· Rumtoo Engineering Team · Kaufratgeber · 5 Min. Lesezeit
Wirbelstromabscheider vs Magnetabscheider: wann was?
Der Magnetabscheider fängt Eisenmetall; der Wirbelstromabscheider wirft NE-Metall nach vorn. Sie sind fast immer komplementär, nicht konkurrierend. Dieser Leitfaden erklärt die Entscheidung konkret — nach Aufgabematerial, Verunreinigung, Rückgewinnungswert und Position in der Linie.
„Wirbelstromabscheider gegen Magnetabscheider” ist für nahezu jede reale Recyclinglinie die falsche Frage. Die beiden Maschinen erledigen unterschiedliche Aufgaben an unterschiedlichen Metallen, und die meisten Anlagen, die eine brauchen, brauchen am Ende beide — in einer festen Reihenfolge. Dieser Leitfaden erklärt, was jede leistet, wann Sie eine weglassen können, warum der Magnetabscheider fast immer vor dem Wirbelstromabscheider steht und wie Sie die Entscheidung an Ihrem realen Aufgabematerial ausrichten.
Was ein Magnetabscheider leistet
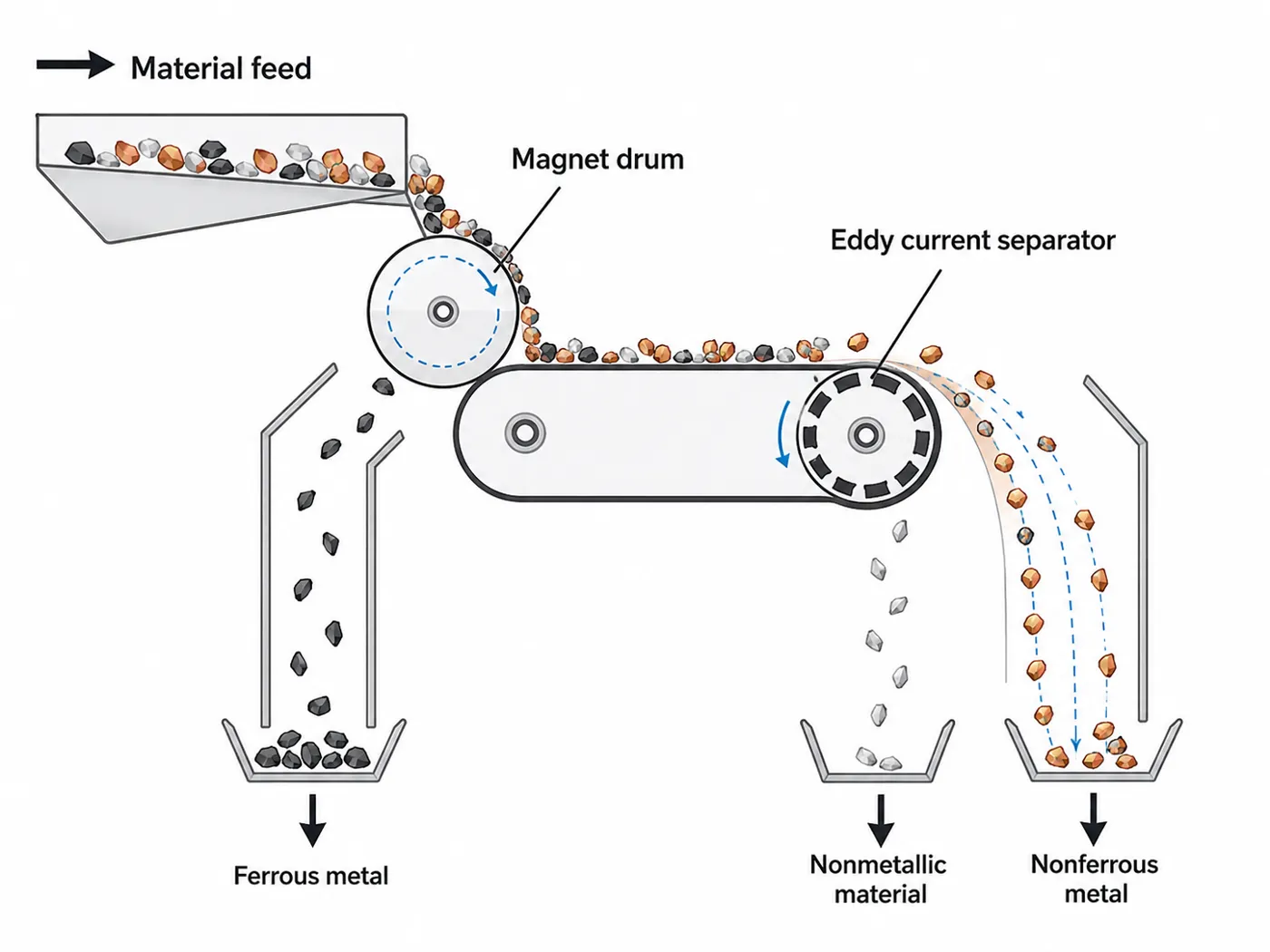
Ein Magnetabscheider — meist ein Überbandmagnet über dem Förderband oder ein Trommelmagnet am Bandkopf — nutzt ein festes Magnetfeld, um Eisenmetalle aus dem Strom zu ziehen. Das umfasst Kohlenstoffstahl, Eisen, magnetischen Edelstahl (400er-Reihe) sowie die meisten Nägel, Drähte, Verbinder und Dosen, die im Mischgut landen.
