· Team Rumtoo Process · Guida tecnica · 15 min di lettura
Dallo scarto alla bobina: Il flusso di lavoro completo del riciclaggio di filamenti con attrezzature da banco
Una guida tecnica passo passo per costruire un sistema di riciclaggio dei filamenti a ciclo chiuso utilizzando un trituratore da banco e un estrusore di filamenti. Copre ogni fase, dallo scarto di plastica alla bobina di filamento stampabile, con parametri di processo, benchmark di qualità e un modello di costo realistico.
Un makerspace comunitario a Portland, in Oregon, ha deciso di rispondere a una domanda che la maggior parte dei centri di stampa 3D non si pone mai: cosa servirebbe per trasformare i nostri scarti di stampa in filamento utilizzabile?
La loro attività contava 16 stampanti FDM che producevano pezzi per piccole imprese locali, workshop educativi e progetti dei membri. Il consumo mensile di filamento era in media di 25 kg, con circa 4-5 kg che finivano nella spazzatura: stampe fallite, strutture di supporto, modelli di calibrazione e blocchi di spurgo del colore. A 25 $/kg per un filamento PLA decente, quel contenitore di scarti rappresentava circa 1.200–1.500 dollari all’anno di materiale buttato.
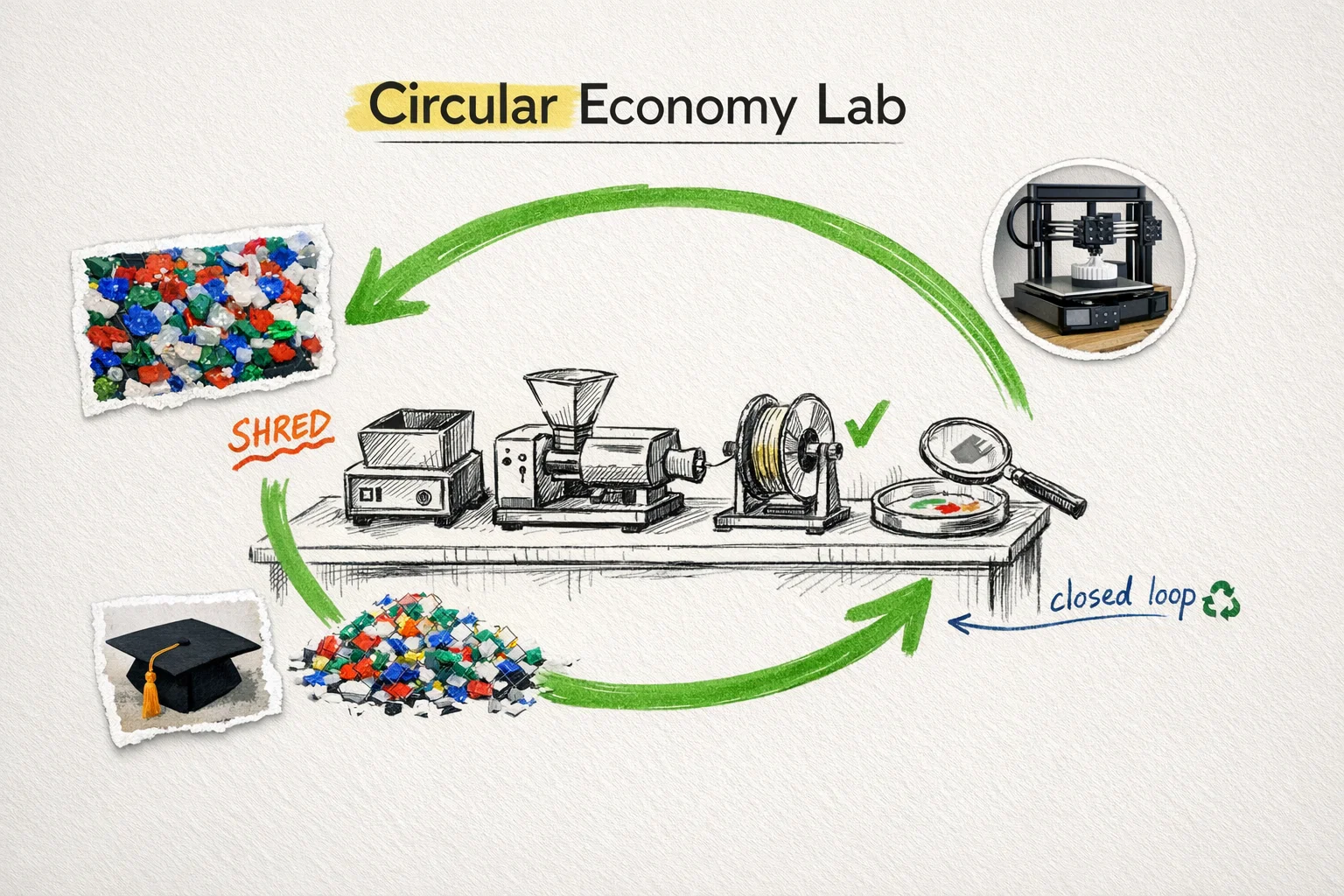
All’inizio del 2025, hanno assemblato una stazione di riciclaggio compatta: un mini trituratore da banco per la riduzione volumetrica, un essiccatore alimentare per l’asciugatura e un estrusore di filamenti da banco per la ri-estrusione. Spazio di lavoro totale: meno di 2 m². In tre mesi di attività, avevano stabilito un flusso di lavoro ripetibile che convertiva circa il 70% dei loro scarti di PLA in filamento stampabile da 1,75 mm. Il restante 30% — lotti di colori misti, pezzi contaminati e filamenti fuori specifica — è stato destinato a dimostrazioni di stampaggio a iniezione invece di finire in discarica.
