· Rumtoo Process Team · Technischer Leitfaden · 12 Min. Lesezeit
Vom Abfall zur Spule: Der komplette Workflow für das Filament-Recycling mit Desktop-Geräten
Ein technischer Schritt-für-Schritt-Leitfaden zum Aufbau eines geschlossenen Filament-Recyclingsystems mit einem Desktop-Schredder und einem Filament-Extruder. Deckt jede Phase ab, vom Kunststoffschrott bis zur druckbaren Filamentspule, inklusive Prozessparametern, Qualitätsbenchmarks und einem realistischen Kostenmodell.
Ein kommunaler Makerspace in Portland, Oregon, machte sich daran, eine Frage zu beantworten, die sich die meisten 3D-Druck-Einrichtungen nie stellen: Was wäre nötig, um unseren eigenen Druckabfall wieder in brauchbares Filament zu verwandeln?
Ihr Betrieb verfügte über 16 FDM-Drucker, die Teile für lokale Kleinunternehmen, Bildungsworkshops und Mitgliederprojekte herstellten. Der monatliche Filamentverbrauch lag im Durchschnitt bei 25 kg, wobei etwa 4–5 kg im Müll landeten – fehlgeschlagene Drucke, Stützstrukturen, Kalibrierungsmodelle und Farbübergangsblöcke. Bei einem Preis von 25 $/kg für ordentliches PLA-Filament entsprach dieser Abfallbehälter etwa 1.200–1.500 US-Dollar pro Jahr an weggeworfenem Material.
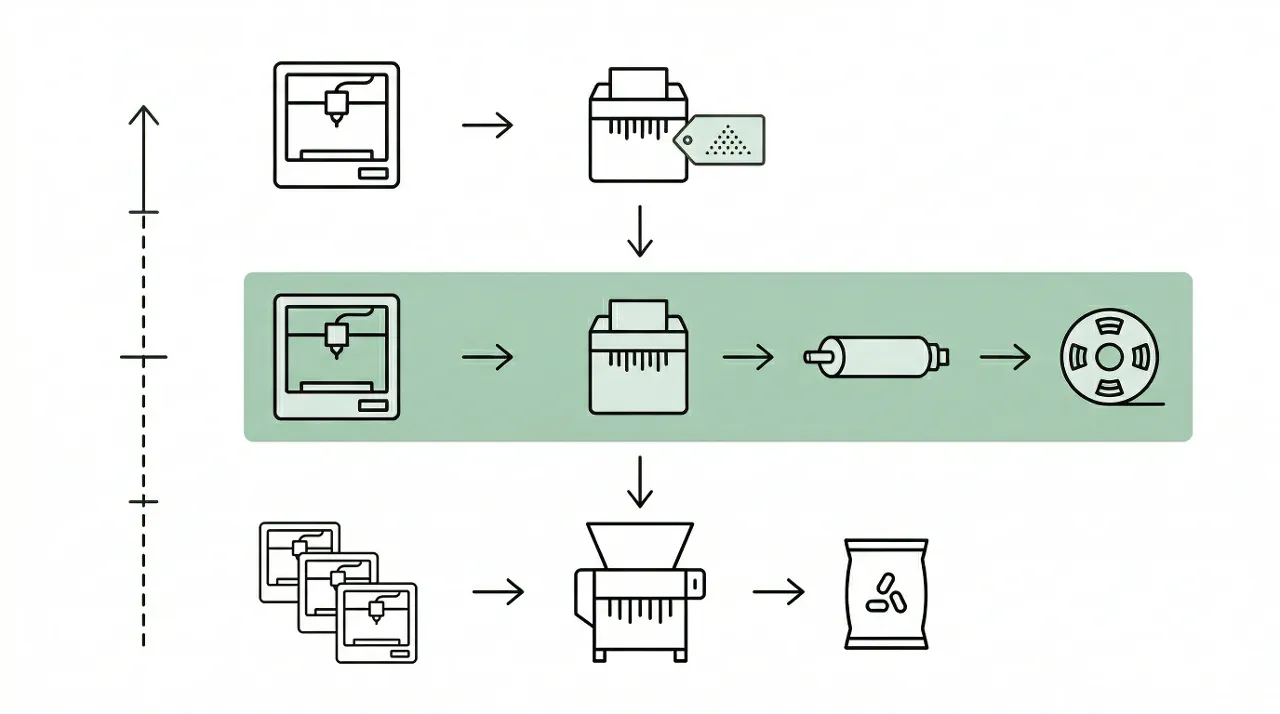
Anfang 2025 stellten sie eine kompakte Recyclingstation zusammen: einen Mini-Desktop-Schredder für die Zerkleinerung, einen Dörrautomat für die Trocknung und einen Desktop-Filament-Extruder für die Re-Extrusion. Gesamter Platzbedarf: weniger als 2 m². Innerhalb von drei Betriebsmonaten hatten sie einen reproduzierbaren Workflow etabliert, der etwa 70 % ihres PLA-Abfalls in druckbares 1,75-mm-Filament umwandelte. Die restlichen 30 % – farblich gemischte Chargen, verunreinigte Teile und Filament außerhalb der Spezifikation – dienten für Spritzguss-Demonstrationen, statt auf der Deponie zu landen.
