· Equipo Rumtoo Process · Guía técnica · 17 min de lectura
De desecho a bobina: El flujo de trabajo completo del reciclaje de filamentos con equipos de escritorio
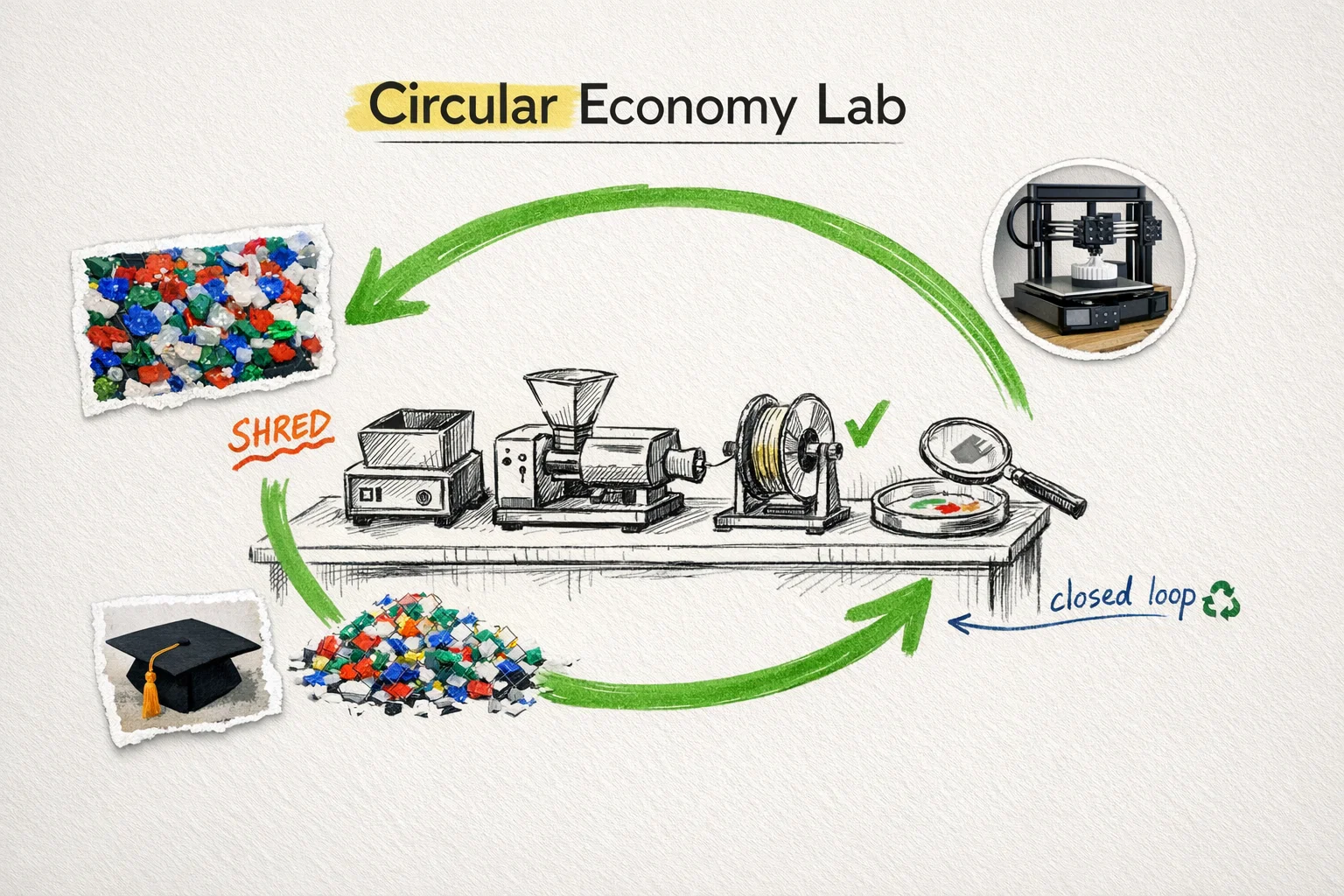
Una guía técnica paso a paso para construir un sistema de reciclaje de filamentos en ciclo cerrado utilizando una trituradora de escritorio y una extrusora de filamentos. Cubre cada etapa, desde el desecho plástico hasta la bobina de filamento imprimible, con parámetros de proceso, referencias de calidad y un modelo de costos realista.