Il filamento riciclato non era identico a quello vergine. La costanza del diametro era di ±0,05 mm rispetto ai ±0,02 mm delle bobine commerciali. Il colore era limitato a ciò che produceva la pila di scarti, principalmente un grigio caldo derivante dalla miscela dei colori. Tuttavia, per prototipi funzionali, maschere di montaggio, dime e stampe educative, il materiale si è dimostrato affidabile. Il makerspace ha stimato di aver recuperato tra gli 800 e i 1.000 dollari in valore di filamento nel primo anno, creando al contempo un programma di sostenibilità pratica che è diventato il workshop più popolare tra i loro membri.
Questa guida documenta il flusso di lavoro completo che hanno sviluppato — e che decine di altri laboratori e makerspace hanno da allora adottato — dallo scarto grezzo alla bobina finita.
La catena delle attrezzature: ciò di cui avete realmente bisogno
Un sistema di riciclaggio dei filamenti a ciclo chiuso è composto da cinque fasi funzionali. Non tutte le fasi richiedono attrezzature dedicate; alcune possono essere gestite con strumenti che già possedete.
Fase 1: Riduzione volumetrica — Trituratore da banco (Richiesto)
Il trituratore converte gli scarti di plastica in granuli sufficientemente piccoli da alimentare la tramoggia di un estrusore. È il primo e più critico componente della catena, perché tutto ciò che segue dipende da una dimensione costante delle particelle.
Requisiti chiave per questa applicazione:
- Dimensione delle particelle in output di 3–6 mm (il punto ideale per la maggior parte delle viti di alimentazione degli estrusori di filamento da banco)
- Controllo del motore avanti/indietro per sbloccare gli inceppamenti senza aprire la camera di taglio
- Funzionamento silenzioso per ambienti di lavoro condivisi
Il mini trituratore da banco Rumtoo è configurato specificamente per questo caso d’uso: un azionamento con motoriduttore da 1,5 kW che produce macinato da 3–6 mm tramite set di lame intercambiabili, con un livello di rumore inferiore a 55 dB. L’unità viene fornita con due configurazioni di lame: il Set A (interlinea di 5 mm, 22+22 lame) per macinato generico e il Set B (interlinea di 3 mm, 36+36 lame) per un output più fine preferito dalle viti degli estrusori di piccolo diametro.
Realtà della resa: A 1–5 kg/h, triturare 5 kg di scarti mensili richiede tra 1 e 3 ore totali. Non è una macchina a funzionamento continuo; è uno strumento di lavorazione a lotti utilizzato poche volte a settimana.
Fase 2: Setacciatura (Consigliata)
L’output grezzo del trituratore contiene una distribuzione di dimensioni delle particelle, non una singola dimensione uniforme. Per la maggior parte degli estrusori di filamento, il range di alimentazione ideale è di 3–6 mm. Le particelle al di fuori di questo range causano problemi:
- Pezzi sovradimensionati (>8 mm): Creano ponti nel collo della tramoggia o si alimentano in modo inconsistente nella vite, causando fluttuazioni del diametro.
- Polveri e fini (<2 mm): Fondono prematuramente nella zona di alimentazione, formano grumi e creano punti caldi che degradano il polimero.
