· Rumtoo Engineering Team · Buying Guides · 6 min read
Eddy Current Separator vs Magnetic Separator: When to Use Which
Magnetic separators catch ferrous metal; eddy current separators throw non-ferrous metal forward. They are almost always used together, not against each other. This guide explains the decision in concrete terms — by feed type, contamination, recovery value and order in the line.
“Eddy current separator vs magnetic separator” is the wrong way to frame the question for almost every real recycling line. The two machines do different jobs on different metals, and most plants that need one end up needing both — in a specific order. This guide explains what each does, when you can skip one, why a magnetic separator almost always goes before the eddy current separator, and how to size the decision around your actual feed.
What a Magnetic Separator Does
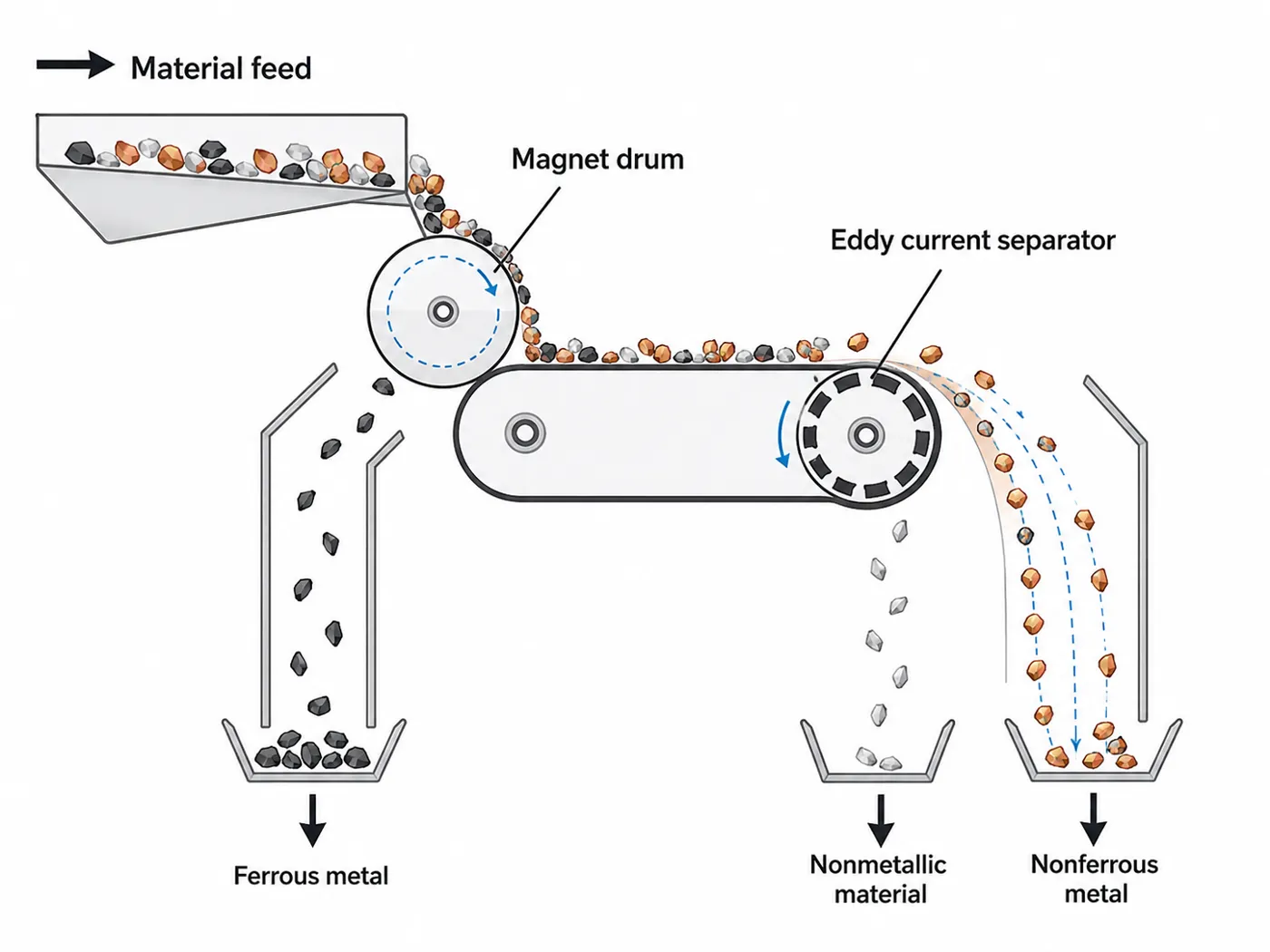
A magnetic separator — typically an overband magnet suspended above the conveyor, or a drum magnet at the conveyor head — uses a fixed magnetic field to pull ferrous metals out of the stream. That covers carbon steel, iron, mild stainless (the magnetic 400-series), and most loose nails, wires, fasteners and tin cans that end up in mixed scrap.
A magnetic separator does not catch aluminum, copper, brass, zinc, lead or austenitic stainless (the non-magnetic 300-series). To a magnet, those metals are invisible.
It is cheap, mechanically simple, low-maintenance, and almost always mandatory in any line that processes mixed or post-consumer material — primarily to protect downstream equipment from tramp iron.
What an Eddy Current Separator Does
An eddy current separator (ECS) uses a high-speed rotating magnetic rotor to induce circulating electrical currents in conductive non-ferrous particles. Those induced currents generate their own magnetic field, which the rotor repels — physically throwing aluminum, copper and brass forward off the discharge end while plastic, glass and inert material fall short.