Das recycelte Filament war nicht identisch mit Neuware. Die Durchmesserstabilität lag bei ±0,05 mm im Vergleich zu ±0,02 mm bei kommerziellen Spulen. Die Farbe war auf das begrenzt, was der Abfallhaufen hergab – meist ein warmes Grau durch die Mischung der Farben. Aber für funktionale Prototypen, Schablonen, Vorrichtungen und pädagogische Drucke erwies sich das Material als zuverlässig. Der Makerspace schätzte, dass er im ersten Jahr einen Filamentwert von 800 bis 1.000 US-Dollar zurückgewonnen hat und gleichzeitig ein praktisches Nachhaltigkeitsprogramm geschaffen hat, das zum beliebtesten Workshop für Mitglieder wurde.
Dieser Leitfaden dokumentiert den kompletten Workflow, den sie entwickelt haben – und den inzwischen Dutzende andere Labore und Makerspaces übernommen haben – vom rohen Schrott bis zur fertigen Spule.
Die Gerätekette: Was Sie wirklich benötigen
Ein geschlossenes Filament-Recyclingsystem besteht aus fünf Funktionsphasen. Nicht alle Phasen erfordern dedizierte Geräte – einige können mit Werkzeugen bewältigt werden, die Sie bereits besitzen.
Phase 1: Zerkleinerung – Desktop-Schredder (Erforderlich)
Der Schredder verwandelt den Kunststoffabfall in Granulat, das klein genug ist, um den Trichter eines Extruders zu speisen. Dies ist das erste und wichtigste Glied in der Kette, da alles Nachfolgende von einer konstanten Partikelgröße abhängt.
Hauptanforderungen für diese Anwendung:
- Ausgangspartikelgröße von 3–6 mm (das Idealmaß für die meisten Einzugsschnecken von Desktop-Filament-Extrudern)
- Vorwärts-/Rückwärts-Motorsteuerung zum Lösen von Blockaden, ohne die Schneidkammer öffnen zu müssen
- Leiser Betrieb für gemeinsam genutzte Arbeitsumgebungen
Der Rumtoo Mini-Desktop-Schredder ist speziell für diesen Anwendungsfall konfiguriert: Ein 1,5-kW-Getriebemotorantrieb erzeugt über austauschbare Messersätze Mahlgut von 3–6 mm bei einem Geräuschpegel von unter 55 dB. Das Gerät wird mit zwei Messerkonfigurationen geliefert: Satz A (5 mm Abstand, 22+22 Messer) für universelles Mahlgut und Satz B (3 mm Abstand, 36+36 Messer) für feineres Material, das von Extruderschnecken mit kleinem Durchmesser bevorzugt wird.
Durchsatzrealität: Bei 1–5 kg/h dauert das Schreddern von 5 kg Monatsabfall insgesamt 1 bis 3 Stunden. Dies ist keine Maschine für den Dauerbetrieb – es ist ein Werkzeug für die Chargenverarbeitung, das ein paar Mal pro Woche genutzt wird.
