· Rumtoo Process Team · Technische gids · 13 min leestijd
Van afval naar spoel: Het complete filament recycling workflow met desktop apparatuur
Een stapsgewijze technische gids voor het opzetten van een gesloten filament recyclingsysteem met een desktop shredder en filament extruder. Behandelt elke fase van plastic afval tot een printbare filamentrol, inclusief procesparameters, kwaliteitsnormen en een realistisch kostenmodel.
Een community makerspace in Portland, Oregon, stelde zich een vraag die de meeste 3D-printfaciliteiten zich nooit stellen: Wat zou er nodig zijn om ons eigen printafval weer om te zetten in bruikbaar filament?
Hun bedrijf draaide op 16 FDM-printers die onderdelen produceerden voor lokale kleine bedrijven, educatieve workshops en projecten van leden. Het maandelijkse filamentverbruik was gemiddeld 25 kg, waarvan ongeveer 4-5 kg verloren ging — mislukte prints, supportstructuren, kalibratiemodellen en kleurwisselblokken. Bij een prijs van $25/kg voor fatsoenlijk PLA-filament, vertegenwoordigde die afvalbak ongeveer $1.200–$1.500 per jaar aan weggegooid materiaal.
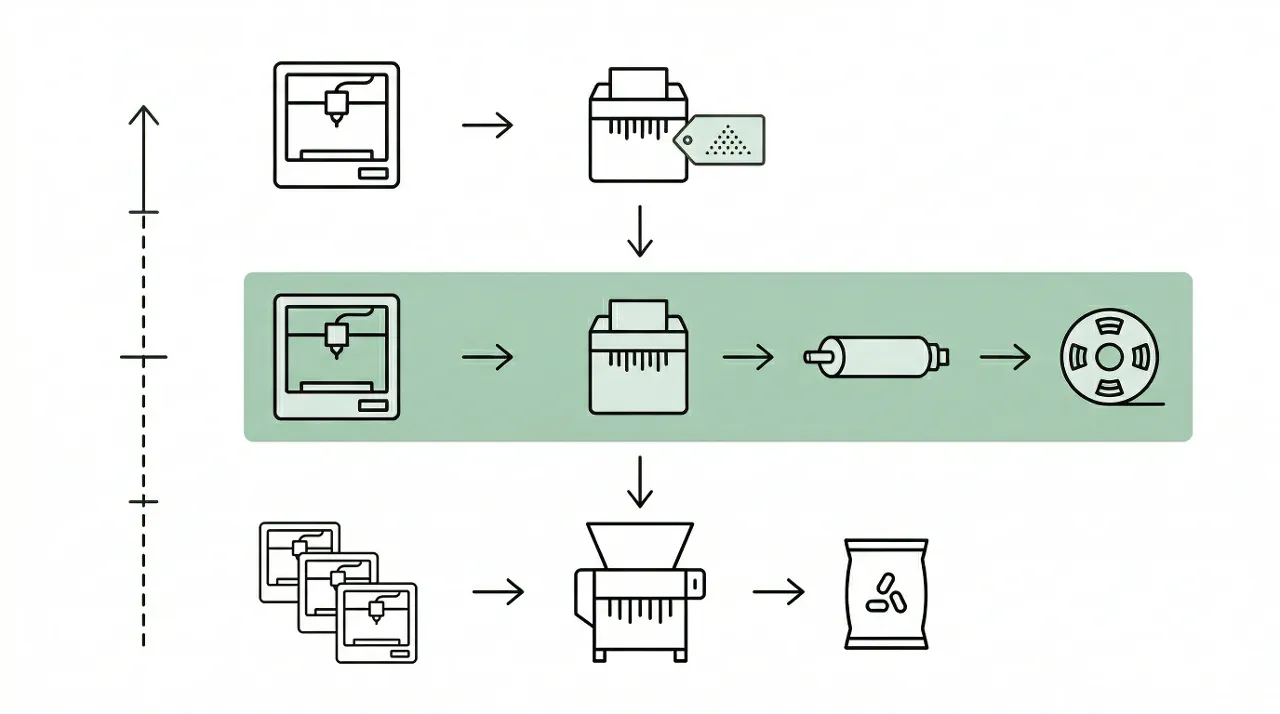
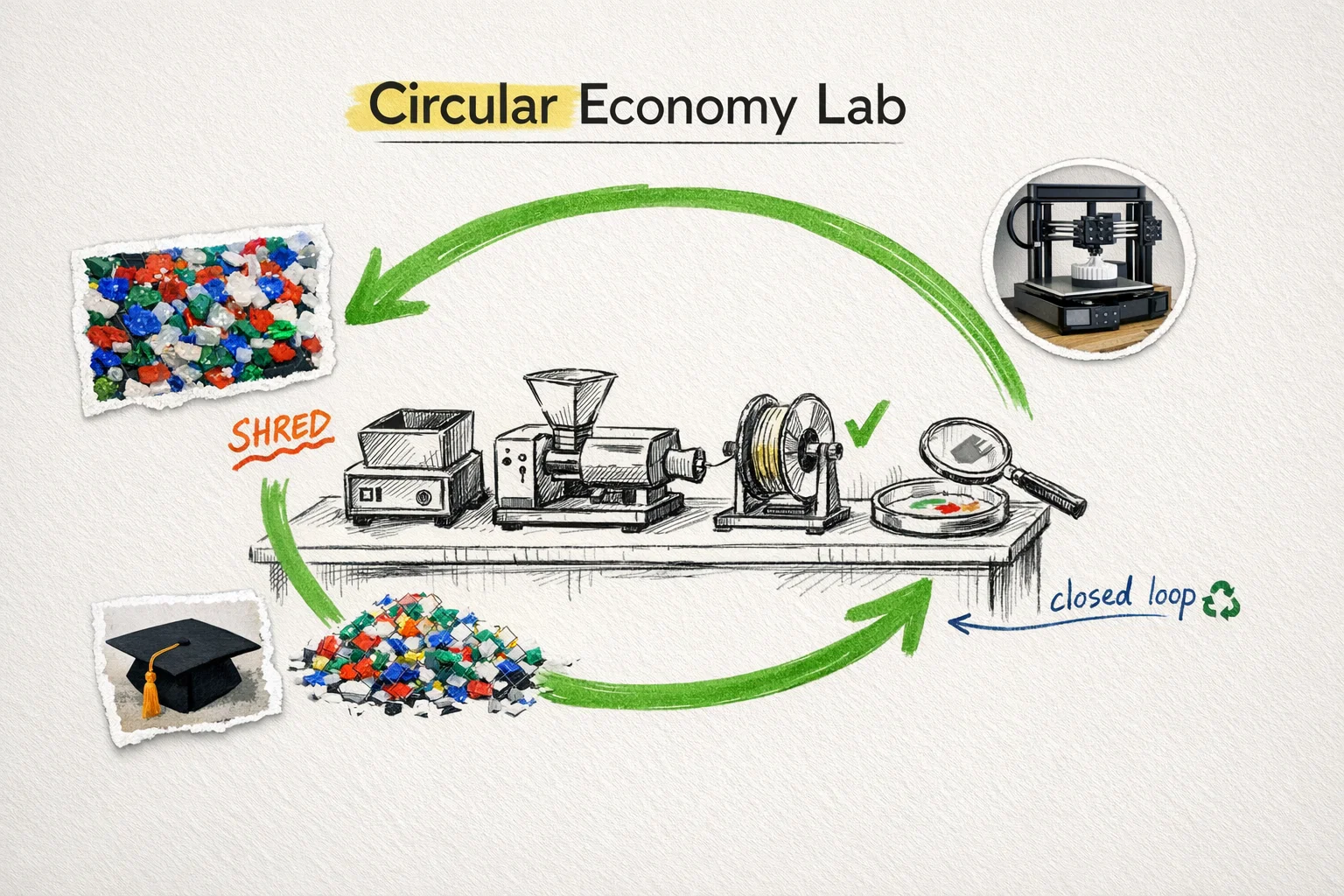
Begin 2025 stelden ze een compact recyclingstation samen: een mini desktop shredder voor de verkleining, een voedseldroger voor het drogen en een desktop filament extruder voor de re-extrusie. Totale benodigde werkruimte: minder dan 2 m². Binnen drie maanden hadden ze een reproduceerbare workflow opgezet die ongeveer 70% van hun PLA-afval omzette in printbaar 1,75 mm filament. De overige 30% — mixed-color batches, vervuilde stukken en filament dat buiten de specificaties viel — ging naar spuitgiet-demonstraties in plaats van de prullenbak in.