Un makerspace comunitario en Portland, Oregón, se propuso responder a una pregunta que la mayoría de las instalaciones de impresión 3D nunca se molestan en hacer: ¿Qué haría falta para convertir nuestros propios residuos de impresión en filamento utilizable?
Su operación contaba con 16 impresoras FDM que producían piezas para pequeñas empresas locales, talleres educativos y proyectos de los miembros. El consumo mensual de filamento era de una media de 25 kg, con unos 4–5 kg que iban a la basura: impresiones fallidas, estructuras de soporte, modelos de calibración y bloques de purga de color. A 25 dólares el kilo de un filamento de PLA decente, ese contenedor de residuos representaba unos 1.200–1.500 dólares al año en material desechado.
A principios de 2025, montaron una estación de reciclaje compacta: una mini trituradora de escritorio para la reducción de tamaño, un deshidratador de alimentos para el secado y una extrusora de filamentos de escritorio para la re-extrusión. Espacio total ocupado: menos de 2 m². En tres meses de funcionamiento, habían establecido un flujo de trabajo repetible que convertía aproximadamente el 70 % de sus residuos de PLA en filamento imprimable de 1,75 mm. El 30 % restante (lotes de colores mezclados, piezas contaminadas y filamentos fuera de especificación) se destinó a demostraciones de moldeo por inyección en lugar de ir a la basura.
El filamento reciclado no era idéntico al virgen. La consistencia del diámetro era de ±0,05 mm en comparación con los ±0,02 mm de la bobina comercial. El color se limitaba a lo que produjera la pila de desechos, principalmente un gris cálido debido a la mezcla de colores. Pero para prototipos funcionales, plantillas, accesorios e impresiones educativas, el material funcionó de forma fiable. El makerspace estimó que recuperaron entre 800 y 1.000 dólares en valor de filamento durante el primer año, al tiempo que crearon un programa de sostenibilidad práctica que se convirtió en su taller de miembros más popular.
Esta guía documenta el flujo de trabajo completo que desarrollaron (y que decenas de otros laboratorios y makerspaces han adoptado desde entonces) desde el desecho en bruto hasta la bobina terminada.
La cadena de equipos: Lo que realmente necesita
Un sistema de reciclaje de filamentos de ciclo cerrado consta de cinco etapas funcionales. No todas las etapas requieren equipos dedicados; algunas pueden gestionarse con herramientas que ya posea.
Etapa 1: Reducción de tamaño - Trituradora de escritorio (Requerida)
La trituradora convierte los desechos de plástico en gránulos lo suficientemente pequeños como para alimentar la tolva de una extrusora. Esta es la primera y más crítica pieza de equipo en la cadena, porque todo lo posterior depende de un tamaño de partícula constante.
Requisitos clave para esta aplicación:
- Tamaño de partícula de salida de 3–6 mm (el punto ideal para la mayoría de los husillos de alimentación de extrusoras de filamentos de escritorio)
- Control de motor hacia adelante/atrás para despejar atascos sin abrir la cámara de corte
- Funcionamiento silencioso para entornos de trabajo compartidos
La mini trituradora de escritorio de Rumtoo está configurada específicamente para este caso de uso: un accionamiento mediante motorreductor de 1,5 kW que produce material triturado de 3–6 mm a través de juegos de cuchillas intercambiables, con un nivel de ruido inferior a 55 dB. La unidad se entrega con dos configuraciones de cuchillas: el Juego A (espaciado de 5 mm, 22+22 cuchillas) para material triturado de uso general y el Juego B (espaciado de 3 mm, 36+36 cuchillas) para una salida más fina preferida por los husillos de extrusora de pequeño diámetro.
Realidad del rendimiento: A 1–5 kg/h, triturar 5 kg de desechos mensuales lleva de 1 a 3 horas en total. Esta no es una máquina de funcionamiento continuo; es una herramienta de procesamiento por lotes que se utiliza unas pocas veces por semana.
