
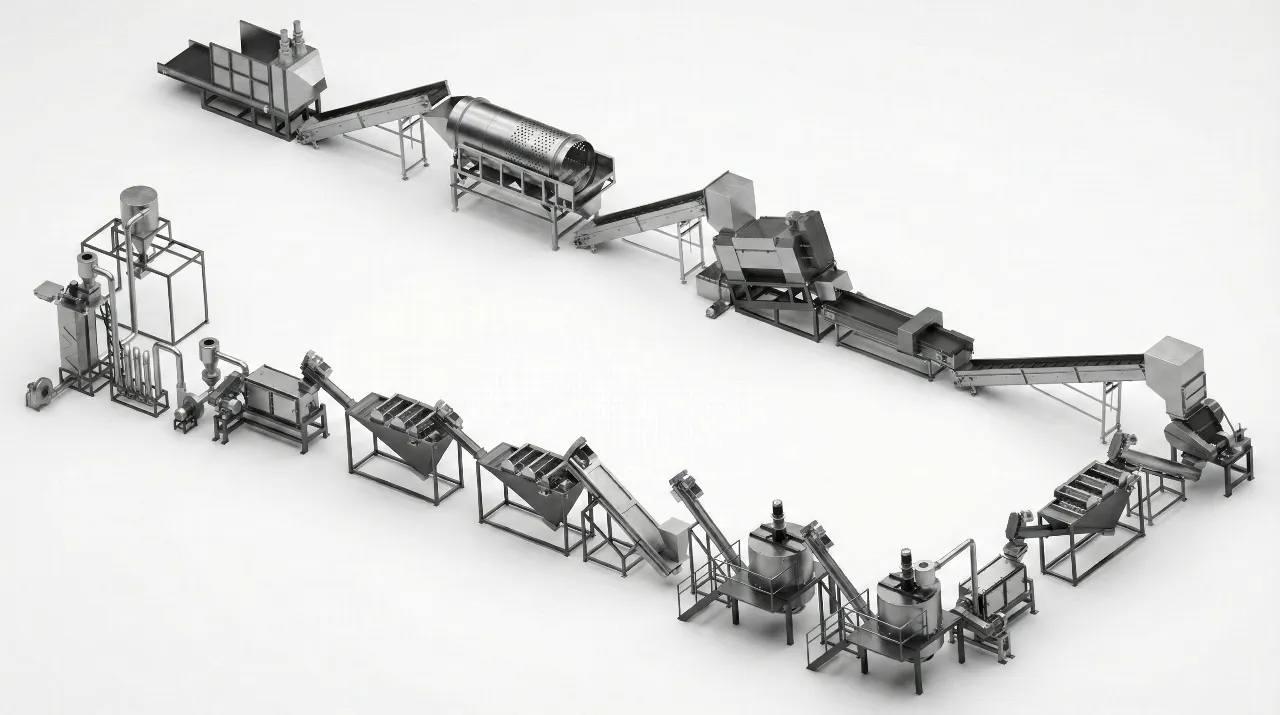

Feedstock di Bottiglie PET Post-Consumo
Un vero progetto PET parte da bottiglie miste con etichette, tappi, sporco e umidità. Le fasi iniziali devono stabilizzare questo materiale prima del lavaggio profondo.
- Mostra il carico contaminante che il front-end deve assorbire
- Aiuta a dimensionare debaling, selezione, rimozione etichette e prelavaggio
- Definisce la base per consumo acqua, hot wash e strategia di separazione