Phase 2: Sieben (Empfohlen)
Der rohe Ausstoß des Schredders enthält eine Verteilung von Partikelgrößen, nicht ein einziges einheitliches Maß. Für die meisten Filament-Extruder liegt der ideale Einzugsbereich bei 3–6 mm. Partikel außerhalb dieses Bereichs verursachen Probleme:
- Übermaßteile (>8 mm): Führen zu Brückenbildung im Trichterhals oder werden ungleichmäßig in die Schnecke eingezogen, was zu Durchmesserschwankungen führt.
- Feinteile und Staub (<2 mm): Schmelzen vorzeitig in der Einzugszone, bilden Klumpen und erzeugen Hotspots, welche das Polymer degradieren.
Ein gestapeltes Paar Maschensiebe – 8 mm oben, 3 mm unten – trennt den Ausstoß in drei Fraktionen. Die mittlere Fraktion von 3–8 mm ist Ihr nutzbares Material. Übermaßteile gehen zurück in den Schredder. Feinteile können für den Spritzguss gesammelt oder entsorgt werden.
Kosten: Edelstahlsiebe kosten etwa 15 bis 30 US-Dollar pro Stück. Ein manueller Siebschüttler kostet 50 bis 100 US-Dollar. Dies ist die günstigste Phase in der gesamten Kette und hat einen überproportionalen Einfluss auf die Filamentqualität.
Phase 3: Trocknung (Erforderlich für PETG/Nylon, empfohlen für PLA)
Feuchtigkeit ist die Hauptursache für Qualitätsmängel bei Filamenten in Recycling-Workflows. In den Polymergranulaten eingeschlossene Wassermoleküle verwandeln sich während der Extrusion in Dampf, wodurch interne Blasen entstehen, die das Filament spröde machen, einen inkonsistenten Durchmesser und eine raue Oberfläche verursachen.
| Material | Trocknungstemperatur | Minimale Trocknungszeit | Ziel-Feuchtigkeitsgehalt |
|---|---|---|---|
| PLA | 50–55 °C | 2–4 Stunden | < 0,05 % |
| PETG | 65 °C | 4–6 Stunden | < 0,02 % |
| ABS | 80 °C | 2–4 Stunden | < 0,03 % |
| Nylon (PA) | 80–85 °C | 8–12 Stunden | < 0,01 % |
Geräteoptionen, von Budget bis dediziert:
- Dörrautomat (30–80 $): Funktioniert erstaunlich gut für PLA. Stellen Sie die richtige Temperatur ein, verteilen Sie das Granulat in einer Schicht auf den Einschüben und lassen Sie ihn für die vorgeschriebene Zeit laufen. Einschränkung: Die Temperaturregelung ist ungenau und die Kapazität ist auf 1–2 kg pro Charge begrenzt.
- Labortrockenschrank (200–500 $): Präzisere Temperaturkontrolle und größere Kapazität. Ideal für Einrichtungen, die mehrere Materialien verarbeiten, die unterschiedliche Trocknungstemperaturen erfordern.
- Dedizierter Granulattrockner (500–2.000 $): Speziell gebaut mit Umluft, präziser PID-Temperaturregelung und Trichterdesigns, die den Extruder direkt speisen. Die richtige Wahl für Einrichtungen mit täglichem Recyclingbetrieb.
Wichtige Regel: Trocknen Sie das Mahlgut immer unmittelbar vor der Extrusion, auch wenn es zuvor bereits getrocknet wurde. Polymergranulate nehmen innerhalb von Stunden wieder Luftfeuchtigkeit auf, insbesondere in feuchter Umgebung. Wenn getrocknetes Mahlgut länger als 4 Stunden in einem offenen Behälter gestanden hat, trocknen Sie es erneut.