Etapa 2: Cribado (Recomendado)
La salida bruta de la trituradora contiene una distribución de tamaños de partícula, no un único tamaño uniforme. Para la mayoría de las extrusoras de filamentos, el rango de alimentación ideal es de 3–6 mm. Las partículas fuera de este rango causan problemas:
- Piezas sobredimensionadas (>8 mm): Forman puentes en el cuello de la tolva o se introducen de forma inconsistente en el husillo, provocando fluctuaciones y variaciones de diámetro.
- Finos y polvo (<2 mm): Se funden prematuramente en la zona de alimentación, forman grumos y crean puntos calientes que degradan el polímero.
Un par de tamices de malla apilados (8 mm arriba, 3 mm abajo) separa la salida en tres fracciones. La fracción media de 3–8 mm es su alimentación utilizable. El material sobredimensionado vuelve a pasar por la trituradora. Los finos pueden recogerse para su uso en moldeo por inyección o desecharse.
Costo: Los tamices de prueba de acero inoxidable cuestan entre 15 y 30 dólares cada uno. Un vibrador de tamices manual cuesta entre 50 y 100 dólares. Esta es la etapa más barata de toda la cadena y tiene un impacto desproporcionado en la calidad del filamento.
Etapa 3: Secado (Requerido para PETG/Nylon, Recomendado para PLA)
La humedad es la causa principal del fallo de calidad del filamento en los flujos de trabajo de reciclaje. Las moléculas de agua atrapadas en los gránulos de polímero se convierten en vapor durante la extrusión, creando burbujas internas que provocan que el filamento sea quebradizo, tenga un diámetro inconsistente y una textura superficial rugosa.
| Material | Temperatura de secado | Tiempo mínimo de secado | Contenido de humedad objetivo |
|---|---|---|---|
| PLA | 50–55 °C | 2–4 horas | < 0,05 % |
| PETG | 65 °C | 4–6 horas | < 0,02 % |
| ABS | 80 °C | 2–4 horas | < 0,03 % |
| Nylon (PA) | 80–85 °C | 8–12 horas | < 0,01 % |
Opciones de equipamiento, desde las económicas hasta las dedicadas:
- Deshidratador de alimentos (30–80 $): Funciona sorprendentemente bien para el PLA. Ajústelo a la temperatura adecuada, extienda los gránulos en una sola capa sobre las bandejas y déjelo funcionar durante el tiempo prescrito. Limitación: el control de la temperatura es impreciso y la capacidad se limita a 1–2 kg por lote.
- Horno de laboratorio (200–500 $): Control de temperatura más preciso y mayor capacidad. Ideal para talleres que procesan múltiples materiales que requieren diferentes temperaturas de secado.
- Secador de pellets/gránulos dedicado (500–2.000 $): Fabricado con este propósito, con circulación de aire forzado, control de temperatura PID preciso y diseños de tolva que alimentan directamente a la extrusora. La opción correcta para instalaciones que realicen operaciones de reciclaje diarias.
Regla crítica: Siempre seque el material triturado inmediatamente antes de la extrusión, aunque haya sido secado previamente. Los gránulos de polímero reabsorben la humedad atmosférica en cuestión de horas, especialmente en entornos húmedos. Si el material triturado seco ha estado en un recipiente abierto durante más de 4 horas, séquelo de nuevo.
Etapa 4: Extrusión de filamentos (Requerida)
La extrusora funde los gránulos triturados y expulsa el polímero fundido a través de un cabezal de precisión para formar filamento continuo a un diámetro objetivo, normalmente 1,75 mm o 2,85 mm.