Ein Magnetabscheider fängt kein Aluminium, Kupfer, Messing, Zink, Blei oder austenitischen Edelstahl (300er-Reihe, nicht magnetisch). Für einen Magneten sind diese Metalle unsichtbar.
Er ist günstig, mechanisch einfach, wartungsarm und in praktisch jeder Linie mit Misch- oder Post-Consumer-Material Pflicht — vor allem zum Schutz nachgelagerter Maschinen vor Eisenfremdkörpern.
Was ein Wirbelstromabscheider leistet
Ein Wirbelstromabscheider (ECS) nutzt einen schnell rotierenden Magnetrotor, um zirkulierende elektrische Ströme in leitfähigen NE-Partikeln zu induzieren. Diese Ströme erzeugen ein eigenes Magnetfeld, das der Rotor abstößt — und wirft Aluminium, Kupfer und Messing am Austrag physisch nach vorn, während Kunststoff, Glas und Inertstoff kurz fallen.
Ein ECS zielt auf die Metalle, die ein Magnet nicht sieht. Er gewinnt Aluminium, Kupfer, Messing und Zinkteile mit 85–97 % Effizienz zurück, wenn die Aufgabe richtig klassiert ist. Eisenmetall fängt er nicht (es würde abgestoßen und den Rotor schädigen — es muss vorher raus).
Der ECS ist teurer als ein Magnet, hat bewegte Teile (Rotorlager, Bandabdeckung, Splitter) und rechnet sich nur, wenn das Material genug wertvolles NE-Metall enthält. Auf unserer Seite Wirbelstromabscheider finden Sie die Rotor-, Bandbreiten- und Rückgewinnungsoptionen, die Rumtoo um ein konkretes Material konfiguriert.
Konzentrischer vs exzentrischer Rotor — welcher gehört in die Spezifikation
Zwei Rotorgeometrien dominieren. Ein konzentrischer Rotor verteilt die Magnete gleichmäßig um die Trommel und erzeugt ein gleichmäßiges Feld über die Bandbreite. Er eignet sich gut für grobe, einheitlich klassierte Aufgabe (>40 mm — Aluminiumstrangpressprofile, Dosen) und ist die günstigere, wartungsärmere Option.
Ein exzentrischer Rotor verschiebt das Magnetpaket zum Austrag und konzentriert die maximale Feldstärke genau dort, wo die Partikel das Band verlassen. Diese fokussierte „Hot Zone” lässt den ECS leitfähige Partikel bis 5 mm zurückgewinnen — der Bereich, in den die meisten WEEE-, Kabel- und PCB-Feinanteile fallen. Für Aufgabe < 40 mm exzentrisch spezifizieren.
Auch die Polzahl zählt: 12 Pole bei 3.000 U/min ist die Standardeinstellung für allgemeinen WEEE ; ein 22-poliger Hochfrequenzrotor ist das Upgrade für Aluminiumspäne und Kabelrückstände < 10 mm.
Direkter Vergleich
| Faktor | Magnetabscheider | Wirbelstromabscheider |
|---|---|---|
| Erfasste Metalle | Eisen, Stahl, magnetischer Edelstahl | NE-leitfähig: Al, Cu, Messing, Zn |
| Prinzip | Statisches Magnetfeld zieht an | Rotierender Rotor induziert abstoßende Ströme |
| Position | Zuerst — vor allem anderen | Nach Magnet, nach Klassiersieb |
| Korngröße | Bis ~3 mm bei feinem Eisen | Bis ~5 mm bei NE; fällt unter 3 mm ab |
| Kapitalkosten | Niedrig | Mittel–hoch |
| Wartung | Minimal — Eisen abräumen | Lager, Bandabdeckung, Rotorfeld |
| Pflicht? | Ja, in jeder Mischlinie | Nur wenn NE-Rückgewinnung Wert hat |
Die Entscheidung: einer, der andere oder beide
Nur Magnetabscheider, wenn Ihre Verunreinigung ausschließlich Eisen ist und der Strom kein verwertbares NE-Metall enthält — etwa eine saubere post-industrielle PE-Folienlinie, in der nur vereinzelt Nägel oder Drähte auftreten.