Het gerecyclede filament was niet identiek aan nieuw materiaal. De consistentie van de diameter was ±0,05 mm vergeleken met ±0,02 mm voor commerciële rollen. De kleur was beperkt tot wat de afvalhoop opleverde — meestal een warm grijs door de gemengde kleuren. Maar voor functionele prototypes, mallen, hulpstukken en educatieve prints presteerde het materiaal betrouwbaar. De makerspace schatte dat ze in het eerste jaar voor $800–$1.000 aan filamentwaarde hadden teruggewonnen, terwijl ze tegelijkertijd een praktisch duurzaamheidsprogramma opzetten dat hun populairste workshop voor leden werd.
Deze gids documenteert de volledige workflow die zij hebben ontwikkeld — en die tientallen andere labs en makerspaces inmiddels hebben overgenomen — van ruw afval tot de uiteindelijke rol.
De apparatuurketen: Wat u daadwerkelijk nodig heeft
Een gesloten filament recyclingsysteem bestaat uit vijf functionele fasen. Niet alle fasen vereisen speciale apparatuur — sommige kunnen worden afgehandeld met gereedschap dat u al heeft.
Fase 1: Verkleining — Desktop Shredder (Vereist)
De shredder zet plastic afval om in granules die klein genoeg zijn voor de trechter van een extruder. Dit is het eerste en meest cruciale onderdeel van de keten, omdat alles stroomafwaarts afhangt van een consistente deeltjesgrootte.
Belangrijke eisen voor deze toepassing:
- Output deeltjesgrootte van 3–6 mm (het ideale formaat voor de meeste desktop filament extruder toevoerschroeven)
- Vooruit/achteruit motorregeling om blokkades te verhelpen zonder de snijkamer te openen
- Stille werking voor gedeelde werkomgevingen
De Rumtoo mini desktop shredder is specifiek voor dit doeleinde geconfigureerd: een 1,5 kW motorreductor die 3–6 mm maalgoed produceert via verwisselbare messensets, met een geluidsniveau onder de 55 dB. De unit wordt geleverd met twee messenconfiguraties — Set A (5 mm tussenruimte, 22+22 messen) voor algemeen maalgoed en Set B (3 mm tussenruimte, 36+36 messen) voor fijnere output die de voorkeur heeft bij extruderschroeven met een kleine diameter.
Doorzet in de praktijk: Bij 1–5 kg/u duurt het shredderen van 5 kg maandelijks afval in totaal 1–3 uur. Dit is geen machine voor continu gebruik — het is een batch-instrument dat een paar keer per week wordt gebruikt.
Fase 2: Zeven (Aanbevolen)
De ruwe output van de shredder bevat een verdeling van deeltjesgroottes, geen uniform formaat. Voor de meeste filament extruders is het ideale voedingsbereik 3–6 mm. Deeltjes buiten dit bereik veroorzaken problemen:
- Te grote stukken (>8 mm): Veroorzaken “bridging” in de trechterhals of voeden inconsistent in de schroef, wat leidt tot schommelingen in de diameter.
- Fijnstof en poeder (<2 mm): Smelten te vroeg in de toevoerzone, vormen klonteringen en creëren hot spots die het polymeer degraderen.
Een gestapeld paar mazen zeven — 8 mm bovenop, 3 mm onderop — scheidt de output in drie fracties. De middelste fractie van 3–8 mm is uw bruikbare voeding. Materiaal dat te groot is gaat terug in de shredder. Fijnstof kan worden verzameld voor spuitgiettoepassingen of worden weggegooid.
Kosten: RVS testzeven kosten $15–$30 per stuk. Een handmatige zeefschudder kost $50–$100. Dit is de goedkoopste fase in de hele keten en het heeft een enorme impact op de filamentkwaliteit.
