· Team di Ingegneria Rumtoo · Guide all'Acquisto · 12 min di lettura
Pellettizzazione della plastica: guida completa al processo con matrice di adattamento per materiale
Guida pillar pratica alla pellettizzazione della plastica: le sei fasi complete del processo, le differenze tra sistemi a filo, ad anello d'acqua e subacquei, e una matrice di adattamento materiale per materiale per film PE, raffia PP, HDPE rigido, PET, PVC, PS, EPS e ABS. Pensata per i responsabili di impianto che devono validare lo scope prima di emettere un RFQ.
La pellettizzazione della plastica è la fase che decide se un impianto di riciclaggio vende scaglie a prezzo di scarto o un pellet a specifica vicino al prezzo del vergine. Tutto l’investimento a monte — triturazione, lavaggio, asciugatura, separazione — viene monetizzato o sprecato nella fase di pellettizzazione. Farlo bene significa adattare il processo al materiale, non comprare una linea perché un concorrente ha comprato la stessa.
Questa guida percorre le sei fasi complete del processo e fornisce poi una matrice di adattamento materiale per materiale che copre le sette tipologie di alimentazione che coprono quasi tutto il volume post-consumo e post-industriale nel 2026: film PE, raffia PP, HDPE rigido, PET, PVC, PS/EPS e ABS. È rivolta a direttori di stabilimento, buyer tecnici e team acquisti che devono validare lo scope tecnico prima di qualsiasi RFQ.
Se stai ancora confrontando configurazioni di linea complete, parti dalla nostra panoramica delle linee di pellettizzazione per riciclo. Se il materiale è già definito e vuoi passare alla selezione del macchinario, vai a come scegliere una macchina per la pellettizzazione.
Cosa significa davvero pellettizzare la plastica — e cosa no
La pellettizzazione converte i rifiuti plastici puliti e selezionati in pellet uniformi da 3-5 mm che i trasformatori a valle possono alimentare in stampaggio a iniezione, estrusione o soffiaggio esattamente come la resina vergine. Il pellet è il prodotto vendibile di un impianto di riciclo. Tutto ciò che precede è preparazione.
La pellettizzazione non è una fase di pulizia. Non può rimuovere contaminazione di carta, fini metallici, polimeri incompatibili o umidità in eccesso oltre a quanto una zona di degasaggio può estrarre. I buyer che trattano l’estrusore come “ultima chance” sottostimano sistematicamente il costo di pellet declassati, cambia-filtri intasati e lotti rifiutati.
Quando il materiale entra nella sezione di pellettizzazione deve già rispettare queste condizioni:
- Umidità: sotto l’1% per la maggior parte delle scaglie rigide, sotto lo 0,5% per PET e altre resine igroscopiche, sotto il 3-5% per film densificato in estrusore degassato
- Contaminazione grossolana: metalli, carta e polimeri incompatibili rimossi tramite separazione magnetica, vasche di flottazione e classificazione ad aria
- Granulometria: nel range previsto dalla zona di alimentazione — tipicamente 8-25 mm per scaglie rigide, pellet densificato per il film
Secondo la Ellen MacArthur Foundation, oltre l’80% dei problemi di design del packaging che impediscono la riciclabilità crea anche problemi di qualità del pellet a valle. Il pellettizzatore non può correggere ciò che bottiglia, film o etichetta non sono mai stati progettati per consentire.
Le sei fasi del processo di pellettizzazione, end-to-end
La maggior parte delle guide descrive la pellettizzazione come un processo in sette fasi, dalla raccolta al confezionamento. Questa lettura confonde la responsabilità dell’impianto con la supply chain a monte. Per un operatore che specifica una linea, lo scope rilevante sono sei fasi ingegneristiche, tutte sotto lo stesso tetto.
Fase 1 — Selezione e riduzione dimensionale
Le balle in ingresso o il materiale sfuso vengono sballati e passati attraverso trituratore o granulatore per raggiungere una pezzatura alimentabile. Il rigido viene triturato a 30-80 mm e poi granulato a scaglie 8-15 mm. Il film viene tagliato a strisce 50-150 mm prima del lavaggio.
Per tubi PVC, sfridi di profili e altri prodotti rigidi, mulino e trituratore hanno ruoli distinti — vedi trituratore vs mulino per riciclo tubi PVC. Per misto rigido/film, come scegliere una configurazione mulino-trituratore copre i compromessi.
Fase 2 — Lavaggio e asciugatura: il requisito su cui i buyer investono troppo poco
È la fase che decide la qualità del pellet. Una linea di lavaggio rimuove etichette, adesivi, sabbia, polvere e residui alimentari tramite lavatori a frizione, vasche di flottazione e reattori di lavaggio a caldo. L’asciugatura porta l’umidità a livelli gestibili dall’estrusore.