Parámetros clave de extrusión por material:
| Parámetro | PLA | PETG | ABS |
|---|---|---|---|
| Temperatura del cañón | 170–190 °C | 230–250 °C | 210–240 °C |
| Temperatura del cabezal | 175–185 °C | 235–245 °C | 220–235 °C |
| Velocidad del husillo | Depende del material; empiece despacio, aumente gradualmente | ||
| Diámetro objetivo | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm |
| Velocidad del tirador | Ajustada para mantener el diámetro objetivo |
La estrategia de mezcla virgen/reciclado: Si es nuevo en el reciclaje de filamentos, comience con una mezcla 70/30 (70 % de material triturado reciclado y 30 % de pellets vírgenes). Los pellets vírgenes tienen propiedades de flujo de fusión consistentes que estabilizan el proceso de extrusión y compensan la ligera reducción del peso molecular en el material reciclado. A medida que adquiera experiencia y confianza en la calidad de su material triturado, aumente gradualmente la fracción reciclada. Muchos operarios experimentados procesan PLA 100 % reciclado sin problemas una vez que sus procesos de clasificación y secado están bien definidos.
Problemas comunes de extrusión y soluciones:
| Síntoma | Causa probable | Solución |
|---|---|---|
| Burbujas en el filamento | Humedad en el material triturado | Secar más tiempo o a mayor temperatura |
| Fluctuaciones de diámetro | Tamaño de partícula inconsistente | Cribar el material triturado con más cuidado; eliminar finos |
| Superficie rugosa y mate | Temperatura demasiado baja o humedad | Aumentar temp del cañón en incrementos de 5 °C; verificar secado |
| El filamento se rompe fácilmente | Degradación del polímero o contaminación | Comprobar si hay materiales mezclados; reducir temp de proceso |
| El filamento se curva tras el cabezal | Temperatura del cabezal demasiado alta | Reducir temp del cabezal en 5 °C; aumentar flujo de aire de refrigeración |
| Bóveda en la tolva | Partículas demasiado grandes o irregulares | Usar juego de cuchillas más fino (Juego B); volver a triturar piezas grandes |
Las extrusoras de filamentos de escritorio de Rumtoo están diseñadas para aceptar material triturado directamente: la geometría de la tolva y el perfil del husillo están optimizados para formas de gránulos irregulares, no solo para pellets comerciales uniformes. Esto es importante porque el material triturado reciclado tiene una densidad aparente menor y una geometría de partícula más variada que los pellets vírgenes, y las extrusoras diseñadas exclusivamente para pellets a menudo tienen dificultades con la consistencia de la alimentación de material triturado.
Etapa 5: Bobinado (Recomendado)
Tras la extrusión, el filamento debe recogerse en una bobina. Esto puede hacerse manualmente (tedioso y propenso a enredos) o con una estación de bobinado.
El bobinado manual funciona para lotes muy pequeños. Extruya el filamento sobre una superficie plana en rollos sueltos y luego enrolle a mano en una bobina vacía. Práctico para lotes de hasta 200–300 g.
El bobinado automatizado utiliza un porta-bobinas motorizado con tensión ajustable y un mecanismo de desplazamiento que distribuye el filamento uniformemente por todo el ancho de la bobina. Esto produce bobinas ordenadas y sin enredos que se alimentan de forma fiable a través de la trayectoria del filamento de la impresora. Para cualquier operación que produzca más de 500 g de filamento por sesión, una estación de bobinado ahorra una mano de obra considerable y elimina el fallo de impresión más común con filamento reciclado: los enredos a mitad de impresión por bobinas mal enrolladas.