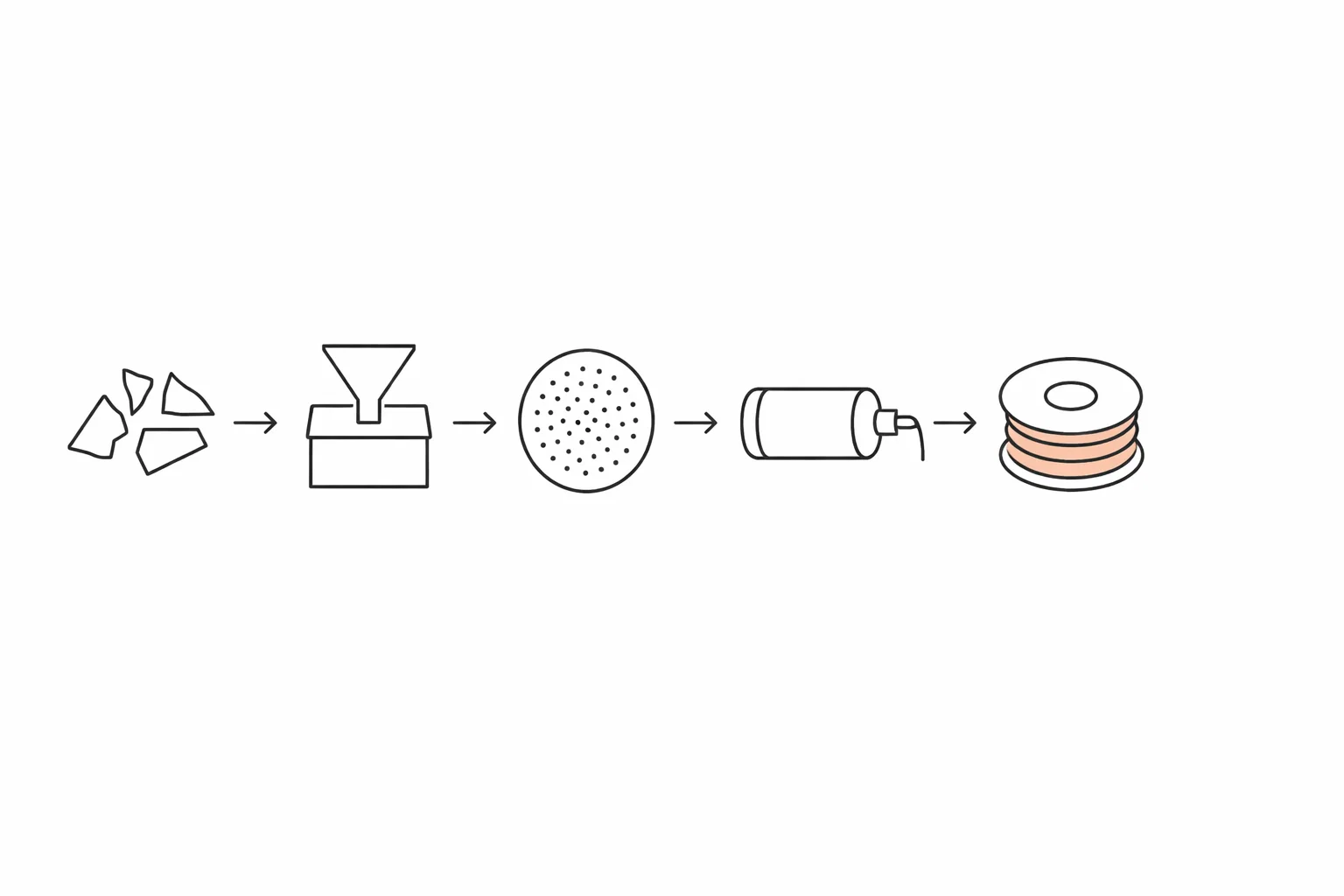
Phase 4: Filament-Extrusion (Erforderlich)
Der Extruder schmilzt das geschredderte Granulat und drückt das geschmolzene Polymer durch eine Präzisionsdüse, um ein endloses Filament mit dem Zieldurchmesser – meist 1,75 mm oder 2,85 mm – zu formen.