Fase 3: Drogen (Vereist voor PETG/Nylon, Aanbevolen voor PLA)
Vocht is de grootste oorzaak van kwaliteitsgebreken bij filament in recyclingworkflows. Watermoleculen die gevangen zitten in polymeergranules veranderen in stoom tijdens de extrusie, waardoor interne luchtbellen ontstaan die leiden tot bros filament, een inconsistente diameter en een ruwe oppervlaktestructuur.
| Materiaal | Droogtemperatuur | Minimale droogtijd | Doel vochtgehalte |
|---|---|---|---|
| PLA | 50–55 °C | 2–4 uur | < 0,05% |
| PETG | 65 °C | 4–6 uur | < 0,02% |
| ABS | 80 °C | 2–4 uur | < 0,03% |
| Nylon (PA) | 80–85 °C | 8–12 uur | < 0,01% |
Apparatuuropties, van budget tot professioneel:
- Voedseldroger ($30–$80): Werkt verrassend goed voor PLA. Stel in op de juiste temperatuur, spreid de granules in een enkele laag over de schalen en laat het de voorgeschreven tijd draaien. Beperking: de temperatuurregeling is onnauwkeurig en de capaciteit is beperkt tot 1–2 kg per batch.
- Laboratoriumoven ($200–$500): Nauwkeurigere temperatuurregeling en grotere capaciteit. Ideaal voor faciliteiten die meerdere materialen verwerken die verschillende droogtemperaturen vereisen.
- Speciale granule-droger ($500–$2.000): Speciaal gebouwd met geforceerde luchtcirculatie, nauwkeurige PID-temperatuurregeling en trechterontwerpen die direct in de extruder voeden. De juiste keuze voor faciliteiten met dagelijkse recyclingactiviteiten.
Cruciale regel: Droog het maalgoed altijd direct voor de extrusie, ook als het eerder al is gedroogd. Polymeergranules nemen binnen enkele uren weer luchtvochtigheid op, zeker in een vochtige omgeving. Als gedroogd maalgoed langer dan 4 uur in een open bak heeft gestaan, droog het dan opnieuw.
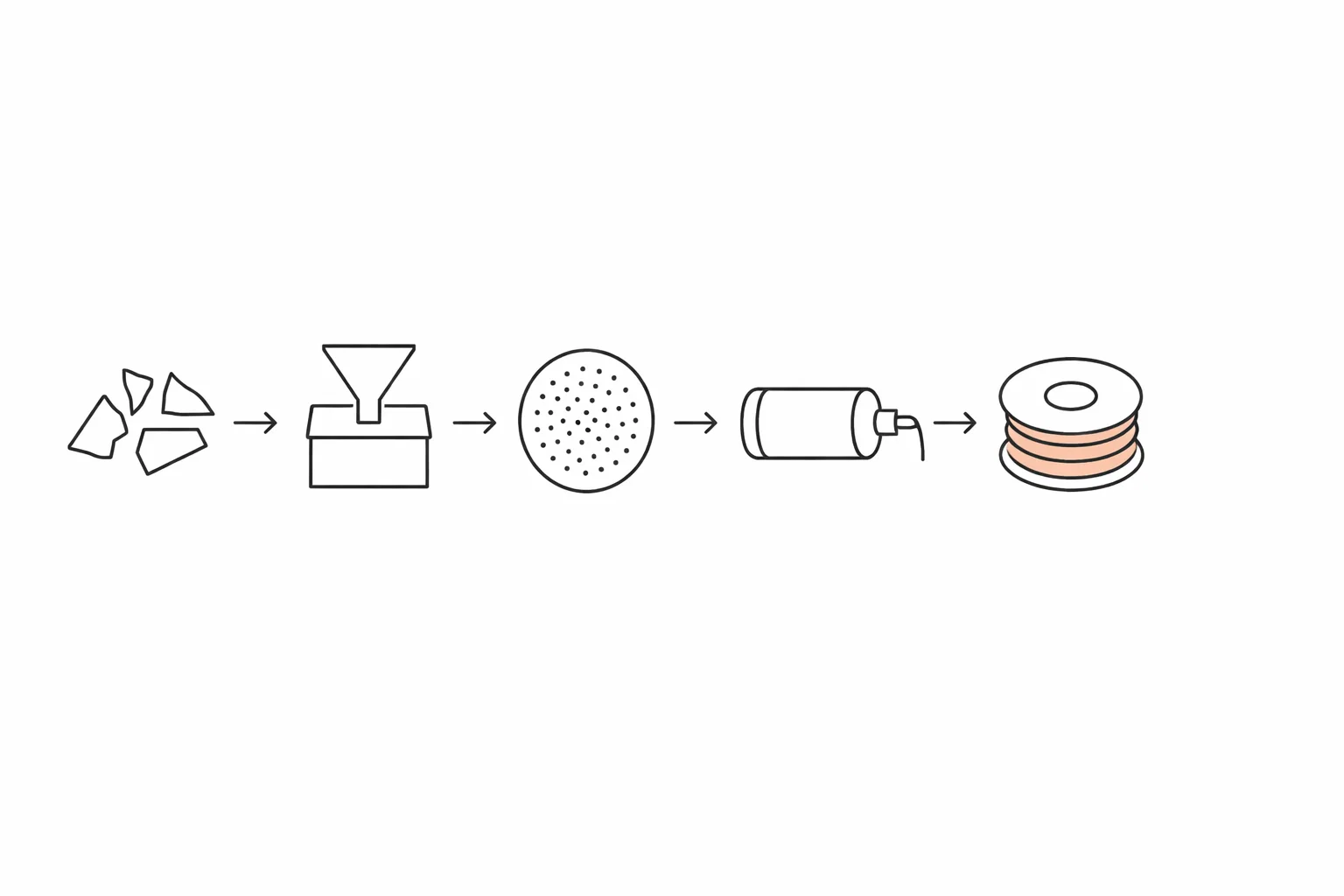
Fase 4: Filament Extrusie (Vereist)
De extruder smelt het maalgoed en perst het vloeibare polymeer door een precisiedie om continu filament te vormen met een doeldiameter — meestal 1,75 mm of 2,85 mm.
Belangrijke extrusieparameters per materiaal:
| Parameter | PLA | PETG | ABS |
|---|---|---|---|
| Barrel temperatuur | 170–190 °C | 230–250 °C | 210–240 °C |
| Die temperatuur | 175–185 °C | 235–245 °C | 220–235 °C |
| Schroefsnelheid | Materiaalafhankelijk — begin langzaam, verhoog geleidelijk | ||