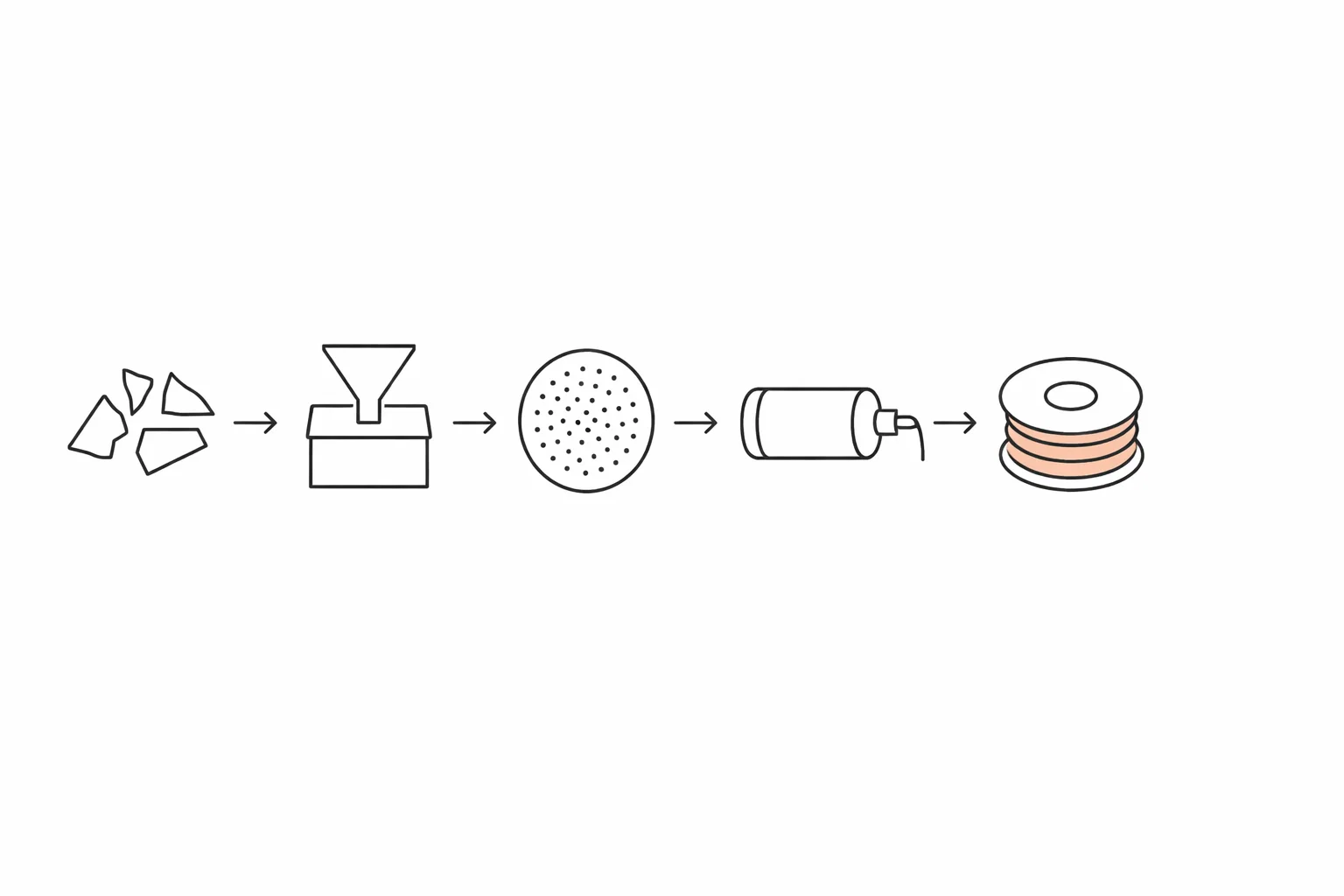
El flujo de trabajo completo: De principio a fin
He aquí el proceso completo como una secuencia paso a paso, con requisitos de tiempo aproximados para un lote de 2 kg de desechos de PLA.
Paso 1: Clasificar (15 minutos) Separe los desechos por tipo de material. Retire las piezas con inserciones metálicas, etiquetas adhesivas o componentes no plásticos. Opcionalmente, clasifique por colores si desea una salida de filamento de un solo color.
Paso 2: Corte previo (10 minutos) Corte las piezas de más de 120 × 200 mm para que quepan en la boca de alimentación de la trituradora. Unas tijeras de alta resistencia o una sierra de cinta lo resuelven rápidamente.
Paso 3: Triturar (30–60 minutos) Alimente las piezas preparadas en la trituradora de escritorio a un ritmo constante. Recoja el material triturado de 3–6 mm en un recipiente limpio.
Paso 4: Cribar (10 minutos) Pase el material triturado por tamices apilados. Conserve la fracción de 3–8 mm. Vuelva a triturar las piezas sobredimensionadas. Aparte los finos.
Paso 5: Secar (2–6 horas, mayoritariamente desatendido) Cargue el material triturado cribado en un deshidratador u horno a la temperatura adecuada para el tipo de material. Este paso se realiza sin supervisión; empiécelo y váyase.