Beide hintereinander (Magnet zuerst, ECS danach), wenn das Material wertvolles Aluminium, Kupfer oder Messing enthält — z. B. geschredderter WEEE, Kabel-Granulatreste, Automotive Shredder Residue (ASR) oder post-consumer Hartkunststoff mit Deckel- oder Folienanhaftungen.
Keines von beiden (oder nur ein Metalldetektor), wenn das Material verifiziert sauberes Neumaterial oder post-industrieller Einzelschrott ohne realistische Metallbelastung ist — ein Detektor mit Auswurfklappe reicht für die seltenen Stücke.
Sonderfälle — austenitischer Edelstahl (300er), Aluminiumfolie unter 0,1 mm, Feinanteile unter 3 mm: weder Standardmagnet noch Standard-ECS funktionieren gut. Hier braucht es Induktionssensorsortierung oder feine elektrostatische Trennung hinter dem ECS.
Warum der Magnet immer zuerst kommt
Das ist nicht optional. Eisenpartikel, die in einen ECS gelangen, werden vom Magnetfeld direkt auf die Rotorfläche gezogen, wo sie:
- Die Bandabdeckung beschädigen — ein einziger Stahlsplitter bei 3.000 U/min durchschlägt sie schnell.
- Den Rotor entmagnetisieren — wiederholte Hitze und Schläge schwächen das Feld dauerhaft und ruinieren die Rückgewinnung.
- Den NE-Ausgang verunreinigen — Eisen in der Aluminiumfraktion ist für die meisten Abnehmer ein Ausschlusskriterium.
Jede Rumtoo-ECS-Inbetriebnahme setzt einen Überband- oder Trommelmagneten vor dem ECS voraus — energiert. Plant Ihre Linie einen ECS ohne vorgelagerten Magnet, klären Sie das vor Auftrag mit dem Lieferanten — das ist eine Bedingung, die wir nie aufweichen.
Kosten und Amortisation
Ein Magnetabscheider amortisiert sich typischerweise in 6–12 Monaten allein durch weniger Schäden an Schredder- und Granulatormessern und Pumpen nachgelagert. Praktisch immer ein No-Brainer.
Ein ECS amortisiert sich über den Wert des zurückgewonnenen Metalls, nicht über Schadensvermeidung. Die Rechnung hängt ab von:
- Metallmasse im Material — bei 2 % Aluminium im geschredderten WEEE gewinnt ein 5-t/h-ECS rund 100 kg/h Aluminium bei 95 % Effizienz.
- Marktpreis — Aluminium und Kupfer sind volatil ; ein Projekt, das bei 2.000 €/t aufgeht, kann bei 1.400 €/t kippen.
- Rückgewinnungsreinheit — die Metallfraktion muss die Abnehmerspezifikation erfüllen ; die vorgelagerte Klassierung zählt so viel wie der ECS.
Für ein breiteres Bild, wo der ECS in einer Shredderlinie sitzt — und wann ein Metalldetektor reicht statt vollständiger Trennung — lesen Sie unseren Leitfaden zum industriellen Kunststoff-Schredder.
Zusammenfassung und nächste Schritte
Die Frage „ECS gegen Magnetabscheider” löst sich fast immer in beide, in dieser Reihenfolge: Magnet → Sieb → ECS auf. Der Magnet schützt den Rotor, das Sieb macht Rückgewinnungsraten erreichbar, der ECS fängt die Metalle, die der Magnet nicht sieht. Den ECS sparen Sie sich nur, wenn Ihr Strom kein verwertbares NE-Metall hat ; den Magneten nur, wenn das Material nachweislich sauber ist.
Richtig dimensioniert gewinnt diese Kombination Metall zurück, das mehr wert ist als die Maschinen selbst — Recycling-Aluminium benötigt rund 5 % der Energie, die für Primäraluminium aus Bauxit nötig ist, was viele WEEE- und ASR-Projekte von „interessant” zu „finanziert” kippen lässt.
Nennen Sie uns Aufgabequelle (geschredderter WEEE, Kabelrückstand, ASR, Hartkunststoff), bereits installierte Vorstufen und Rückgewinnungsziel — Rumtoo spezifiziert die richtige Kombination. Starten Sie auf unserer Seite Wirbelstromabscheider oder teilen Sie Ihre Linienzeichnung für eine Integrationsprüfung.
- Wirbelstromabscheider
- Magnetabscheider
- NE-Metallrueckgewinnung
- WEEE-Recycling
- Überbandmagnet