| Doeldiameter | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm |
| Puller snelheid | Aangepast om de doeldiameter te behouden |
De mixstrategie (nieuw/gerecycled): Als u nieuw bent met filament recycling, begin dan met een 70/30 mix — 70% gerecycled maalgoed en 30% nieuwe pellets. Nieuwe pellets hebben consistente smelt- en vloei-eigenschappen die het extrusieproces stabiliseren en de lichte afname in moleculair gewicht van het gerecyclede materiaal compenseren. Naarmate u meer ervaring krijgt en vertrouwen krijgt in de kwaliteit van uw maalgoed, kunt u het gerecyclede deel geleidelijk verhogen. Veel ervaren gebruikers draaien probleemloos op 100% gerecycled PLA zodra hun sorteer- en droogprocessen geoptimaliseerd zijn.
Veelvoorkomende extrusieproblemen en oplossingen:
| Symptoom | Waarschijnlijke oorzaak | Oplossing |
|---|---|---|
| Bellen in filament | Vocht in maalgoed | Langer of heter drogen |
| Diameter schommelt | Inconsistente deeltjesgrootte | Maalgoed zorgvuldiger zeven; fijne deeltjes verwijderen |
| Ruw, mat oppervlak | Temperatuur te laag of vocht | Barrel temp met stappen van 5 °C verhogen; droogproces controleren |
| Filament breekt snel | Polymeerdegradatie of vervuiling | Controleer op gemengde materialen; procestemperatuur verlagen |
| Filament krult na de die | Die temperatuur te hoog | Die temp met 5 °C verlagen; koellucht verhogen |
| Bridging in trechter | Maalgoed te groot of onregelmatig | Fijnere messenset gebruiken (Set B); te grote stukken opnieuw shredderen |
De desktop filament extruders van Rumtoo zijn ontworpen om direct maalgoed te accepteren — de trechtergeometrie en het schroefprofiel zijn geoptimaliseerd voor onregelmatige deeltjesvormen, niet alleen voor uniforme commerciële pellets. Dit is belangrijk omdat gerecycled maalgoed een lagere bulkdichtheid en een meer gevarieerde vorm heeft dan nieuwe pellets. Extruders die uitsluitend voor pellets zijn ontworpen, hebben vaak moeite met een constante toevoer van maalgoed.
Fase 5: Wikkelen (Aanbevolen)
Na de extrusie moet het filament op een spoel worden verzameld. Dit kan handmatig worden gedaan (tijdrovend en kans op knopen) of met een wikkeler.
