· Équipe Rumtoo Process · Guide Technique · 16 min de lecture
Du rebut à la bobine : Le flux de travail complet du recyclage de filament avec équipement de bureau
Un guide technique étape par étape pour construire un système de recyclage de filament en boucle fermée à l'aide d'un broyeur de bureau et d'une extrudeuse de filament. Couvre chaque étape, du rebut plastique à la bobine de filament imprimable, avec les paramètres de processus, les références de qualité et un modèle de coût réaliste.
Un makerspace communautaire à Portland, dans l’Oregon, a entrepris de répondre à une question que la plupart des installations d’impression 3D ne se posent jamais : Que faudrait-il pour transformer nos propres déchets d’impression en filament utilisable ?
Leur exploitation comptait 16 imprimantes FDM produisant des pièces pour des petites entreprises locales, des ateliers pédagogiques et des projets de membres. La consommation mensuelle de filament s’élevait en moyenne à 25 kg, avec environ 4 à 5 kg partant à la poubelle — impressions ratées, structures de support, modèles de calibration et blocs de purge de couleur. À 25 $/kg pour un filament PLA correct, ce bac à déchets représentait environ 1 200 à 1 500 $ par an de matière jetée.
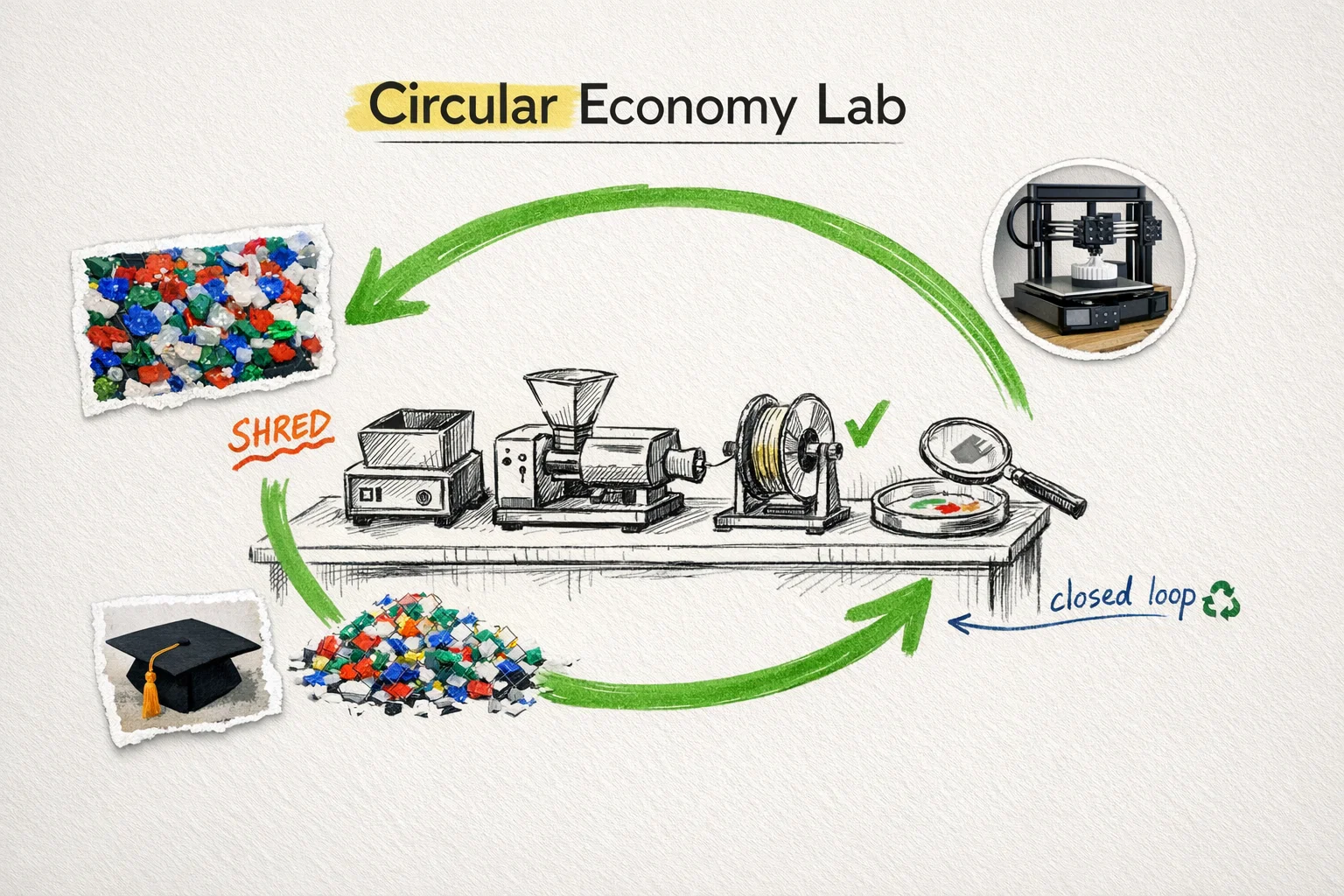
Début 2025, ils ont assemblé une station de recyclage compacte : un mini broyeur de bureau pour la réduction de taille, un déshydrateur alimentaire pour le séchage et une extrudeuse de filament de bureau pour la ré-extrusion. Espace de travail total : moins de 2 m². En trois mois de fonctionnement, ils avaient établi un flux de travail répétable qui convertissait environ 70 % de leurs déchets de PLA en filament imprimable de 1,75 mm. Les 30 % restants — lots de couleurs mélangées, pièces contaminées et filaments hors spécifications — ont servi à des démonstrations de moulage par injection plutôt que de finir à la poubelle.
Le filament recyclé n’était pas identique au vierge. La régularité du diamètre était de ±0,05 mm contre ±0,02 mm pour une bobine commerciale. La couleur était limitée à ce que la pile de rebuts produisait — principalement un gris chaud provenant du mélange des couleurs. Mais pour les prototypes fonctionnels, les gabarits, les montages et les impressions pédagogiques, le matériau s’est avéré fiable. Le makerspace a estimé avoir récupéré entre 800 et 1 000 $ en valeur de filament la première année, tout en créant un programme de durabilité pratique qui est devenu leur atelier le plus populaire.