Una coppia di setacci a maglie sovrapposti — 8 mm in alto, 3 mm in basso — separa l’output in tre frazioni. La frazione centrale di 3–8 mm è la vostra alimentazione utilizzabile. Il materiale sovradimensionato rientra nel trituratore. I fini possono essere raccolti per l’uso nello stampaggio a iniezione o smaltiti.
Costo: I setacci di prova in acciaio inossidabile costano tra 15 e 30 dollari ciascuno. Un agitatore manuale per setacci costa tra 50 e 100 dollari. Questa è la fase più economica dell’intera catena e ha un impatto sproporzionato sulla qualità del filamento.
Fase 3: Essiccazione (Richiesta per PETG/Nylon, Consigliata per PLA)
L’umidità è la causa principale dei fallimenti qualitativi del filamento nei flussi di lavoro di riciclaggio. Le molecole d’acqua intrappolate nei granuli di polimero si trasformano in vapore durante l’estrusione, creando bolle interne che rendono il filamento fragile, causano un diametro inconsistente e una texture superficiale ruvida.
| Materiale | Temperatura di essiccazione | Tempo minimo di essiccazione | Contenuto di umidità target |
|---|---|---|---|
| PLA | 50–55 °C | 2–4 ore | < 0,05% |
| PETG | 65 °C | 4–6 ore | < 0,02% |
| ABS | 80 °C | 2–4 ore | < 0,03% |
| Nylon (PA) | 80–85 °C | 8–12 ore | < 0,01% |
Opzioni di attrezzature, dal budget al professionale:
- Essiccatore alimentare (30–80 $): Funziona sorprendentemente bene per il PLA. Impostatelo alla temperatura appropriata, stendete i granuli in un unico strato sui vassoi e lasciatelo in funzione per il tempo prescritto. Limite: il controllo della temperatura è impreciso e la capacità è limitata a 1-2 kg per lotto.
- Stufa da laboratorio (200–500 $): Controllo della temperatura più preciso e maggiore capacità. Ideale per strutture che lavorano più materiali che richiedono diverse temperature di essiccazione.
- Essiccatore per granuli dedicato (500–2.000 $): Costruito appositamente con circolazione d’aria forzata, controllo preciso della temperatura PID e design della tramoggia che alimenta direttamente l’estrusore. La scelta giusta per strutture con operazioni di riciclaggio quotidiane.
Regola critica: Essiccate sempre il macinato immediatamente prima dell’estrusione, anche se è stato essiccato in precedenza. I granuli di polimero riassorbono l’umidità atmosferica in poche ore, specialmente in ambienti umidi. Se il macinato essiccato è rimasto in un contenitore aperto per più di 4 ore, essiccatelo di nuovo.
Fase 4: Estrusione del filamento (Richiesta)
L’estrusore fonde i granuli triturati e spinge il polimero fuso attraverso una filiera di precisione per formare un filamento continuo al diametro target — solitamente 1,75 mm o 2,85 mm.
Parametri chiave dell’estrusione per materiale:
| Parametro | PLA | PETG | ABS |
|---|---|---|---|
| Temperatura cilindro | 170–190 °C | 230–250 °C | 210–240 °C |
| Temperatura filiera | 175–185 °C | 235–245 °C | 220–235 °C |
| Velocità vite | Dipende dal materiale — iniziare lentamente, aumentare gradualmente | ||
| Diametro target | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm | 1,75 ± 0,05 mm |
| Velocità traino | Regolata per mantenere il diametro target |
La strategia di miscelazione vergine/riciclato: Se siete alle prime armi con il riciclaggio dei filamenti, iniziate con una miscela 70/30 — 70% di macinato riciclato e 30% di granuli vergini. I granuli vergini hanno proprietà di flusso fuso costanti che stabilizzano il processo di estrusione e compensano la leggera riduzione del peso molecolare del materiale riciclato. Man mano che acquisite esperienza e fiducia nella qualità del vostro macinato, aumentate gradualmente la frazione riciclata. Molti operatori esperti utilizzano PLA riciclato al 100% senza problemi una volta ottimizzati i processi di selezione ed essiccazione.