Paso 6: Extruir (60–90 minutos) Cargue el material triturado seco en la tolva de la extrusora. Lleve la extrusora a la temperatura de funcionamiento (10–15 minutos de calentamiento). Comience la extrusión a baja velocidad del husillo, aumentando gradualmente mientras supervisa el diámetro del filamento. Ajuste la velocidad del tirador para mantener 1,75 ± 0,05 mm.
Paso 7: Bobinado (simultáneo a la extrusión) Si utiliza una estación de bobinado, el filamento se enrolla automáticamente durante la extrusión. Si bobina manualmente, enrolle el filamento de forma holgada durante la extrusión y enrolle a mano en una bobina una vez finalizado el lote.
Paso 8: Control de calidad (5 minutos) Mida el diámetro del filamento en 5–10 puntos a lo largo de la bobina con un calibre digital. Compruebe si hay defectos superficiales, burbujas y falta de flexibilidad doblando una muestra corta. Etiquete la bobina con el tipo de material, la fecha y cualquier proporción de mezcla.
Mano de obra activa total para un lote de 2 kg de PLA: aproximadamente 2–3 horas. Tiempo total transcurrido incluyendo el secado: aproximadamente 4–8 horas. Salida de filamento de 2 kg de material triturado: aproximadamente 1,4–1,7 kg (teniendo en cuenta las pérdidas de proceso por finos, purga de puesta en marcha y secciones fuera de especificación).
Referencias de calidad: Filamento reciclado vs. Filamento virgen
Establecer expectativas realistas para el filamento reciclado evita decepciones y orienta su uso adecuado.
Precisión dimensional
| Métrica | Filamento comercial virgen | Filamento de escritorio reciclado |
|---|---|---|
| Tolerancia de diámetro | ±0,02 mm | ±0,05 mm (alcanzable con práctica) |
| Ovalidad | < 1 % | < 3 % |
| Consistencia en 100 m | Excelente | Buena (desviaciones menores ocasionales) |
Una tolerancia de ±0,05 mm es adecuada para la mayoría de las impresiones FDM. Los laminadores modernos compensan las variaciones menores de diámetro mediante el ajuste del flujo. Las piezas fabricadas con filamento reciclado con esta tolerancia son funcionalmente indistinguibles de las impresiones con filamento virgen para prototipos, utillajes y aplicaciones no estéticas.
Propiedades mecánicas
Las investigaciones publicadas sobre el reciclaje de PLA muestran las siguientes tendencias a través de sucesivos ciclos de reciclaje:
| Propiedad | PLA virgen | 1er reciclaje | 2º reciclaje | 3er reciclaje |
|---|---|---|---|---|
| Resistencia a la tracción | ~60 MPa | ~52–57 MPa | ~48–53 MPa | ~43–48 MPa |
| Alargamiento a la rotura | ~4–6 % | ~3–5 % | ~2,5–4 % | ~2–3,5 % |
| Resistencia al impacto | Línea base | ~90 % de línea base | ~80 % de línea base | ~70 % de línea base |
El primer ciclo de reciclaje preserva el 85–95 % de la resistencia a la tracción original, una reducción insignificante para prototipos, plantillas, accesorios y proyectos educativos. Al tercer ciclo, el material sigue siendo imprimible pero notablemente más quebradizo. Mezclar un 30–50 % de pellets vírgenes en cualquier etapa del reciclaje restablece la curva de propiedades cerca de los niveles del material virgen.
Aplicaciones adecuadas para el filamento reciclado
Muy adecuado:
- Prototipos funcionales y modelos conceptuales
- Plantillas, accesorios y ayudas al montaje
- Impresiones educativas y proyectos escolares
- Carcasas y envolventes no estructurales
- Instalaciones artísticas y piezas de exposición
- Materia prima de prueba para moldeo por inyección
Usar con precaución:
- Componentes estructurales de carga (probar antes de comprometerse)
- Piezas que requieran una precisión dimensional extrema (medir el resultado impreso)
- Exposición prolongada en exteriores (la estabilidad UV puede ser menor)
No recomendado:
- Aplicaciones en contacto con alimentos (el proceso de reciclaje no certifica la seguridad alimentaria)
- Componentes médicos o de seguridad crítica
- Aplicaciones que requieran propiedades de materiales certificadas
Modelo de costos: ¿Merece la pena la inversión?