Ce guide documente le flux de travail complet qu’ils ont développé — et que des dizaines d’autres laboratoires et makerspaces ont depuis adopté — du rebut brut à la bobine finie.
La chaîne d’équipement : Ce dont vous avez réellement besoin
Un système de recyclage de filament en boucle fermée se compose de cinq étapes fonctionnelles. Toutes les étapes ne nécessitent pas d’équipement dédié — certaines peuvent être gérées avec des outils que vous possédez déjà.
Étape 1 : Réduction de taille — Broyeur de bureau (Requis)
Le broyeur convertit les rebuts de plastique en granulés suffisamment petits pour alimenter la trémie d’une extrudeuse. C’est la première pièce d’équipement, et la plus critique de la chaîne, car tout ce qui se trouve en aval dépend d’une taille de particule constante.
Exigences clés pour cette application :
- Taille de particule de sortie de 3 à 6 mm (le point idéal pour la plupart des vis d’alimentation des extrudeuses de filament de bureau)
- Contrôle moteur avant/arrière pour dégager les bourrages sans ouvrir la chambre de coupe
- Fonctionnement silencieux pour les environnements de travail partagés
Le mini broyeur de bureau Rumtoo est configuré spécifiquement pour ce cas d’utilisation : un entraînement par motoréducteur de 1,5 kW produisant un broyé de 3 à 6 mm grâce à des jeux de couteaux interchangeables, avec un niveau sonore inférieur à 55 dB. L’unité est livrée avec deux configurations de lames — le Jeu A (espacement de 5 mm, 22+22 lames) pour le broyé polyvalent et le Jeu B (espacement de 3 mm, 36+36 lames) pour une sortie plus fine préférée par les vis d’extrudeuse de petit diamètre.
Réalité du débit : À 1-5 kg/h, broyer 5 kg de déchets mensuels prend entre 1 et 3 heures au total. Ce n’est pas une machine à fonctionnement continu — c’est un outil de traitement par lots utilisé quelques fois par semaine.
Étape 2 : Tamisage (Recommandé)
La sortie brute du broyeur contient une distribution de tailles de particules, pas une taille unique uniforme. Pour la plupart des extrudeuses de filament, la plage d’alimentation idéale est de 3 à 6 mm. Les particules en dehors de cette plage posent des problèmes :
- Pièces surdimensionnées (>8 mm) : Créent des ponts dans le col de la trémie ou s’alimentent de manière irrégulière dans la vis, provoquant des variations de diamètre.
