

Feedstock de Botellas PET Postconsumo
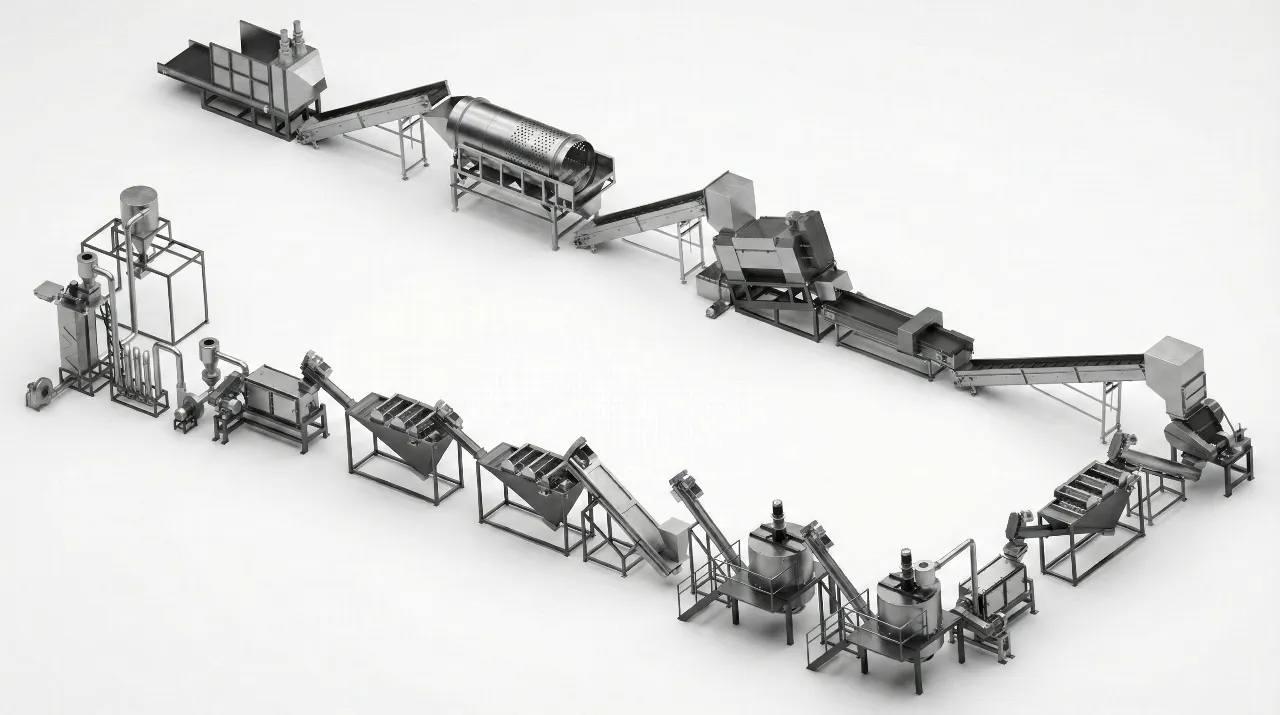
Esta etapa ayuda a estabilizar el flujo, reducir intervenciones del operador y proteger la calidad de salida. Tambien define si se requieren separacion, control de polvo, tratamiento de agua o integracion con equipos aguas abajo.
- Muestra la carga contaminante que debe absorber la parte frontal
- Ayuda a dimensionar apertura de balas, clasificación, retiro de etiquetas y prelavado
- Define la base para agua, hot wash y estrategia de separación