Problemi comuni di estrusione e soluzioni:
| Sintomo | Causa probabile | Soluzione |
|---|---|---|
| Bolle nel filamento | Umidità nel macinato | Essiccare più a lungo o a temperatura più alta |
| Diametro instabile | Granulometria inconsistente | Setacciare il macinato con più cura; rimuovere i fini |
| Superficie ruvida, opaca | Temperatura troppo bassa o umidità | Aumentare la temp. cilindro di 5 °C; verificare essiccazione |
| Il filamento si spezza | Degradazione del polimero o contaminazione | Verificare presenza di materiali misti; ridurre temp. di processo |
| Il filamento si arriccia dopo la filiera | Temperatura filiera troppo alta | Ridurre temp. filiera di 5 °C; aumentare flusso aria di raffreddamento |
| Ponte in tramoggia | Granuli troppo grandi o irregolari | Usare set di lame fini (Set B); ri-triturare pezzi grandi |
Gli estrusori di filamento da banco di Rumtoo sono progettati per accettare direttamente il macinato — la geometria della tramoggia e il profilo della vite sono ottimizzati per forme irregolari dei granuli, non solo per granuli commerciali uniformi. Questo è importante perché il macinato riciclato ha una densità apparente inferiore e una geometria delle particelle più variegata rispetto ai granuli vergini, e gli estrusori progettati esclusivamente per i pellet spesso faticano con la costanza di alimentazione del macinato.
Fase 5: Avvolgimento (Consigliato)
Dopo l’estrusione, il filamento deve essere raccolto su una bobina. Questo può essere fatto manualmente (tedioso e soggetto a grovigli) o con una stazione di avvolgimento.
L’avvolgimento manuale funziona per lotti molto piccoli. Estrudete il filamento su una superficie piana in anelli sciolti e poi avvolgetelo a mano su una bobina vuota. Pratico per lotti fino a 200–300 g.
L’avvolgimento automatizzato utilizza un porta-bobina motorizzato con tensione regolabile e un meccanismo di traslazione che distribuisce il filamento uniformemente su tutta la larghezza della bobina. Questo produce bobine ordinate e prive di nodi che si alimentano in modo affidabile attraverso il percorso del filamento della stampante. Per qualsiasi operazione che produca più di 500 g di filamento per sessione, una stazione di avvolgimento risparmia molta manodopera ed elimina il fallimento di stampa più comune con il filamento riciclato: i grovigli a metà stampa dovuti a bobine avvolte male.
Il flusso di lavoro completo: dalla A alla Z
Ecco il processo completo come sequenza passo dopo passo, per un lotto di 2 kg di scarti di PLA.
Fase 1: Selezione (15 minuti) Separate gli scarti per tipo di materiale. Rimuovete i pezzi con inserti metallici, etichette adesive o componenti non plastici. Opzionalmente, selezionate per colore se desiderate un output di filamento monocolore.
Fase 2: Pre-taglio (10 minuti) Tagliate i pezzi più grandi di 120 × 200 mm affinché entrino nella bocca di carico del trituratore. Un paio di cesoie robuste o una sega a nastro risolvono velocemente il problema.
Fase 3: Triturazione (30–60 minuti) Caricate i pezzi preparati nel trituratore da banco a un ritmo costante. Raccogliete il macinato da 3–6 mm in un contenitore pulito.
Fase 4: Setacciatura (10 minuti) Passate il macinato attraverso i setacci sovrapposti. Conservate la frazione da 3–8 mm. Ri-triturate i pezzi sovradimensionati. Mettete da parte i fini.
Fase 5: Essiccazione (2–6 ore, per lo più non presidiata) Caricate il macinato setacciato in un essiccatore o in una stufa alla temperatura appropriata per il tipo di materiale. Questa fase avviene senza necessità di supervisione.
Fase 6: Estrusione (60–90 minuti) Caricate il macinato essiccato nella tramoggia dell’estrusore. Portate l’estrusore alla temperatura operativa (10–15 minuti di riscaldamento). Iniziate l’estrusione a bassa velocità della vite, aumentando gradualmente e monitorando il diametro del filamento. Regolate la velocità del traino per mantenere 1,75 ± 0,05 mm.
Fase 7: Avvolgimento (simultaneo all’estrusione) Se usate una stazione di avvolgimento, il filamento si avvolge automaticamente durante l’estrusione. Se avvolgete a mano, formate anelli sciolti durante l’estrusione e avvolgete a mano dopo che il lotto è terminato.
Fase 8: Controllo Qualità (5 minuti) Misurate il diametro del filamento in 5–10 punti lungo la bobina con un calibro digitale. Verificate la presenza di difetti superficiali, bolle e flessibilità piegando un breve campione. Etichettate la bobina con il tipo di materiale, la data e il rapporto di miscelazione.