Wichtige Extrusionsparameter nach Material:
| Parameter | PLA | PETG | ABS |
|---|---|---|---|
| Zylindertemperatur | 170–190 °C | 230–250 °C | 210–240 °C |
| Düsentemperatur | 175–185 °C | 235–245 °C | 220–235 °C |
| Schneckendrehzahl | Materialabhängig – langsam beginnen, allmählich steigern | ||
| Zieldurchmesser | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm |
| Abzugsgeschwindigkeit | Wird angepasst, um den Zieldurchmesser zu halten |
Die Mischstrategie (Neuware/Recycling): Wenn Sie neu im Filament-Recycling sind, beginnen Sie mit einer 70/30-Mischung – 70 % recyceltes Mahlgut und 30 % neues Granulat. Neues Granulat hat konstante Schmelz- und Fließeigenschaften, die den Extrusionsprozess stabilisieren und die leichte Verringerung des Molekulargewichts im recycelten Material ausgleichen. Wenn Sie mehr Erfahrung gesammelt haben und Vertrauen in die Qualität Ihres Mahlguts haben, erhöhen Sie schrittweise den Recyclinganteil. Viele erfahrene Anwender verarbeiten problemlos 100 % recyceltes PLA, sobald ihre Sortier- und Trocknungsprozesse optimiert sind.
Häufige Extrusionsprobleme und Lösungen:
| Symptom | Wahrscheinliche Ursache | Lösung |
|---|---|---|
| Blasen im Filament | Feuchtigkeit im Mahlgut | Länger oder heißer trocknen |
| Durchmesserschwankungen | Inkonsistente Partikelgröße | Mahlgut sorgfältiger sieben; Feinteile entfernen |
| Raue, matte Oberfläche | Temperatur zu niedrig oder Feuchtigkeit | Zylindertemp. in 5-°C-Schritten erhöhen; Trocknung prüfen |
| Filament bricht leicht | Polymerdegradation oder Verunreinigung | Auf Mischmaterialien prüfen; Prozesstemperatur senken |
| Filament kringelt sich nach der Düse | Düsentemperatur zu hoch | Düsentemp. um 5 °C senken; Kühlluftstrom erhöhen |
| Brückenbildung im Trichter | Mahlgut zu groß oder unregelmäßig | Feinen Messersatz verwenden (Satz B); Übermaßteile erneut schreddern |
Die Desktop-Filament-Extruder von Rumtoo sind darauf ausgelegt, Mahlgut direkt aufzunehmen – die Trichtergeometrie und das Schneckenprofil sind für unregelmäßige Partikelformen optimiert, nicht nur für einheitliches kommerzielles Granulat. Dies ist wichtig, da recyceltes Mahlgut eine geringere Schüttdichte und eine vielfältigere Partikelgeometrie aufweist als neues Granulat. Extruder, die ausschließlich für Standardgranulat ausgelegt sind, haben oft Probleme mit einer konstanten Mahlgutzuführung.
Phase 5: Aufwickeln (Empfohlen)
Nach der Extrusion muss das Filament auf einer Spule gesammelt werden. Dies kann manuell erfolgen (mühsam und anfällig für Verwirrungen) oder mit einer Aufwickelstation.
Manuelles Aufwickeln eignet sich für sehr kleine Mengen. Extrudieren Sie das Filament in losen Schlaufen auf eine flache Oberfläche und wickeln Sie es anschließend von Hand auf eine leere Spule. Praktisch für Mengen bis zu 200–300 g.
Automatisiertes Aufwickeln nutzt einen motorisierten Spulenhalter mit einstellbarer Spannung und einem Verlegemechanismus, der das Filament gleichmäßig über die gesamte Breite der Spule verteilt. Dies ergibt saubere, knotenfreie Spulen, die zuverlässig durch das Filamentführungssystem des Druckers laufen. Für jeden Betrieb, der mehr als 500 g Filament pro Sitzung produziert, spart eine Aufwickelstation erheblichen Arbeitsaufwand und eliminiert den häufigsten Druckfehler bei recyceltem Filament: Verhedderungen während des Drucks durch schlecht gewickelte Spulen.
Der komplette Workflow: Von A bis Z
Hier ist der vollständige Prozess als Schritt-für-Schritt-Sequenz, für eine Charge von 2 kg PLA-Abfall.
Schritt 1: Sortieren (15 Minuten) Trennen Sie den Abfall nach Materialtyp. Entfernen Sie Teile mit Metalleinlagen, Aufklebern oder Nicht-Kunststoff-Komponenten. Optional nach Farben sortieren, wenn ein einfarbiger Filamentooutput gewünscht ist.
Schritt 2: Vorzerkleinerung (10 Minuten) Schneiden Sie Teile, die größer als 120 × 200 mm sind, klein, damit sie in die Einwurföffnung des Schredders passen. Eine robuste Schere oder eine Bandsäge erledigt dies schnell.