Inversión en equipamiento
| Componente | Opción económica | Opción de gama media |
|---|---|---|
| Trituradora de escritorio | — | Mini trituradora de escritorio Rumtoo |
| Tamices (juego de 2) | 30–60 $ | 30–60 $ |
| Solución de secado | 40–80 $ (deshidratador) | 300–500 $ (horno de labor.) |
| Extrusora de filamentos | — | Extrusora de escritorio Rumtoo |
| Estación de bobinado | 0 $ (manual) | 200–500 $ (motorizada) |
Costos operativos mensuales
| Artículo | Costo |
|---|---|
| Electricidad (trituradora + extrusora, ~4 horas/mes) | 1–3 $ |
| Mantenimiento de cuchillas (amortizado sobre 300+ horas) | 5–10 $ |
| Reposición de desecante | 2–5 $ |
| Desgaste de boquilla/cabezal de extrusora (amortizado) | 5–15 $ |
| Costo operativo mensual total | 13–33 $ |
Modelo de ahorro / ingresos
| Escenario | Desecho mensual | Filamento recuperado | Valor a 25 $/kg | Ahorro anual |
|---|---|---|---|---|
| Lab pequeño (4-6 impresoras) | 2–3 kg | 1,5–2 kg | 38–50 $ | 450–600 $ |
| Makerspace mediano (10-16 impres.) | 5–8 kg | 3,5–6 kg | 88–150 $ | 1.050–1.800 $ |
| Granja impresión (30-50 impres.) | 15–25 kg | 10–18 kg | 250–450 $ | 3.000–5.400 $ |
Plazo de amortización
Para un makerspace de tamaño medio que ahorre entre 100 y 150 dólares al mes en costos de filamento frente a una inversión total en equipos de unos pocos miles, el punto de equilibrio se sitúa en el intervalo de 8 a 18 meses. Las granjas de impresión con mayores volúmenes de residuos pueden alcanzar la amortización en menos de 6 meses.
El argumento financiero es más sólido cuando el filamento reciclado desplaza directamente las compras de filamento nuevo. Si el filamento reciclado se utiliza solo para aplicaciones secundarias (pruebas, demostraciones, donaciones), el retorno financiero directo es menor, pero el valor educativo, de informes de sostenibilidad y de participación de la comunidad a menudo justifica la inversión de forma independiente.
Escalar: Cuando el escritorio ya no es suficiente
El flujo de trabajo de reciclaje de filamentos de escritorio descrito aquí está diseñado para operaciones que procesan hasta 20–30 kg de desechos al mes. Por encima de ese volumen, surgen dos cuellos de botella:
El tiempo de trituración se vuelve significativo. Con 30 kg al mes y un rendimiento medio de 3 kg/h, solo la trituración requiere 10 horas al mes, casi 30 minutos por día laborable. El proceso sigue siendo factible, pero pasa de ser una tarea ocasional por lotes a un compromiso operativo diario.
La capacidad de extrusión limita la producción. Las extrusoras de filamentos de escritorio suelen producir entre 300 y 800 g por hora. Procesar 30 kg de material triturado en filamento requiere entre 40 y 100 horas de tiempo de extrusión al mes.
Cuando estos compromisos de tiempo superan la mano de obra disponible, el siguiente paso no es necesariamente una trituradora mayor, sino evaluar si su operación ha crecido hasta el punto en que el equipo de reciclaje a escala industrial y una línea de peletización tengan sentido. En esa etapa, la producción pasa de las bobinas de filamento a los pellets reciclados, que pueden venderse a fabricantes de filamentos o utilizarse en extrusión y moldeo por inyección industrial. La trituradora de escritorio pasa a desempeñar una función de I+D y control de calidad: para preparar lotes de prueba, validar nuevos flujos de material y proporcionar muestras controladas para la verificación de la calidad.
Consulte nuestra guía sobre trituradoras de escritorio frente a industriales para obtener una comparación detallada de cuándo realizar esta transición.