Handmatig wikkelen werkt voor hele kleine partijen. Extrudeer het filament in losse lussen op een vlak oppervlak en wikkel het daarna met de hand op een lege spoel. Praktisch voor batches tot 200–300 g.
Geautomatiseerd wikkelen maakt gebruik van een gemotoriseerde spoelhouder met instelbare spanning en een mechanisme dat het filament gelijkmatig over de spoel verdeelt. Dit levert nette spoelen op die zonder problemen door de printer lopen. Voor elke activiteit waarbij meer dan 500 g filament per sessie wordt geproduceerd, bespaart een wikkeller aanzienlijk veel werk en voorkomt het de meest voorkomende printfout bij gerecycled filament: vastlopen halverwege het printen door slecht gewikkelde spoelen.
De complete workflow: Van begin tot eind
Hier is het volledige proces als een stapsgewijze reeks, met de geschatte tijd voor een batch van 2 kg PLA-afval.
Stap 1: Sorteren (15 minuten) Scheid het afval per materiaaltype. Verwijder onderdelen met metalen inzetstukken, stickers of niet-plastic onderdelen. Sorteer optioneel op kleur voor een uniforme kleuroutput.
Stap 2: Voorbereidend snijden (10 minuten) Snijd stukken groter dan 120 × 200 mm klein zodat ze in de invoeropening van de shredder passen. Een stevige schaar of lintzaag klaart deze klus snel.
Stap 3: Shredderen (30–60 minuten) Voer de voorbereide stukken in een constant tempo in de desktop shredder. Verzamel het 3–6 mm maalgoed in een schone bak.
Stap 4: Zeven (10 minuten) Haal het maalgoed door de gestapelde zeven. Behoud de fractie van 3–8 mm. Shredder te grote stukken opnieuw. Houd fijne deeltjes apart.
Stap 5: Drogen (2–6 uur, grotendeels onbeheerd) Plaats het gezeefde maalgoed in een droger of oven op de juiste temperatuur voor het materiaaltype. Deze stap verloopt onbeheerd — u hoeft er niet bij te blijven.
Stap 6: Extruderen (60–90 minuten) Doe het gedroogde maalgoed in de trechter van de extruder. Breng de extruder op werktemperatuur (10–15 minuten opwarmen). Begin de extrusie met een lage schroefsnelheid en verhoog dit geleidelijk terwijl u de diameter van het filament controleert. Pas de puller snelheid aan om 1,75 ± 0,05 mm te behouden.
Stap 7: Wikkelen (gelijktijdig met extrusie) Bij gebruik van een wikkeler wordt het filament tijdens de extrusie automatisch op de rol gedraaid. Bij handmatig wikkelen legt u het filament tijdens de extrusie in losse lussen neer en windt u het naderhand op de spoel.
Stap 8: Kwaliteitscontrole (5 minuten) Meet de diameter van het filament op 5–10 punten langs de spoel met een digitale schuifmaat. Controleer op oppervlaktefouten, bellen en broosheid door een kort stukje te buigen. Label de spoel met materiaaltype, datum en de mixverhouding.
Totale actieve arbeid voor een batch van 2 kg PLA: ongeveer 2–3 uur. Totale verstreken tijd inclusief drogen: ongeveer 4–8 uur. Filament output van 2 kg maalgoed: ongeveer 1,4–1,7 kg (rekening houdend met procesverliezen door fijnstof, opstartmateriaal en afwijkende secties).
Kwaliteitsnormen: Gerecycled vs. Nieuw Filament
Het stellen van realistische verwachtingen voor gerecycled filament voorkomt teleurstelling en helpt bij het kiezen van de juiste toepassingen.
Dimensionale Nauwkeurigheid
| Meetwaarde | Commercieel nieuw filament | Gerecycled desktop filament |
|---|---|---|
| Tolerantie diameter | ±0,02 mm | ±0,05 mm (haalbaar met ervaring) |
| Ovaliteit | < 1% | < 3% |
| Consistentie over 100 m | Uitstekend | Goed (incidentele kleine afwijkingen) |
Een tolerantie van ±0,05 mm is voldoende voor de meeste FDM-prints. Moderne slicers kunnen kleine variaties in de diameter compenseren door de flow rate aan te passen. Onderdelen geprint met gerecycled filament met deze tolerantie zijn functioneel niet te onderscheiden van prints met nieuw filament voor prototyping, tooling en technische toepassingen.