Manodopera attiva totale per un lotto di 2 kg di PLA: circa 2–3 ore. Tempo totale trascorso includendo l’essiccazione: circa 4–8 ore. Output di filamento da 2 kg di macinato: circa 1,4–1,7 kg (considerando le perdite di processo per i fini, lo spurgo di avvio e le sezioni fuori specifica).
Benchmark di qualità: Filamento riciclato vs. Filamento vergine
Avere aspettative realistiche evita delusioni e guida verso l’uso appropriato.
Precisione dimensionale
| Metrica | Filamento commerciale vergine | Filamento da banco riciclato |
|---|---|---|
| Tolleranza diametro | ±0,02 mm | ±0,05 mm (raggiungibile con la pratica) |
| Ovalità | < 1% | < 3% |
| Costanza su 100 m | Eccellente | Buona (occasionali scostamenti minori) |
Una tolleranza di ±0,05 mm è adeguata per la maggior parte delle stampe FDM. Gli slicer moderni compensano le variazioni minori del diametro tramite la regolazione della portata (flow rate). I pezzi stampati con filamento riciclato con questa tolleranza sono funzionalmente indistinguibili dalle stampe in filamento vergine per prototipazione, attrezzaggi e applicazioni non estetiche.
Proprietà meccaniche
Le ricerche pubblicate sul riciclaggio del PLA mostrano le seguenti tendenze attraverso cicli di riciclaggio successivi:
| Proprietà | PLA vergine | 1° riciclo | 2° riciclo | 3° riciclo |
|---|---|---|---|---|
| Resistenza a trazione | ~60 MPa | ~52–57 MPa | ~48–53 MPa | ~43–48 MPa |
| Allungamento a rottura | ~4–6% | ~3–5% | ~2,5–4% | ~2–3,5% |
| Resistenza agli urti | Baseline | ~90% della baseline | ~80% della baseline | ~70% della baseline |
Il primo ciclo di riciclaggio preserva l’85–95% della resistenza a trazione originale — una riduzione trascurabile per prototipi, dima e progetti educativi. Al terzo ciclo, il materiale è ancora stampabile ma notevolmente più fragile. Miscelare il 30–50% di granuli vergini in qualsiasi fase della curva di riciclaggio riporta le proprietà vicino ai livelli del vergine.
Applicazioni adatte per il filamento riciclato
Ben adatto:
- Prototipi funzionali e modelli concettuali
- Dime, maschere di montaggio e ausili per l’assemblaggio
- Stampe educative e progetti scolastici
- Alloggiamenti e involucri non strutturali
- Installazioni artistiche e pezzi da esposizione
- Materia prima di prova per lo stampaggio a iniezione
Usare con cautela:
- Componenti strutturali portanti (testare prima)
- Pezzi che richiedono una precisione dimensionale estrema (misurare il risultato stampato)
- Esposizione esterna prolungata (la stabilità UV potrebbe essere ridotta)
Non raccomandato:
- Applicazioni a contatto con alimenti (il processo di riciclaggio non certifica la sicurezza alimentare)
- Componenti medici o critici per la sicurezza
- Applicazioni che richiedono proprietà del materiale certificate
Modello di costo: l’investimento vale la pena?
Investimento in attrezzature
| Componente | Opzione Budget | Opzione Mid-range |
|---|---|---|
| Trituratore da banco | — | Mini trituratore da banco Rumtoo |
| Setacci (set di 2) | 30–60 $ | 30–60 $ |
| Soluzione essiccazione | 40–80 $ (essiccatore) | 300–500 $ (stufa lab) |
| Estrusore di filamento | — | Estrusore da banco Rumtoo |
| Stazione di avvolgimento | 0 $ (manuale) | 200–500 $ (motorizzata) |
Costi operativi mensili
| Voce | Costo |
|---|---|
| Elettricità (trituratore + estrusore, ~4 h/mese) | 1–3 $ |
| Manutenzione lame (ammortizzata su 300+ ore) | 5–10 $ |
| Sostituzione essiccante | 2–5 $ |
| Usura ugello/filiera estrusore | 5–15 $ |
| Costo operativo mensile totale | 13–33 $ |
Modello di risparmio
| Scenario | Scarti mensili | Filamento recuperato | Valore a 25 $/kg | Risparmio annuo |
|---|---|---|---|---|
| Piccolo lab (4-6 stampanti) | 2–3 kg | 1,5–2 kg | 38–50 $ | 450–600 $ |
| Makerspace medio (10-16 stamp.) | 5–8 kg | 3,5–6 kg | 88–150 $ | 1.050–1.800 $ |
| Print farm (30-50 stampanti) | 15–25 kg | 10–18 kg | 250–450 $ | 3.000–5.400 $ |
Tempo di rientro dell’investimento
Per un makerspace di medie dimensioni che risparmia tra 100 e 150 dollari al mese sui costi del filamento a fronte di un investimento totale in attrezzature di poche migliaia di dollari, il punto di pareggio si colloca nell’intervallo di 8–18 mesi. Le print farm con volumi di scarti più elevati possono raggiungere l’ammortamento in meno di 6 mesi.