An ECS targets the metals a magnet cannot see. It recovers aluminum, copper, brass, zinc die-castings with 85–97 % efficiency when the feed is properly classified. It does not catch ferrous metal (those are repelled and would damage the rotor — they must be removed upstream).
ECS is more expensive than a magnet, has moving parts (rotor bearings, belt cover, splitter), and pays for itself only when the feed contains enough valuable non-ferrous metal to recover. See our eddy current separator page for the rotor, belt-width and recovery-rate options Rumtoo configures around a specific feed.
Concentric vs Eccentric Rotor — Which to Specify
Two rotor geometries dominate. A concentric rotor places magnets evenly around the drum, producing a uniform field across the belt width. It works well for coarse, uniformly sized feed (>40 mm aluminum extrusions, beverage cans) and is the cheaper, lower-maintenance option.
An eccentric rotor offsets the magnetic assembly toward the discharge end, concentrating maximum field intensity at the exact point particles leave the belt. This focused “hot zone” is what lets the ECS recover conductive particles down to 5 mm — the range most WEEE, cable residue and PCB fines fall into. For any feed below 40 mm, specify eccentric.
Pole count matters too: 12-pole at 3,000 RPM is the workhorse setting for general WEEE; a 22-pole high-frequency rotor is the upgrade for aluminum chips and cable shavings below 10 mm.
Side-by-Side at a Glance
| Factor | Magnetic Separator | Eddy Current Separator |
|---|---|---|
| Metals captured | Ferrous: iron, steel, magnetic stainless | Non-ferrous conductive: Al, Cu, brass, Zn |
| How it works | Static magnetic field attracts | Rotating rotor induces eddy currents that repel |
| Position in line | First — upstream of everything else | After magnetic separator, after sizing screen |
| Particle size | Down to ~3 mm for fine ferrous | Down to ~5 mm for non-ferrous; falls off below 3 mm |
| Capital cost | Low | Medium–high |
| Maintenance | Minimal — clean off captured iron | Bearings, belt cover, rotor field check |
| Mandatory? | Yes, in any mixed/post-consumer line | Only if non-ferrous recovery has economic value |
The Decision: One, the Other, or Both?
Use a magnetic separator alone if your contamination is only ferrous and the stream has no valuable non-ferrous metal to recover — for example, a clean post-industrial PE film line where the only metal risk is the occasional stray nail or wire.
Use both, in sequence (magnet first, ECS second), if your feed contains valuable aluminum, copper or brass that you intend to recover — for example, shredded WEEE, cable-and-wire granulation residue, automotive shredder residue (ASR), or post-consumer rigid plastic with cap/foil contamination.
Use neither (or just a metal detector) if your feed is verified-clean virgin or single-source post-industrial scrap with no realistic metal contamination — in which case a non-removing detector with a reject gate is enough to catch the rare slug.
Specialty case — austenitic stainless (300-series), aluminum foil thinner than 0.1 mm, fines below 3 mm: neither standard magnet nor standard ECS works well. These need induction sensor sorters or fine-particle electrostatic separation downstream of the ECS.
Why the Magnetic Separator Always Goes First
This is not optional. Ferrous particles entering an eddy current separator are pulled directly into the rotor face by its magnetic field, where they:
- Damage the belt cover — a single steel slug at 3,000 RPM punches through quickly.
- Demagnetize the rotor — repeated heat and impact at the magnet face permanently weakens the field strength, killing recovery rates over time.
- Contaminate the non-ferrous output — iron in the recovered aluminum fraction is a deal-breaker for most downstream metal buyers.
Every Rumtoo ECS commissioning assumes an upstream overband or drum magnet is in place and energized. If your line plans to install an ECS without a magnet ahead of it, raise that with your supplier before signing — that is one constraint we never let slide.
Cost and Payback Framing
Magnetic separators typically pay back inside 6–12 months purely through reduced damage to downstream cutting knives, shredder blades and pumps. They are usually a no-brainer line item.
Eddy current separators pay back on recovered metal value, not on damage prevention. The payback math depends on:
- Metal mass in feed — at 2 % aluminum content in shredded WEEE, a 5 t/h ECS recovers ~100 kg/h of aluminum at 95 % efficiency.
- Market price — aluminum and copper prices are volatile; a project that pencils in at $2,000/t aluminum may stall at $1,400/t.
- Recovery purity — the metal fraction has to meet your buyer’s specification, which means upstream sizing matters as much as the ECS itself.
For a more detailed view of where ECS sits in a shredder line — and when an upstream metal detector is enough versus when you need full separation — read our industrial plastic shredder guide.
Summary and Next Steps
The “ECS vs magnetic separator” question almost always resolves to both, in this order: magnet → screen → ECS. The magnet protects the rotor, the screen makes recovery rates achievable, and the ECS captures the metals the magnet cannot see. Skip the ECS only if your stream has no valuable non-ferrous metal worth recovering; skip the magnet only if your feed is verifiably clean.
Done right, the metal this combination recovers is worth more than the machines that recover it — recycled aluminum requires roughly 5 % of the energy used to make virgin aluminum from bauxite, which is what tips many WEEE and ASR projects from “interesting” to “financed.”
Tell us your feed source (shredded WEEE, cable residue, ASR, rigid plastic), the upstream stages already in place, and your target recovery — Rumtoo will spec the right combination. Start from our eddy current separator page or share your line drawing for an integration review.
- eddy current separator
- magnetic separator
- non-ferrous metal recovery
- WEEE recycling
- overband magnet