Mechanische Eigenschappen
Onderzoek naar PLA-recycling laat de volgende trends zien bij opeenvolgende recyclingbeurten:
| Eigenschap | Nieuw PLA | 1e keer gerecycled | 2e keer gerecycled | 3e keer gerecycled |
|---|---|---|---|---|
| Treksterkte | ~60 MPa | ~52–57 MPa | ~48–53 MPa | ~43–48 MPa |
| Rek bij breuk | ~4–6% | ~3–5% | ~2,5–4% | ~2–3,5% |
| Impactweerstand | Basislijn | ~90% van basis | ~80% van basis | ~70% van basis |
De eerste recyclingbeurt behoudt 85–95% van de oorspronkelijke treksterkte — een verwaarloosbare afname voor prototypes, mallen, hulpstukken en educatieve projecten. Bij de derde beurt is het materiaal nog steeds printbaar, maar merkbaar brosser. Door in elke fase 30–50% nieuwe pellets bij te mengen, wordt de eigenschappen-curve weer dicht naar het niveau van nieuw materiaal getild.
Geschikte toepassingen voor gerecycled filament
Zeer geschikt:
- Functionele prototypes en conceptmodellen
- Mallen, hulpstukken en montagehulpmiddelen
- Educatieve prints en klasprojecten
- Niet-structurele behuizingen
- Kunstinstallaties en display-onderdelen
- Testmateriaal voor spuitgieten
Gebruik met voorzorg:
- Belaste structurele componenten (eerst testen)
- Onderdelen die een extreme maatvoering vereisen (meet het geprinte resultaat)
- Langdurige buitenexpositie (UV-stabiliteit kan lager zijn)
Niet aanbevolen:
- Toepassingen met voedselcontact (recyclingproces is niet gecertificeerd voor voedselveiligheid)
- Medische of veiligheidskritische onderdelen
- Toepassingen die gecertificeerde materiaaleigenschappen vereisen
Kostenmodel: Is de investering het waard?
Investering in Apparatuur
| Onderdeel | Budget optie | Middenklasse optie |
|---|---|---|
| Desktop shredder | — | Rumtoo mini desktop shredder |
| Zeven (set van 2) | $30–$60 | $30–$60 |
| Droogoplossing | $40–$80 (voedseldroger) | $300–$500 (lab-oven) |
| Filament extruder | — | Rumtoo desktop extruder |
| Wikkelstation | $0 (handmatig) | $200–$500 (gemotoriseerd) |
Maandelijkse Gebruikskosten
| Post | Kosten |
|---|---|
| Elektriciteit (shredder + extruder, ~4 uur/maand) | $1–$3 |
| Onderhoud messen (afschrijving over 300+ uur) | $5–$10 |
| Vervanging droogmiddel | $2–$5 |
| Slijtage van extruder nozzle/die (afschrijving) | $5–$15 |
| Totale maandelijkse gebruikskosten | $13–$33 |
Kostenbesparingsmodel
| Scenario | Maandelijks afval | Filament teruggewonnen | Waarde bij $25/kg | Jaarlijkse besparing |
|---|---|---|---|---|
| Klein lab (4-6 printers) | 2–3 kg | 1,5–2 kg | $38–$50 | $450–$600 |
| Medium makerspace (10-16 prints) | 5–8 kg | 3,5–6 kg | $88–$150 | $1.050–$1.800 |
| Printfarm (30-50 printers) | 15–25 kg | 10–18 kg | $250–$450 | $3.000–$5.400 |
Terugverdientijd
Voor een middelgrote makerspace die $100–$150 per maand bespaart op filamentkosten tegenover een totale investering van enkele duizenden euro’s, ligt het break-even punt in het bereik van 8 tot 18 maanden. Print farms met hogere afvalvolumes kunnen de terugverdientijd in minder dan 6 maanden bereiken.
De financiële case is het sterkst wanneer het gerecyclede filament direct de aankoop van nieuw filament vervangt. Als gerecycled filament alleen voor secundaire toepassingen wordt gebruikt (testen, demo’s), is het directe financiële rendement lager — maar de educatieve waarde en duurzaamheidsrapportage rechtvaardigen de investering vaak onafhankelijk daarvan.
