· Zespół Procesowy Rumtoo · Przewodnik Techniczny · 4 min czytania
Jak recyklingować odpady z druku 3D: Od nieudanych wydruków do czystego przemiału
Praktyczny przewodnik po recyklingu odpadów z PLA, PETG i ABS przy użyciu biurkowego shreddera. Obejmuje sortowanie materiałów, proces rozdrabniania, kontrolę jakości przemiału i analizę kosztów.

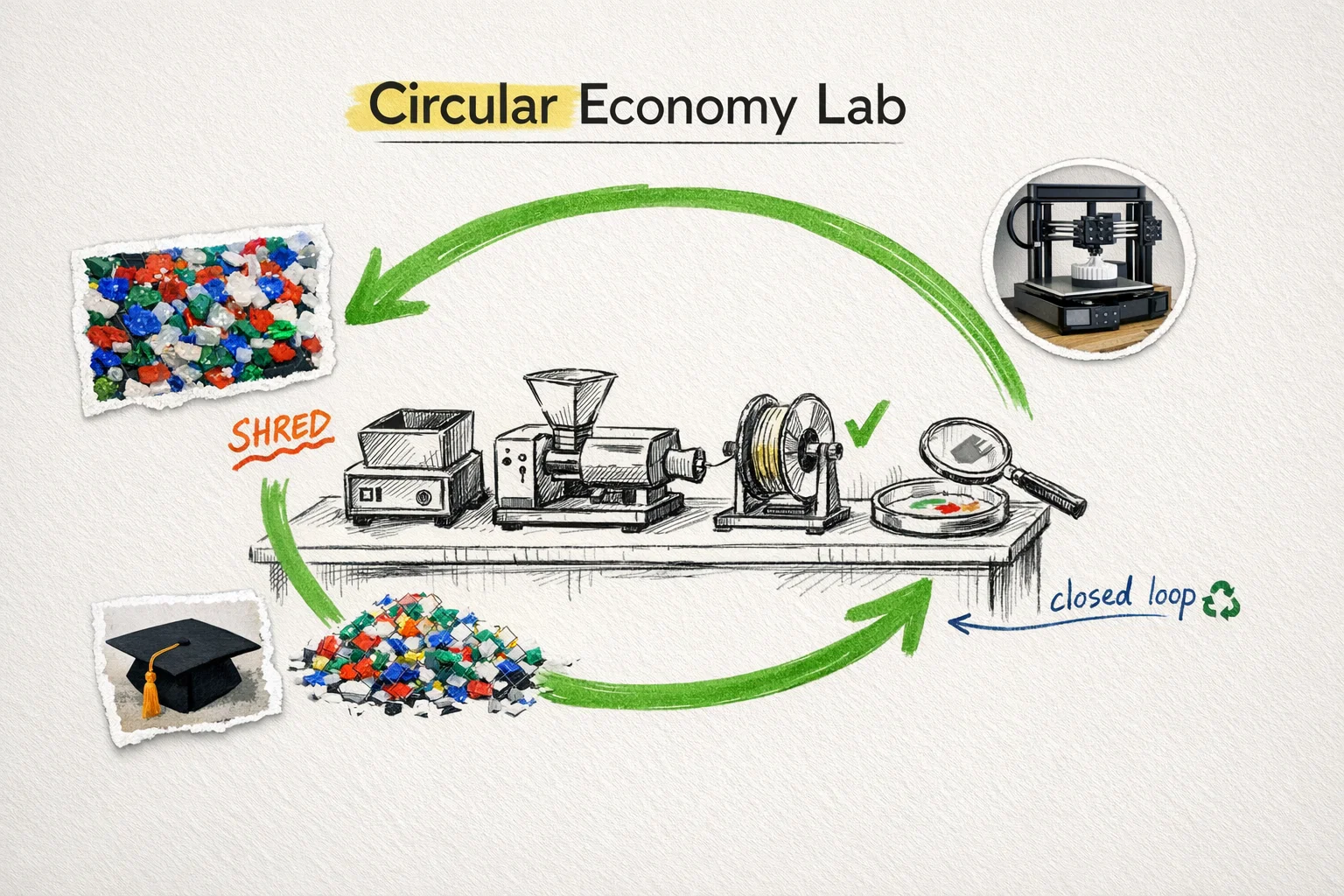
Laboratorium inżynierii materiałowej na jednym z amerykańskich uniwersytetów wyrzucało średnio 18 kg odpadów z druku 3D miesięcznie. Nieudane wydruki, podpory, wieże kalibracyjne i próbki kolorów — wszystko trafiało prosto do kosza. Koordynator laboratorium wiedział, że materiał technicznie nadaje się do recyklingu, ale bez odpowiedniego narzędzia na miejscu nie było innej alternatywy.