Schritt 3: Schreddern (30–60 Minuten) Führen Sie die vorbereiteten Teile mit gleichmäßigem Tempo in den Desktop-Schredder ein. Sammeln Sie das Mahlgut von 3–6 mm in einem sauberen Behälter.
Schritt 4: Sieben (10 Minuten) Lassen Sie das Mahlgut durch die gestapelten Siebe laufen. Behalten Sie die Fraktion von 3–8 mm. Schreddern Sie Übermaßteile erneut. Legen Sie Feinteile beiseite.
Schritt 5: Trocknen (2–6 Stunden, weitgehend unbeaufsichtigt) Geben Sie das gesiebte Mahlgut in einen Trockner oder Ofen bei der für den Materialtyp geeigneten Temperatur. Dieser Schritt erfolgt ohne Aufsicht – starten Sie ihn und kommen Sie später wieder.
Schritt 6: Extrudieren (60–90 Minuten) Geben Sie das getrocknete Mahlgut in den Trichter des Extruders. Bringen Sie den Extruder auf Betriebstemperatur (10–15 Minuten Aufwärmzeit). Beginnen Sie die Extrusion mit niedriger Schneckendrehzahl und steigern Sie diese allmählich, während Sie den Filamentdurchmesser überwachen. Passen Sie die Abzugsgeschwindigkeit an, um 1,75 ± 0,05 mm zu halten.
Schritt 7: Aufwickeln (parallel zur Extrusion) Bei Verwendung einer Aufwickelstation wird das Filament während der Extrusion automatisch aufgespult. Beim manuellen Wickeln legen Sie das Filament während der Extrusion locker ab und wickeln es nach Chargenende von Hand auf eine Spule.
Schritt 8: Qualitätskontrolle (5 Minuten) Messen Sie den Filamentdurchmesser an 5 bis 10 Punkten entlang der Spule mit einer digitalen Schieblehre. Prüfen Sie auf Oberflächenfehler, Blasen und Flexibilität durch Biegen einer kurzen Probe. Beschriften Sie die Spule mit Materialtyp, Datum und dem Mischungsverhältnis.
Gesamte aktive Arbeitszeit für eine 2-kg-Charge PLA: etwa 2–3 Stunden. Gesamte verstrichene Zeit inklusive Trocknung: etwa 4–8 Stunden. Filamentausbeute aus 2 kg Mahlgut: etwa 1,4–1,7 kg (unter Berücksichtigung von Prozessverlusten durch Feinteile, Anfahr-Spülungen und Sektionen außerhalb der Spezifikation).
Qualitätsbenchmarks: Recyceltes vs. Neues Filament
Realistische Erwartungen an recyceltes Filament verhindern Enttäuschungen und leiten zur richtigen Verwendung an.
Maßhaltigkeit
| Messwert | Kommerzielles Neufilament | Recyceltes Desktop-Filament |
|---|---|---|
| Durchmessertoleranz | ±0,02 mm | ±0,05 mm (erreichbar mit Übung) |
| Ovalität | < 1 % | < 3 % |
| Konstanz über 100 m | Ausgezeichnet | Gut (gelegentliche geringfügige Abweichungen) |
Eine Toleranz von ±0,05 mm ist für die meisten FDM-Drucke ausreichend. Moderne Slicer kompensieren geringfügige Durchmesserschwankungen durch Anpassung der Flussrate (Flow Rate). Teile, die mit recyceltem Filament in dieser Toleranz gedruckt wurden, sind funktional nicht von Drucken mit Neufilament für Prototyping, Werkzeugbau und nicht-kosmetische Anwendungen zu unterscheiden.