Opschalen: Wanneer Desktop niet meer genoeg is
De hier beschreven desktop filament recycling workflow is ontworpen voor activiteiten tot 20–30 kg afval per maand. Boven dat volume ontstaan er twee knelpunten:
Shredderen kost veel tijd. Bij 30 kg per maand en een gemiddelde doorzet van 3 kg/u, kost alleen het shredderen al 10 uur per maand — bijna 30 minuten per werkdag. Het proces blijft haalbaar, maar het verschuift van een incidentele taak naar een dagelijkse operationele verplichting.
Extrusiecapaciteit beperkt de output. Desktop filament extruders produceren doorgaans 300–800 g per uur. Het verwerken van 30 kg maalgoed tot filament vereist 40–100 uur extrusietijd per maand.
Wanneer deze tijdsbesteding uw beschikbare arbeidskracht overstijgt, is de volgende stap niet per se een grotere shredder — het is het evalueren of uw bedrijf is gegroeid naar een punt waarop industriële recyclingapparatuur en een pelletiseerlijn zinvol zijn. In die fase verschuift de output van filamentrollen naar gerecyclede pellets, die kunnen worden verkocht of gebruikt voor industriële extrusie en spuitgieten. De desktop shredder gaat dan over naar een rol in R&D en QC.
Zie onze gids over desktop vs. industriële shredders voor een gedetailleerde vergelijking van wanneer u deze overstap moet maken.
Veelgestelde vragen
Wat is het minimale afvalvolume dat filament recycling de moeite waard maakt?
Puurbenaderd vanuit kosten, zullen activiteiten die ten minste 3–5 kg afval van één materiaalsoort per maand genereren een zinvolle besparing zien. Onder dat volume weegt de tijd voor sorteren, shredderen en extruderen mogelijk niet op tegen de besparing. Veel labs doen het echter ook voor de educatieve en duurzaamheidswaarde, waarbij zelfs 1–2 kg per maand al zinvol is.
Kan ik gerecycled maalgoed mengen met nieuwe pellets in de extruder?
Ja, en dit is de aanbevolen aanpak voor beginners. Een 70/30 verhouding tussen gerecycled en nieuw materiaal stabiliseert het extrusieproces en levert filament op met eigenschappen die dichter bij commercieel materiaal liggen. Nieuwe pellets zijn veel goedkoper dan kant-en-klaar filament, dus mengen levert nog steeds aanzienlijke besparingen op.
Welke diametertolerantie is haalbaar met desktop apparatuur?
Met een zorgvuldige procescontrole — constante deeltjesgrootte, goed drogen en stabiele temperaturen — is een tolerantie van ±0,05 mm op 1,75 mm filament consistent haalbaar. Dit is ruimer dan commercieel filament (±0,02 mm) maar ruim voldoende voor de overgrote meerderheid van de 3D-printtoepassingen.
Hoe vaak kan PLA worden gerecycled voordat het materiaal onbruikbaar is?
Onderzoek wijst uit dat PLA circa 3 tot 5 maal mechanisch kan worden gerecycled (shredderen → extruderen → printen → herhalen) voordat de treksterkte te veel afneemt en het filament te bros wordt. Mengen met 30–50% nieuw materiaal in elke cyclus verlengt de levensduur aanzienlich.
Moet de shredder van hetzelfde merk zijn als de extruder?
Nee. De koppeling tussen shredder en extruder is simpelweg de deeltjesgrootte van het maalgoed. Elke shredder die 3–6 mm granules produceert kan gebruikt worden voor elke desktop filament extruder die maalgoed accepteert. De Rumtoo mini desktop shredder is compatibel met alle gangbare systemen.
Volgende stappen
Als u klaar bent om een filament recycling workflow op te bouwen, begin dan met twee metingen: uw maandelijks afvalvolume per materiaaltype en de filamentdiameter die uw printers gebruiken. Deze twee getallen bepalen de messenconfiguratie van de shredder en de keuze van de nozzle voor de extruder.
Stuur uw materiaalmix en maandelijks volume naar het Rumtoo process team. Wij kunnen u een passende configuratie adviseren voor een shredder en extruder.
Gerelateerde pagina’s:
- filament recycling
- desktop shredder
- filament extruder
- circulaire economie
- 3D-print recycling