W 2025 roku laboratorium zakupiło biurkowy shredder do tworzyw. Już w pierwszym semestrze odzyskiwali ponad 80% odpadów PLA w postaci czystego przemiału 4–6 mm. To, co wcześniej było odpadem, stało się narzędziem edukacyjnym, a budżet na filament spadł o 35%.
Ten przewodnik pokaże Ci, jak wdrożyć podobny proces w laboratorium, makerspace czy małym studio druku.
Skala odpadów w druku 3D
Druk 3D generuje więcej odpadów, niż wydaje się użytkownikom. Dane branżowe wskazują, że wskaźnik porażek w druku FDM (hobbystycznym i edukacyjnym) wynosi od 10% do 20% całkowitego zużycia filamentu. Struktury wsporcze to kolejne 5–15%. Nawet udane wydruki generują odpady w postaci rąbków (brim), obrysów (skirt) czy wież czyszczących.
Istnieje błędne przekonanie, że PLA jest biodegradowalne i nie wymaga recyklingu. PLA jest kompostowalne przemysłowo w specyficznych warunkach (temperatura powyżej 58°C, kontrolowana wilgotność), które nie występują na zwykłym wysypisku. W praktyce PLA zalega tam przez dziesięciolecia, zachowując się jak tradycyjny plastik. Mechaniczny recykling przez rozdrabnianie i ponowne wytłaczanie jest znacznie lepszą ścieżką.
Sortowanie materiałów: Najważniejszy krok
Mieszanie różnych polimerów produkuje przemiał, który nie nadaje się do produkcji wysokiej jakości filamentu. Sortowanie jest kluczowe.
Materiały łatwe w recyklingu:
- PLA: Najłatwiejszy materiał. Jest kruchy, co sprawia, że pęka czysto podczas rozdrabniania, nie ciągnąc się i nie odkształcając.
- PETG: Możliwy do recyklingu, ale bardzo chłonny (higroskopijny). Przed wytłaczaniem przemiał PETG musi być suszony (65°C przez 4–6h).
- ABS: Dobrze się rozdrabnia, ale podczas procesu uwalnia niewielkie ilości oparów styrenu — wymagana jest dobra wentylacja.
Materiały wymagające ostrożności:
- Poliwęglan (PC): Bardzo twardy. Wymaga wolnego podawania do shreddera, by nie przeciążyć silnika.
- Nylon (PA): Twardy i elastyczny. Ma tendencję do odkształcania się zamiast pękania. Wstępne zamrożenie części z nylonu sprawia, że stają się bardziej kruche i łatwiejsze do pocięcia.
Materiały, których należy unikać:
- Filamenty z włóknem węglowym (CF) lub szklanym (GF): Ekstremalnie ścierne. Niszczą noże shreddera wielokrotnie szybciej niż zwykłe PLA.