Mechanische Eigenschaften
Veröffentlichte Forschungen zum PLA-Recycling zeigen folgende Trends über aufeinanderfolgende Recyclingzyklen:
| Eigenschaft | Neues PLA | 1. Recycling | 2. Recycling | 3. Recycling |
|---|---|---|---|---|
| Zugfestigkeit | ~60 MPa | ~52–57 MPa | ~48–53 MPa | ~43–48 MPa |
| Bruchdehnung | ~4–6 % | ~3–5 % | ~2,5–4 % | ~2–3,5 % |
| Schlagfestigkeit | Referenz | ~90 % v. Ref. | ~80 % v. Ref. | ~70 % v. Ref. |
Der erste Recyclingzyklus bewahrt 85–95 % der ursprünglichen Zugfestigkeit – eine vernachlässigbare Reduzierung für Prototypen, Schablonen, Vorrichtungen und Bildungsprojekte. Im dritten Zyklus ist das Material immer noch druckbar, aber deutlich spröder. Das Zumischen von 30–50 % neuem Granulat in jeder Recyclingstufe bringt die Eigenschaftskurve wieder nahe an das Niveau von Neumaterial.
Geeignete Anwendungen für recyceltes Filament
Gut geeignet:
- Funktionale Prototypen und Konzeptmodelle
- Schablonen, Vorrichtungen und Montagehilfen
- Bildungsdrucke und Schulprojekte
- Nicht-strukturelle Gehäuse
- Kunstinstallationen und Ausstellungsstücke
- Test-Rohstoff für den Spritzguss
Mit Vorsicht zu genießen:
- Belastete strukturelle Komponenten (vorher testen)
- Teile, die extreme Maßhaltigkeit erfordern (gedrucktes Ergebnis nachmessen)
- Langfristiger Außeneinsatz (UV-Stabilität kann reduziert sein)
Nicht empfohlen:
- Anwendungen mit Lebensmittelkontakt (Recyclingprozess zertifiziert keine Lebensmittelsicherheit)
- Medizinische oder sicherheitskritische Komponenten
- Anwendungen, die zertifizierte Materialeigenschaften erfordern
Kostenmodell: Lohnt sich die Investition?
Investition in Geräte
| Komponente | Budget-Option | Mittelklasse-Option |
|---|---|---|
| Desktop-Schredder | — | Rumtoo Mini-Desktop-Schredder |
| Siebe (2er-Set) | 30–60 $ | 30–60 $ |
| Trocknungslösung | 40–80 $ (Dörrer) | 300–500 $ (Laborschrank) |
| Filament-Extruder | — | Rumtoo Desktop-Extruder |
| Aufwickelstation | 0 $ (manuell) | 200–500 $ (motorisiert) |
Monatliche Betriebskosten
| Posten | Kosten |
|---|---|
| Strom (Schredder + Extruder, ~4 Std./Monat) | 1–3 $ |
| Messerwartung (amortisiert über 300+ Std.) | 5–10 $ |
| Trockenmitteltausch | 2–5 $ |
| Extruder-Düse Verschleiß (amortisiert) | 5–15 $ |
| Monatliche Betriebskosten gesamt | 13–33 $ |
Einsparungsmodell
| Szenario | Monatlicher Abfall | Zurückgew. Filament | Wert bei 25 $/kg | Jährl. Einsparung |
|---|---|---|---|---|
| Kleines Lab (4-6 Dr.) | 2–3 kg | 1,5–2 kg | 38–50 $ | 450–600 $ |
| Med. Makerspace (10-16) | 5–8 kg | 3,5–6 kg | 88–150 $ | 1.050–1.800 $ |
| Printfarm (30-50 Dr.) | 15–25 kg | 10–18 kg | 250–450 $ | 3.000–5.400 $ |
Amortisationszeit
Für einen mittelgroßen Makerspace, der 100 bis 150 US-Dollar pro Monat an Filamentkosten spart, liegt der Break-even-Punkt im Bereich von 8 bis 18 Monaten. Printfarmen mit höheren Abfallmengen können die Amortisation in weniger als 6 Monaten erreichen.
Das finanzielle Argument ist am stärksten, wenn recyceltes Filament den Kauf von Neufilament direkt ersetzt. Wenn recyceltes Filament nur für sekundäre Anwendungen verwendet wird, ist die direkte finanzielle Rendite geringer – aber der pädagogische Wert, die Nachhaltigkeitsberichterstattung und das Engagement der Community rechtfertigen die Investition oft unabhängig davon.