- Fines et poussière (<2 mm) : Fondent prématurément dans la zone d’alimentation, forment des amas et créent des points chauds qui dégradent le polymère.
Une paire de tamis superposés — 8 mm en haut, 3 mm en bas — sépare la sortie en trois fractions. La fraction intermédiaire de 3 à 8 mm est votre alimentation utilisable. Le surdimensionné repasse au broyeur. Les fines peuvent être collectées pour le moulage par injection ou jetées.
Coût : Les tamis de test en acier inoxydable coûtent de 15 à 30 $ l’unité. Un agitateur de tamis manuel coûte de 50 à 100 $. C’est l’étape la moins chère de toute la chaîne et elle a un impact disproportionné sur la qualité du filament.
Étape 3 : Séchage (Requis pour le PETG/Nylon, recommandé pour le PLA)
L’humidité est la cause première des échecs de qualité du filament dans les flux de travail de recyclage. Les molécules d’eau piégées dans les granulés de polymère se transforment en vapeur pendant l’extrusion, créant des bulles internes qui rendent le filament cassant, provoquent un diamètre irrégulier et une texture de surface rugueuse.
| Matériau | Température de séchage | Temps de séchage minimum | Taux d’humidité visé |
|---|---|---|---|
| PLA | 50–55 °C | 2–4 heures | < 0,05 % |
| PETG | 65 °C | 4–6 heures | < 0,02 % |
| ABS | 80 °C | 2–4 heures | < 0,03 % |
| Nylon (PA) | 80–85 °C | 8–12 heures | < 0,01 % |
Options d’équipement, du budget au dédié :
- Déshydrateur alimentaire (30–80 $) : Fonctionne étonnamment bien pour le PLA. Réglez-le à la température appropriée, étalez les granulés en une seule couche sur les plateaux et laissez tourner pendant le temps prescrit. Limite : le contrôle de la température est imprécis et la capacité est limitée à 1-2 kg par lot.
- Étuve de laboratoire (200–500 $) : Contrôle de température plus précis et plus grande capacité. Idéal pour les installations traitant plusieurs matériaux nécessitant des températures de séchage différentes.
- Sécheur de granulés dédié (500–2 000 $) : Conçu spécifiquement avec circulation d’air forcée, contrôle de température PID précis et conceptions de trémie alimentant directement l’extrudeuse. Le bon choix pour les installations effectuant des opérations de recyclage quotidiennes.
Règle critique : Séchez toujours le broyé immédiatement avant l’extrusion, même s’il a été séché précédemment. Les granulés de polymère réabsorbent l’humidité atmosphérique en quelques heures, surtout dans les environnements humides. Si le broyé séché est resté dans un récipient ouvert pendant plus de 4 heures, séchez-le à nouveau.
Étape 4 : Extrusion de filament (Requis)
L’extrudeuse fait fondre les granulés broyés et pousse le polymère fondu à travers une filière de précision pour former un filament continu au diamètre cible — généralement 1,75 mm ou 2,85 mm.
Paramètres d’extrusion clés par matériau :
| Paramètre | PLA | PETG | ABS |
|---|---|---|---|
| Température du fourreau | 170–190 °C | 230–250 °C | 210–240 °C |
| Température de la filière | 175–185 °C | 235–245 °C | 220–235 °C |
| Vitesse de la vis | Dépend du matériau — commencer lentement | ||
| Diamètre cible | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm |
| Vitesse du tireur | Ajustée pour maintenir le diamètre cible |
La stratégie de mélange vierge/recyclé : Si vous débutez dans le recyclage de filament, commencez par un mélange 70/30 — 70 % de broyé recyclé et 30 % de granulés vierges. Les granulés vierges ont des propriétés de flux de fusion constantes qui stabilisent le processus d’extrusion et compensent la légère réduction du poids moléculaire de la matière recyclée. Au fur et à mesure que vous gagnez en expérience et en confiance dans la qualité de votre broyé, augmentez progressivement la fraction recyclée. De nombreux opérateurs expérimentés utilisent du PLA 100 % recyclé sans problème une fois que leurs processus de tri et de séchage sont bien réglés.