Tre modalità di guasto ricorrono negli impianti che hanno accelerato questa fase:
- Punti neri nel pellet: quasi sempre contaminazione residua sopravvissuta al lavaggio
- Gel e non fuso: spesso idrolisi da umidità in estrusore, non difetto di miscelazione
- MFI fuori spec lotto per lotto: pulizia inconsistente, non deriva dell’estrusore
Un sistema di lavaggio a caldo ben specificato costa il 30-40% della linea e si ripaga via prezzo del pellet, non via portata.
Fase 3 — Alimentazione e densificazione di materiale a bassa densità apparente
Le scaglie rigide cadono in estrusore per gravità. Film e fibra no. Il film PE ha tipicamente 30-60 kg/m³ di densità apparente — troppo leggero e instabile per alimentare uniformemente una vite. La linea deve prima densificare.
Un compattatore-tagliatore o densificatore di film trasforma film sfuso in agglomerato denso che fluisce nell’estrusore a portata costante. Senza questa fase, una linea film va in pendolazione, la portata cala del 30-50% e il colore del pellet diventa irregolare. È l’errore più comune nello scope di pellettizzazione film PE.
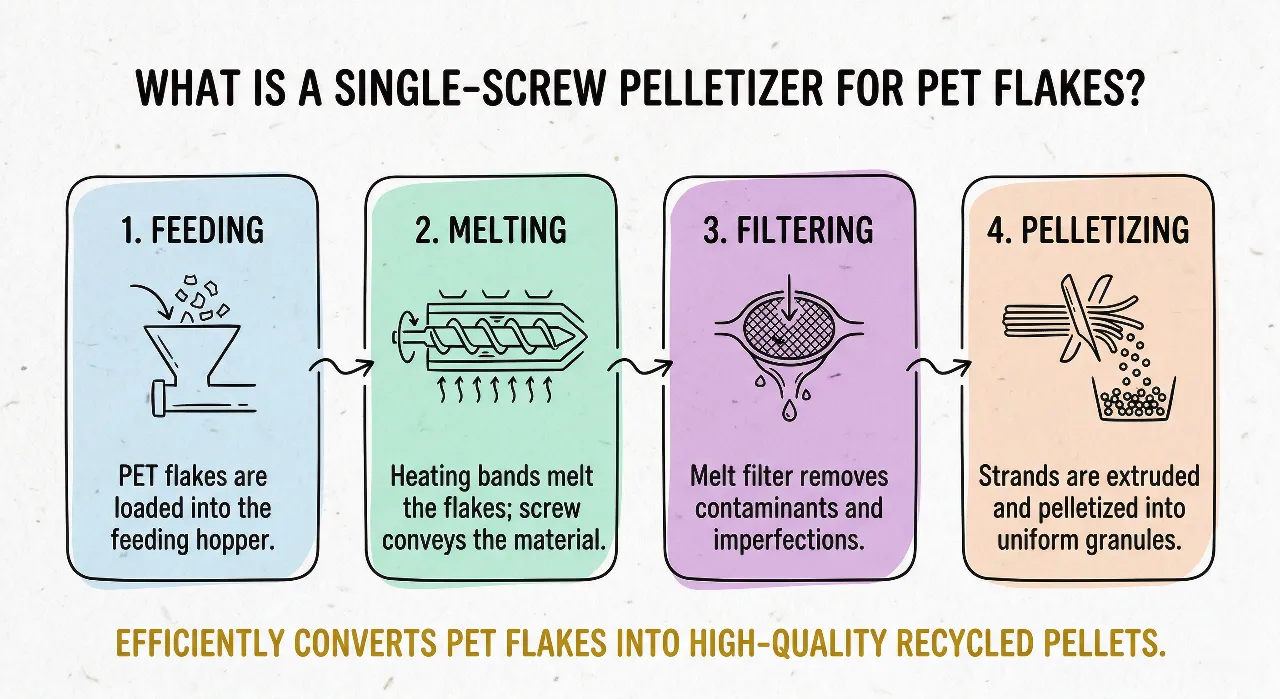
Fase 4 — Fusione, degasaggio e filtrazione del fuso
Nell’estrusore, la vite fonde e omogeneizza il polimero tramite taglio e calore del cilindro. Le porte di degasaggio estraggono umidità e volatili dal fuso sotto vuoto. Una pompa fusa stabilizza la pressione prima del cambia-filtro, che trattiene la contaminazione residua su un pacco rete tipico 60-200 mesh.
La scelta del cambia-filtro — manuale, idraulico a piastra o continuo a nastro — dipende dal livello di contaminazione e dalla tolleranza dell’applicazione finale. Film post-consumo con alta carta richiede filtro continuo; rigenerato PP post-industriale spesso lavora su cambia-piastra.
Per la scelta mono-vite vs bivite, regola pratica: mono-vite per alimentazione pulita e stabile; bivite per alta contaminazione, flussi multipli o compoundazione con additivi.