Preguntas frecuentes
¿Cuál es el volumen mínimo de residuos que hace que el reciclaje de filamentos merezca la pena?
Desde una perspectiva puramente de costos, las operaciones que generen al menos 3–5 kg de desecho de un único material al mes verán un ahorro significativo de filamento. Por debajo de ese volumen, el tiempo dedicado a clasificar, triturar y extruir puede no justificar el esfuerzo solo por el ahorro de costos. Sin embargo, muchos laboratorios y makerspaces con menores volúmenes de residuos ejecutan programas de reciclaje principalmente por su valor educativo y de sostenibilidad, en cuyo caso incluso 1–2 kg al mes de residuos procesados cumplen su propósito.
¿Puedo mezclar material triturado reciclado con pellets vírgenes en la extrusora?
Sí, y este es el enfoque recomendado para principiantes. Una mezcla del 70/30 de reciclado a virgen estabiliza el proceso de extrusión y produce filamento con propiedades más cercanas al nivel comercial. Los pellets vírgenes se pueden adquirir de distribuidores de polímeros a 5–15 $/kg, significativamente más baratos que el filamento terminado, por lo que la mezcla sigue ofreciendo ahorros sustanciales frente a la compra de filamento totalmente nuevo.
¿Qué tolerancia de diámetro se puede alcanzar con equipos de escritorio?
Con un cuidadoso control del proceso (tamaño de partícula constante, secado adecuado, temperatura de extrusión estable y velocidad del tirador calibrada), es factible alcanzar sistemáticamente una tolerancia de ±0,05 mm en filamento de 1,75 mm. Es un rango más amplio que el del filamento comercial (±0,02 mm), pero adecuado para la gran mayoría de las aplicaciones de impresión FDM.
¿Cuántas veces se puede reciclar el PLA antes de que el material sea inservible?
Las investigaciones indican que el PLA puede someterse a 3–5 ciclos de reciclaje mecánico (trituración → extrusión → impresión → repetición) antes de que la resistencia a la tracción se degrade hasta el punto en que el filamento se vuelva demasiado quebradizo para una impresión fiable. La mezcla con un 30–50 % de material virgen en cada ciclo prolonga el ciclo de vida útil significativamente. En la práctica, la mayoría de las operaciones de los makerspaces mezclan en alguna proporción de todos modos, por lo que la degradación del material rara vez es el factor limitante.
¿Es necesario que la trituradora coincida con la marca de la extrusora?
No. La interfaz entre la trituradora y la extrusora es simplemente el tamaño de la partícula triturada. Cualquier trituradora que produzca gránulos de 3–6 mm alimentará cualquier extrusora de filamentos de escritorio diseñada para aceptar material triturado. La mini trituradora de escritorio de Rumtoo es compatible con todos los principales sistemas de extrusión de escritorio. La cuestión de compatibilidad más importante es si el diseño de la tolva y el husillo de la extrusora puede manejar las formas irregulares de las partículas y la menor densidad aparente del material triturado (frente a los pellets comerciales uniformes); no todas las extrusoras están diseñadas para ello.
Próximos pasos
Si está listo para crear un flujo de trabajo de reciclaje de filamentos, comience con dos mediciones: su volumen mensual de residuos por tipo de material y el diámetro de filamento que utilizan sus impresoras. Estos dos números determinan la configuración de las cuchillas de la trituradora y la selección del cabezal de la extrusora.
Envíe su mezcla de materiales, el volumen mensual y el diámetro de filamento objetivo al equipo de procesos de Rumtoo. Podemos recomendarle una configuración combinada de trituradora y extrusora, incluyendo la selección del juego de cuchillas y los puntos de partida de los parámetros de extrusión para sus materiales específicos.
Páginas relacionadas:
- Mini trituradora de plástico de escritorio: Especificaciones y configuración
- Extrusoras de filamentos de escritorio
- Cómo reciclar residuos de impresión 3D con una trituradora de escritorio
- Trituradora de escritorio frente a industrial: Elegir la escala adecuada
- Unidades de escritorio e I+D: Gama completa
- reciclaje de filamentos
- trituradora de escritorio
- extrusora de filamentos
- economía circular
- reciclaje de impresión 3D