Problèmes d’extrusion courants et solutions :
| Symptôme | Cause probable | Solution |
|---|---|---|
| Bulles dans le filament | Humidité dans le broyé | Sécher plus longtemps ou à plus haute température |
| Diamètre instable | Taille de particule irrégulière | Tamiser le broyé plus soigneusement ; enlever les fines |
| Surface rugueuse, mate | Température trop basse ou humidité | Augmenter la température par paliers de 5 °C ; vérifier le séchage |
| Le filament casse facilement | Dégradation du polymère ou contamination | Vérifier l’absence de mélanges de matières ; réduire la température |
| Le filament s’enroule après la filière | Température de filière trop élevée | Réduire la température de 5 °C ; augmenter le flux d’air de refroidissement |
| Pontage dans la trémie | Particules trop grandes ou irrégulières | Utiliser le jeu de lames fines (Jeu B) ; re-broyer les pièces trop grandes |
Les extrudeuses de filament de bureau de Rumtoo sont conçues pour accepter directement le broyé — la géométrie de la trémie et le profil de la vis sont optimisés pour les formes de granulés irrégulières, et pas seulement pour les granulés commerciaux uniformes. C’est important car le broyé recyclé a une densité apparente plus faible et une géométrie de particule plus variée que les granulés vierges, et les extrudeuses conçues exclusivement pour les granulés peinent souvent avec la régularité de l’alimentation du broyé.
Étape 5 : Enroulement (Recommandé)
Après l’extrusion, le filament doit être collecté sur une bobine. Cela peut être fait manuellement (fastidieux et sujet aux emmêlements) ou avec une station d’enroulement.
L’enroulement manuel convient aux très petits lots. Extrudez le filament sur une surface plane en boucles lâches, puis enroulez à la main sur une bobine vide. Pratique pour des lots allant jusqu’à 200-300 g.
L’enroulement automatisé utilise un support de bobine motorisé avec une tension réglable et un mécanisme de traverse qui répartit le filament uniformément sur toute la largeur de la bobine. Cela produit des bobines propres et sans nœuds qui s’alimentent de manière fiable dans l’imprimante. Pour toute opération produisant plus de 500 g de filament par session, une station d’enroulement permet d’économiser une main-d’œuvre importante et élimine l’échec d’impression le plus courant avec le filament recyclé : les emmêlements en cours d’impression dus à des bobines mal enroulées.
