

Feedstock en Bouteilles PET Post-Consommation
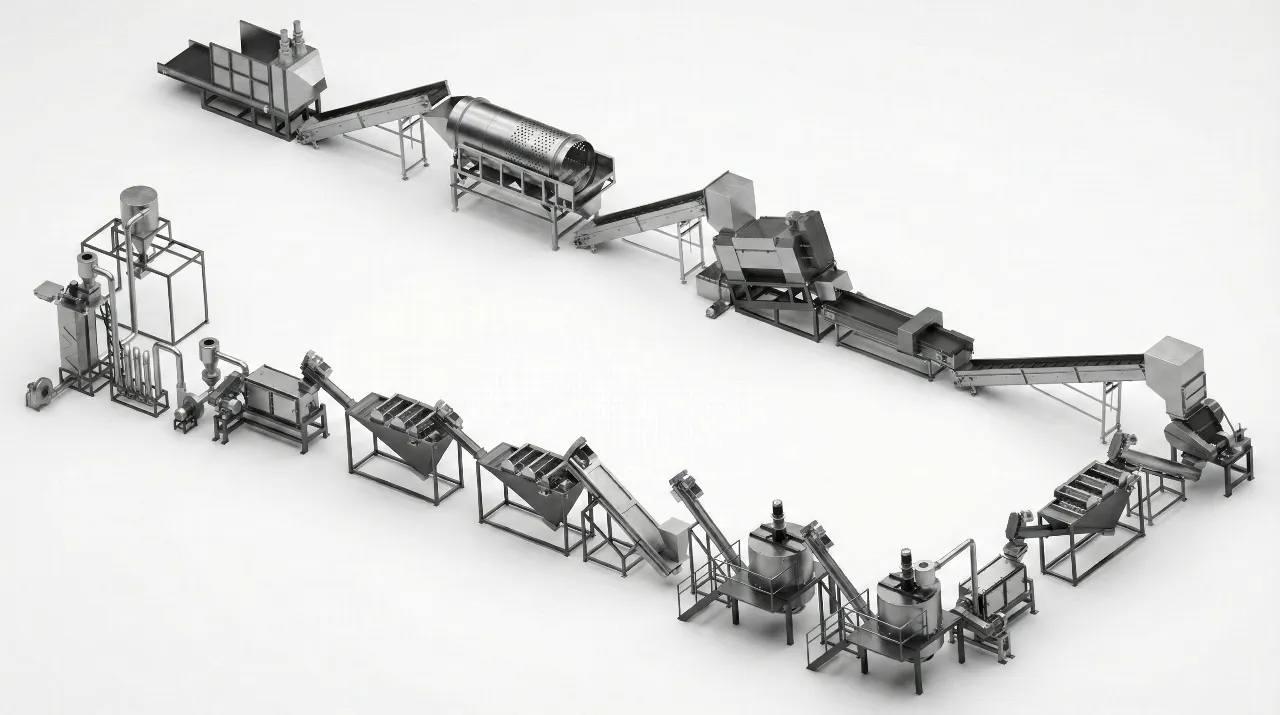
Un projet PET réel commence avec des bouteilles mélangées, des étiquettes, des bouchons, des salissures et de l’humidité. Les étapes amont doivent stabiliser cette matière avant le lavage profond.
- Montre la charge contamination que l’amont doit absorber
- Aide à dimensionner déballage, tri, retrait d’étiquettes et pré-lavage
- Pose la base pour l’eau, le hot wash et la stratégie de séparation