- TPU i materiały elastyczne: Owijają się wokół rotora zamiast być ciętymi. Większość shredderów biurkowych nie poradzi sobie z mini bez ryzyka awarii.
- Części z metalowymi wstawkami: Wszystkie śruby i mosiężne inserty muszą zostać usunięte przed rozdrabnianiem.
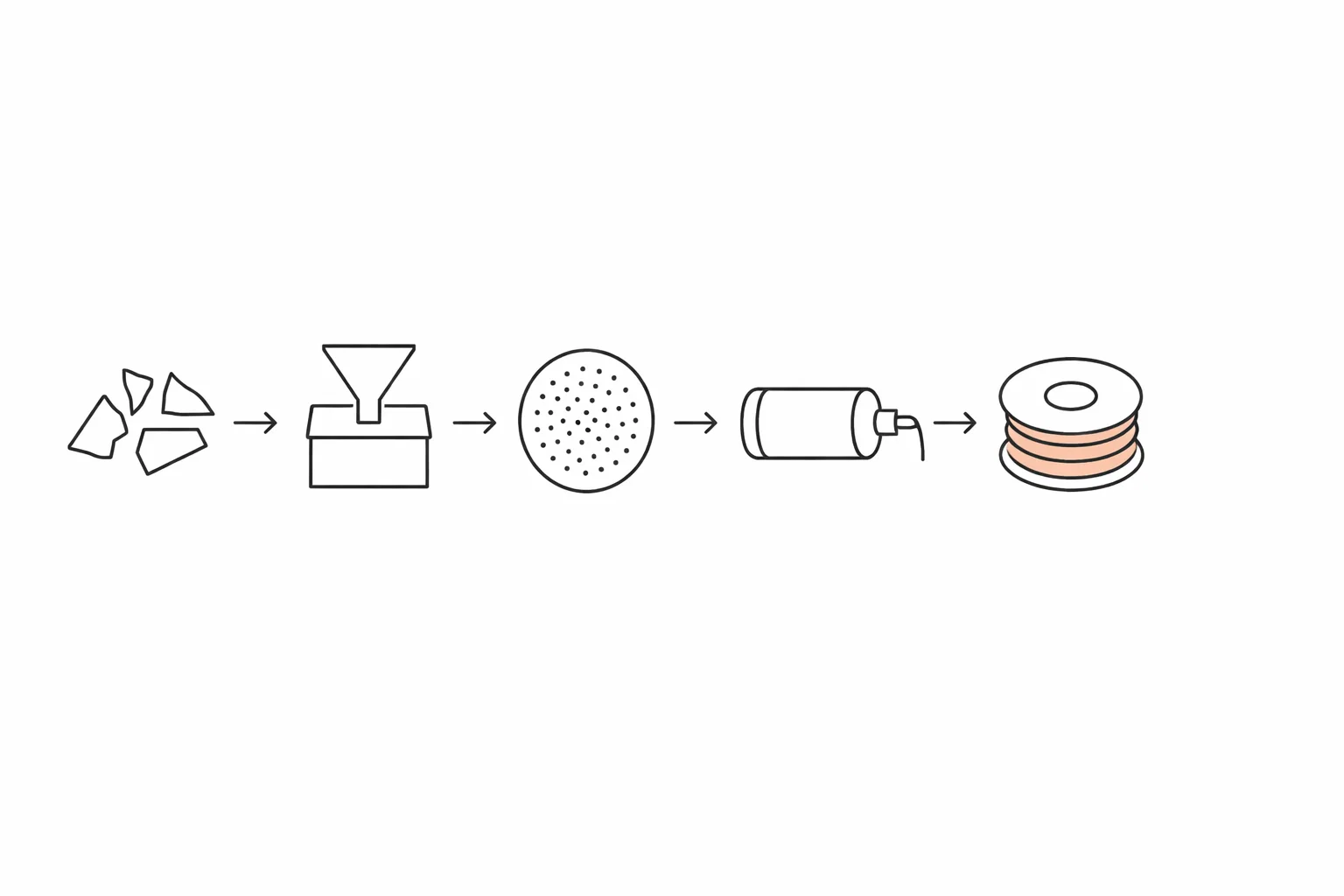
Proces rozdrabniania krok po kroku
Oto jak wygląda workflow przy użyciu biurkowego shreddera Rumtoo:
- Sortowanie i inspekcja: Oddzielenie materiału według typu polimeru i koloru. Usunięcie insertów i klejów.
- Wstępne cięcie: Większe wydruki należy pociąć na kawałki mieszczące się w otworze wlotowym (120 x 200 mm).
- Rozdrabnianie: Podawaj materiał równomiernie. Jeśli maszyna się zablokuje, użyj biegu wstecznego (reverse), aby uwolnić rotor. Rumtoo oferuje dwa zestawy noży: Set A (standard 5 mm) oraz Set B (precyzyjny 3 mm dla małych wytłaczarek).
- Przesiewanie (opcjonalnie): Jeśli Twój ekstruder jest czuły na pył, przesiać przemiał przez sito 4 mm.
- Suszenie: Kluczowy etap dla PETG i Nylonu. Wilgotny przemiał spowoduje powstawanie pęcherzyków powietrza w nowym filamencie.
- Przechowywanie: Gotowy przemiał trzymaj w szczelnych pojemnikach z pochłaniaczem wilgoci.
Kontrola jakości przemiału
Najważniejsza jest jednolitość cząstek. Przemiał o bardzo różnej wielkości (od pyłu po duże kawałki) będzie powodował skoki ciśnienia w wytłaczarce i wahania średnicy filamentu. Celuj w wąski zakres 3–6 mm.
Czy to się opłaca?
Przy koszcie filamentu rzędu 100–150 PLN/kg i odpadach na poziomie 5 kg miesięcznie, odzyskujesz ok. 500–750 PLN materiału miesięcznie. Inwestycja w zestaw shredder + wytłaczarka zwraca się zazwyczaj w ciągu 12–18 miesięcy.
W instytucjach edukacyjnych wartość rozszerza się o aspekt R&D i teaching tool — studenci mogą testować właściwości materiałów pochodzących z odzysku, co wpisuje się w programy zrównoważonego rozwoju.
Podsumowanie
Recykling odpadów z 3D nie jest trudny, pod warunkiem posiadania odpowiednich narzędzi i dyscypliny w sortowaniu. Jeśli chcesz dobrać konfigurację noży pod swoje materiały, skontaktuj się z zespołem Rumtoo.
Powiązane strony:
- recykling druku 3D
- biurkowy shredder
- recykling PLA
- przemiał
- wyposażenie laboratorium