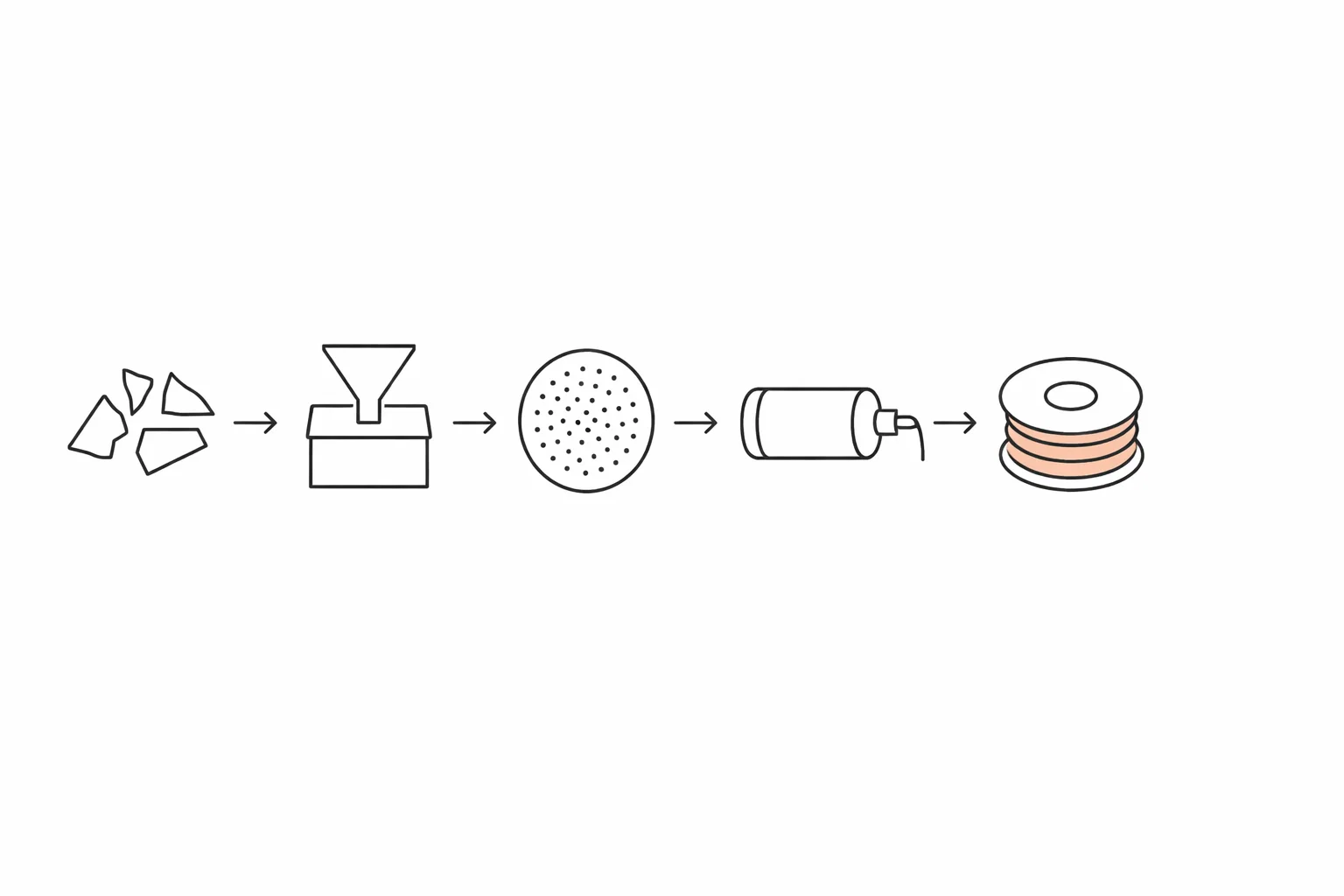
Le flux de travail complet : de A à Z
Voici le processus complet étape par étape, pour un lot de 2 kg de rebuts de PLA.
Étape 1 : Tri (15 minutes) Séparez les rebuts par type de matériau. Retirez les pièces comportant des inserts métalliques, des étiquettes adhésives ou des composants non plastiques. Triez éventuellement par couleur si vous souhaitez une sortie de filament d’une seule couleur.
Étape 2 : Pré-découpe (10 minutes) Découpez les pièces de plus de 120 × 200 mm pour qu’elles rentrent dans l’ouverture d’alimentation du broyeur. Une paire de ciseaux robustes ou une scie à ruban permet de le faire rapidement.
Étape 3 : Broyage (30–60 minutes) Introduisez les pièces préparées dans le broyeur de bureau à un rythme régulier. Collectez le broyé de 3 à 6 mm dans un récipient propre.
Étape 4 : Tamisage (10 minutes) Passez le broyé à travers les tamis superposés. Conservez la fraction de 3 à 8 mm. Re-broyez les pièces trop grandes. Mettez les fines de côté.
Étape 5 : Séchage (2–6 heures, essentiellement sans surveillance) Chargez le broyé tamisé dans un déshydrateur ou une étuve à la température appropriée pour le type de matériau. Cette étape se déroule sans surveillance — lancez-la et revenez plus tard.
Étape 6 : Extrusion (60–90 minutes) Chargez le broyé séché dans la trémie de l’extrudeuse. Amenez l’extrudeuse à sa température de fonctionnement (10-15 minutes de préchauffage). Commencez l’extrusion à une faible vitesse de vis, en augmentant progressivement tout en surveillant le diamètre du filament. Ajustez la vitesse du tireur pour maintenir 1,75 ± 0,05 mm.
Étape 7 : Enroulement (simultané à l’extrusion) Si vous utilisez une station d’enroulement, le filament s’enroule automatiquement. En cas d’enroulement manuel, formez des boucles lâches pendant l’extrusion et enroulez à la main après.
Étape 8 : Contrôle qualité (5 minutes) Mesurez le diamètre du filament en 5 à 10 points le long de la bobine à l’aide d’un pied à coulisse numérique. Vérifiez l’absence de défauts de surface, de bulles et la souplesse en pliant un court échantillon. Étiquetez la bobine avec le type de matériau, la date et le ratio de mélange.