Skalierung: Wenn das Desktop-System nicht mehr reicht
Der hier beschriebene Desktop-Workflow ist für Betriebe mit bis zu 20–30 kg Abfall pro Monat ausgelegt. Darüber hinaus entstehen zwei Engpässe:
Die Schredderzeit wird erheblich. Bei 30 kg pro Monat und ca. 3 kg/h Durchsatz erfordert das Schreddern allein 10 Stunden pro Monat. Der Prozess bleibt machbar, verschiebt sich aber von einer gelegentlichen Aufgabe zu einer täglichen betrieblichen Verpflichtung.
Die Extruderkapazität begrenzt die Produktion. Desktop-Filament-Extruder produzieren in der Regel 300 bis 800 g pro Stunde. Die Verarbeitung von 30 kg Mahlgut zu Filament erfordert zwischen 40 und 100 Extrusionsstunden pro Monat.
Wenn dieser Zeitaufwand Ihre verfügbare Arbeitskraft übersteigt, ist der nächste Schritt nicht unbedingt ein größerer Schredder – sondern die Prüfung, ob Ihr Betrieb eine industrielle Recyclinganlage und eine Granulierlinie benötigt. In dieser Phase verlagert sich die Produktion von Filamentspulen auf recyceltes Granulat, das verkauft oder für die industrielle Extrusion verwendet werden kann. Der Desktop-Schredder übernimmt dann wieder eine Rolle in der Forschung & Entwicklung.
Häufig gestellte Fragen
Wie hoch ist das Mindestvolumen an Abfall, ab dem sich Recycling lohnt?
Rein finanziell betrachtet, erzielen Betriebe, die mindestens 3 bis 5 kg sortenreinen Abfall pro Monat erzeugen, signifikante Einsparungen. Darunter rechtfertigt die Zeit für Sortierung, Schreddern und Extrudieren den Aufwand oft nicht allein durch die Ersparnis. Doch der pädagogische Wert ist oft ein starkes Argument.
Kann ich recyceltes Mahlgut mit neuem Granulat im Extruder mischen?
Ja, das ist der empfohlene Ansatz. Eine 70/30-Mischung (Recycling/Neuware) stabilisiert den Prozess und ergibt ein Filament, dessen Eigenschaften näher am kommerziellen Standard liegen. Neues Granulat kostet deutlich weniger als fertiges Filament.
Welche Durchmessertoleranz ist mit Desktop-Geräten erreichbar?
Mit strenger Prozesskontrolle ist eine Toleranz von ±0,05 mm bei 1,75-mm-Filament konstant erreichbar. Dies ist weiter gefasst als bei kommerziellem Filament (±0,02 mm), aber für die große Mehrheit der FDM-Anwendungen absolut ausreichend.
Wie oft kann PLA recycelt werden, bevor das Material unbrauchbar ist?
Man geht davon aus, dass PLA etwa 3 bis 5 mechanische Recyclingzyklen (Schreddern → Extrudieren → Drucken → Wiederholen) durchlaufen kann, bevor die Zugfestigkeit zu stark sinkt und das Filament zu spröde für zuverlässige Drucke wird. Durch das Zumischen von 30–50 % Neuware in jedem Zyklus wird die Lebensdauer erheblich verlängert.
Muss der Schredder von derselben Marke wie der Extruder sein?
Nein. Die Schnittstelle zwischen beiden ist lediglich die Partikelgröße des Mahlguts. Jeder Schredder, der 3–6 mm Granulat produziert, kann jeden für Mahlgut ausgelegten Desktop-Filament-Extruder speisen. Der Rumtoo-Schredder ist mit allen gängigen Systemen kompatibel.
Nächste Schritte
Beginnen Sie mit zwei Messungen: Ihrem monatlichen Abfallvolumen pro Materialtyp und dem Filamentdurchmesser, den Ihre Drucker verwenden. Diese beiden Zahlen bestimmen die Messerkonfiguration des Schredders und die Wahl der Extruderdüse.
Senden Sie Ihren Materialmix und Ihr monatliches Volumen an das Rumtoo-Team. Wir empfehlen Ihnen eine passende Konfiguration aus Schredder und Extruder.
Verwandte Seiten:
- Filament-Recycling
- Desktop-Schredder
- Filament-Extruder
- Kreislaufwirtschaft
- 3D-Druck-Recycling