L’argomentazione finanziaria è più forte quando il filamento riciclato sostituisce direttamente gli acquisti di filamento nuovo. Se il filamento riciclato viene utilizzato solo per applicazioni secondarie, il ritorno finanziario diretto è inferiore — ma il valore educativo e di coinvolgimento della comunità spesso giustifica l’investimento in modo indipendente.
Scalare: quando il sistema da banco non basta più
Il flusso di lavoro di riciclaggio dei filamenti da banco descritto qui è progettato per attività che lavorano fino a 20-30 kg di scarti al mese. Oltre questo volume, emergono due colli di bottiglia:
Il tempo di triturazione diventa significativo. Con 30 kg al mese e una resa media di 3 kg/h, la sola triturazione richiede 10 ore al mese. Il processo rimane fattibile, ma passa da un’attività occasionale a un impegno operativo quotidiano.
La capacità dell’estrusore limita l’output. Gli estrusori di filamento da banco producono tipicamente tra 300 e 800 g all’ora. Trasformare 30 kg di macinato in filamento richiede tra le 40 e le 100 ore di estrusione al mese.
Quando questi impegni di tempo superano la manodopera disponibile, il passo successivo non è necessariamente un trituratore più grande — è valutare se la vostra attività necessiti di attrezzature per il riciclaggio su scala industriale e di una linea di pellettizzazione. In quella fase, l’output si sposta dalle bobine di filamento ai granuli riciclati, che possono essere venduti o utilizzati nell’estrusione industriale. Il trituratore da banco riprende allora un ruolo di R&S.
Domande frequenti
Qual è il volume minimo di scarti che rende conveniente il riciclaggio?
Da una prospettiva puramente finanziaria, le operazioni che generano almeno 3-5 kg di scarti monomateriale al mese vedranno risparmi significativi. Al di sotto, il tempo speso potrebbe non giustificare lo sforzo per il solo risparmio sui costi. Tuttavia, il valore educativo rimane un forte motore.
Posso mescolare il macinato riciclato con granuli vergini nell’estrusore?
Sì, ed è l’approccio raccomandato. Una miscela 70/30 riciclato/vergine stabilizza il processo e produce un filamento con proprietà più vicine allo standard commerciale. I granuli vergini costano molto meno del filamento finito.
Che tolleranza sul diametro è raggiungibile con attrezzature da banco?
Con un controllo rigoroso del processo, è possibile raggiungere costantemente una tolleranza di ±0,05 mm su un filamento da 1,75 mm. È più ampia di quella del filamento commerciale (±0,02 mm) ma adeguata per la stragrande maggioranza delle applicazioni FDM.
Quante volte si può riciclare il PLA prima che sia inutilizzabile?
Si stima che il PLA possa subire 3-5 cicli di riciclaggio meccanico prima che la sua resistenza si degradi eccessivamente. Miscelare il 30-50% di materiale vergine ad ogni ciclo prolunga notevolmente la sua vita utile.
Il trituratore deve essere della stessa marca dell’estrusore?
No. L’interfaccia tra i due è semplicemente la dimensione delle particelle del macinato. Qualsiasi trituratore che produca granuli da 3–6 mm alimenterà qualsiasi estrusore di filamento da banco progettato per il macinato. Il trituratore Rumtoo è compatibile con tutti i sistemi principali.
Prossimi passi
Se siete pronti, iniziate con due misurazioni: il vostro volume mensile di scarti per tipo di materiale e il diametro del filamento utilizzato dalle vostre stampanti. Questi due numeri determinano la configurazione delle lame del trituratore e la scelta della filiera dell’estrusore.
Inviate il vostro mix di materiali e il volume al team Rumtoo. Vi raccomanderemo una configurazione di trituratore ed estrusore adatta.
Pagine correlate:
- riciclaggio filamento
- trituratore da banco
- estrusore filamento
- economia circolare
- riciclaggio stampa 3D