Travail actif total pour un lot de 2 kg de PLA : environ 2 à 3 heures. Temps total écoulé, séchage inclus : environ 4 à 8 heures. Production de filament à partir de 2 kg de broyé : environ 1,4 à 1,7 kg (en tenant compte des pertes de processus pour les fines, la purge de démarrage et les sections hors spécifications).
Références de qualité : Filament recyclé vs Filament vierge
Avoir des attentes réalistes évite les déceptions et guide l’utilisation appropriée.
Précision dimensionnelle
| Mesure | Filament commercial vierge | Filament de bureau recyclé |
|---|---|---|
| Tolérance de diamètre | ±0,02 mm | ±0,05 mm (réalisable avec de la pratique) |
| Ovalité | < 1 % | < 3 % |
| Constance sur 100 m | Excellente | Bonne (écarts mineurs occasionnels) |
Une tolérance de ±0,05 mm est adéquate pour la plupart des impressions FDM. Les trancheurs modernes compensent les variations mineures de diamètre par l’ajustement du débit. Les pièces imprimées avec du filament recyclé à cette tolérance sont fonctionnellement indiscernables des impressions en filament vierge pour le prototypage, l’outillage et les applications non cosmétiques.
Propriétés mécaniques
Les recherches publiées sur le recyclage du PLA montrent les tendances suivantes au fil des cycles de recyclage successifs :
| Propriété | PLA vierge | 1er recyclage | 2e recyclage | 3e recyclage |
|---|---|---|---|---|
| Résistance à la traction | ~60 MPa | ~52–57 MPa | ~48–53 MPa | ~43–48 MPa |
| Allongement à la rupture | ~4–6 % | ~3–5 % | ~2,5–4 % | ~2–3,5 % |
| Résistance aux chocs | Référence | ~90 % de la réf. | ~80 % de la réf. | ~70 % de la réf. |
Le premier cycle de recyclage préserve 85 à 95 % de la résistance à la traction d’origine — une réduction négligeable pour les prototypes, gabarits, montages et projets pédagogiques. Au troisième cycle, le matériau est toujours imprimable mais nettement plus cassant. Le mélange de 30 à 50 % de granulés vierges à n’importe quelle étape de recyclage ramène la courbe des propriétés proche des niveaux du vierge.
Applications appropriées pour le filament recyclé
Bien adapté :
- Prototypes fonctionnels et modèles de concept
- Gabarits, montages et aides au montage
- Impressions pédagogiques et projets scolaires
- Boîtiers et logements non structurels
- Installations artistiques et pièces d’exposition
- Matière première de test pour le moulage par injection
À utiliser avec précaution :
- Composants structurels porteurs (tester avant de s’engager)
- Pièces nécessitant une précision dimensionnelle extrême (mesurer le résultat imprimé)
- Exposition extérieure prolongée (la stabilité aux UV peut être réduite)
Non recommandé :
- Applications en contact avec les aliments (le processus de recyclage ne certifie pas la sécurité alimentaire)
- Composants médicaux ou critiques pour la sécurité
- Applications nécessitant des propriétés de matériaux certifiées
Modèle de coût : L’investissement en vaut-il la peine ?
Investissement en équipement
| Composant | Option Budget | Option Milieu de gamme |
|---|---|---|
| Broyeur de bureau | — | Mini broyeur de bureau Rumtoo |
| Tamis (jeu de 2) | 30–60 $ | 30–60 $ |
| Solution de séchage | 40–80 $ (déshydrateur) | 300–500 $ (étuve de labo) |
| Extrudeuse de filament | — | Extrudeuse de bureau Rumtoo |
| Station d’enroulement | 0 $ (manuel) | 200–500 $ (motorisé) |
Coûts de fonctionnement mensuels
| Article | Coût |
|---|---|
| Électricité (broyeur + extrudeuse, ~4 h/mois) | 1–3 $ |
| Entretien des lames (amorti sur 300+ h) | 5–10 $ |
| Remplacement du dessiccant | 2–5 $ |
| Usure de la buse/filière de l’extrudeuse | 5–15 $ |
| Coût de fonctionnement mensuel total | 13–33 $ |
Modèle d’économies
| Scénario | Rebuts mensuels | Filament récupéré | Valeur à 25 $/kg | Économies annuelles |
|---|---|---|---|---|
| Petit labo (4-6 imprimantes) | 2–3 kg | 1,5–2 kg | 38–50 $ | 450–600 $ |
| Makerspace moyen (10-16 impr.) | 5–8 kg | 3,5–6 kg | 88–150 $ | 1 050–1 800 $ |
| Ferme d’impression (30-50 impr.) | 15–25 kg | 10–18 kg | 250–450 $ | 3 000–5 400 $ |
Période de récupération
Pour un makerspace de taille moyenne économisant entre 100 et 150 $ par mois sur les coûts de filament, le point mort se situe dans une plage de 8 à 18 mois. Les fermes d’impression avec des volumes de déchets plus élevés peuvent atteindre la rentabilité en moins de 6 mois.
