virgen?
Cada ciclo termico de fusion y solidificacion provoca cierto grado de degradacion de cadenas polimericas. En PLA, un primer ciclo de reciclaje suele reducir la resistencia a traccion entre 5% y 15% y el alargamiento a rotura entre 10% y 20%. Aun asi, sigue siendo completamente util para prototipado, piezas no estructurales y usos educativos. Para aplicaciones de mayor exigencia, mezclar 30-50% de PLA virgen con reciclado recupera gran parte de las propiedades originales. La literatura tecnica indica que el PLA suele poder reciclarse mecanicamente 3-5 veces antes de salir de un rango practico para extrusion de filamento.
Que equipo hace falta ademas del shredder?
El shredder es la pieza central. A partir de ahi, el minimo util incluye recipientes hermeticos para almacenar material clasificado, un metodo de secado (deshidratador, horno o secador de pellets) y un juego de tamices si se necesita mas control de tamano. Para una celda de bucle cerrado que produzca filamento imprimible, anada una extrusora desktop de filamento y una estacion de bobinado. El conjunto shredder + extrusora cabe comodamente en menos de 2 m2 de banco.
Siguiente paso
Si su laboratorio o makerspace genera residuos de impresion 3D y quiere evaluar una celda compacta de reciclaje, empiece por medir el volumen mensual real de scrap por tipo de material. Ese dato determina la configuracion del equipo, el plazo de retorno y si el proyecto se justifica por ahorro directo o tambien por valor educativo y de I+D.
Envie sus tipos de material, volumenes mensuales estimados y el uso previsto aguas abajo (extrusion de filamento, moldeo, ensayos de material o almacenamiento) al equipo de proceso de Rumtoo. Le recomendaremos una configuracion de shredder desktop ajustada a su capacidad y tamano de particula objetivo.
Paginas relacionadas:
- reciclaje impresion 3D
- shredder de escritorio
- reciclaje PLA
- regrind
- equipo de laboratorio