L’intérêt financier est maximal lorsque le filament recyclé remplace directement les achats de filament neuf. Si le filament recyclé n’est utilisé que pour des applications secondaires, le retour financier direct est plus faible — mais la valeur pédagogique et l’engagement communautaire justifient souvent l’investissement de manière indépendante.
Passer à l’échelle supérieure : Quand le bureau ne suffit plus
Le flux de travail décrit ici est conçu pour des opérations traitant jusqu’à 20-30 kg de rebuts par mois. Au-delà, deux goulots d’étranglement apparaissent :
Le temps de broyage devient important. À 30 kg/mois et 3 kg/h de débit moyen, le broyage nécessite 10 heures par mois. Le processus reste faisable, mais il passe d’une tâche ponctuelle à un engagement opérationnel quotidien.
La capacité de l’extrudeuse limite la production. Les extrudeuses de filament de bureau produisent généralement de 300 à 800 g/heure. Transformer 30 kg de broyé en filament nécessite entre 40 et 100 heures d’extrusion par mois.
Lorsque ces engagements de temps dépassent votre main-d’œuvre disponible, l’étape suivante n’est pas nécessairement un broyeur plus grand — c’est d’évaluer si votre exploitation nécessite un équipement de recyclage à l’échelle industrielle et une ligne de granulation. À ce stade, la production passe des bobines de filament aux granulés recyclés, qui peuvent être vendus ou utilisés en extrusion industrielle. Le broyeur de bureau reprend alors un rôle de R&D.
Questions fréquemment posées
Quel est le volume minimum de déchets qui rend le recyclage rentable ?
D’un point de vue purement financier, les opérations générant au moins 3 à 5 kg de rebuts mono-matériau par mois verront des économies significatives. En dessous, le temps passé peut ne pas justifier l’effort pour les seules économies de coûts. Cependant, la valeur pédagogique reste un moteur fort.
Puis-je mélanger le broyé recyclé avec des granulés vierges dans l’extrudeuse ?
Oui, c’est l’approche recommandée. Un mélange 70/30 recyclé/vierge stabilise le processus et produit un filament aux propriétés plus proches du standard commercial. Les granulés vierges coûtent beaucoup moins cher que le filament fini.
Quelle tolérance de diamètre est réalisable avec un équipement de bureau ?
Avec un contrôle de processus rigoureux, une tolérance de ±0,05 mm sur un filament de 1,75 mm est réalisable. C’est plus large que le filament commercial (±0,02 mm) mais adéquat pour la grande majorité des applications FDM.
Combien de fois peut-on recycler le PLA avant qu’il ne soit inutilisable ?
On estime que le PLA peut subir 3 à 5 cycles de recyclage mécanique avant que sa résistance ne se dégrade trop. Le mélange avec 30 à 50 % de matière vierge à chaque cycle prolonge considérablement sa durée de vie.
Le broyeur doit-il être de la même marque que l’extrudeuse ?
Non. L’interface entre les deux est simplement la taille de particule du broyé. Tout broyeur produisant des granulés de 3 à 6 mm alimentera n’importe quelle extrudeuse de filament de bureau conçue pour le broyé. Le broyeur Rumtoo est compatible avec tous les systèmes majeurs.
Prochaines étapes
Si vous êtes prêt, commencez par deux mesures : votre volume mensuel de rebuts par type de matière et le diamètre de filament utilisé par vos imprimantes. Ces deux chiffres déterminent la configuration des lames du broyeur et le choix de la filière de l’extrudeuse.
Envoyez votre mix de matières et votre volume à l’équipe Rumtoo. Nous vous recommanderons une configuration de broyeur et d’extrudeuse adaptée.
Pages associées :
- recyclage de filament
- broyeur de bureau
- extrudeuse de filament
- économie circulaire
- recyclage d'impression 3D