Fase 5 — Formazione del pellet: filo, anello d’acqua o subacquea
Qui divergono le tre tecnologie principali:
| Metodo | Cosa accade | Miglior uso |
|---|---|---|
| Pellettizzazione a filo (strand) | Il fuso esce a fili continui, raffredda in vasca d’acqua, asciuga ad aria e viene tagliato | PE, PP, ABS, PS rigido pulito; fusi stabili |
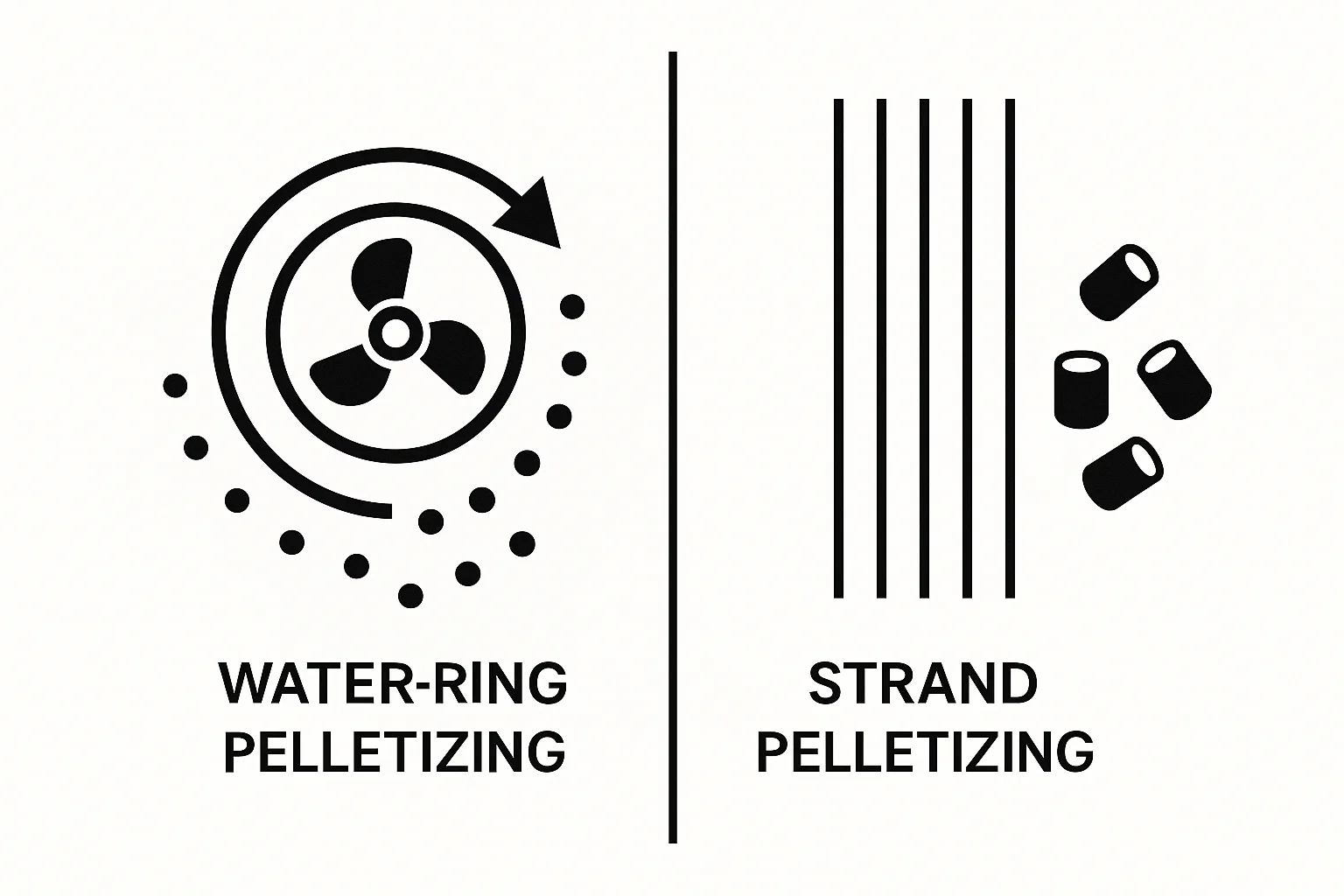
| Pellettizzazione ad anello d’acqua | Coltelli rotanti tagliano al volto della filiera in un anello d’acqua che raffredda e trasporta | Film PE, raffia PP, poliolefine morbide che cedono o si rompono come filo |
| Pellettizzazione subacquea | Volto filiera immerso in acqua temperata; taglio, raffreddamento e trasporto in circuito chiuso | PET ad alta portata, plastiche tecniche, masterbatch e compound con controllo dimensionale stretto |
Per un confronto più approfondito delle due configurazioni più comuni per i ricicliatori, vedi prezzo e selezione anello d’acqua vs filo. Per progetti film PE e sacchi tessuti PP, la guida ai pellettizzatori ad anello d’acqua copre dimensionamento e scelte di alimentazione.
Fase 6 — Raffreddamento, disidratazione e classificazione
Dopo il taglio, i pellet vengono disidratati in essiccatore centrifugo e trasportati a un classificatore vibrante che separa fini e sovramisura. I pellet conformi vanno a silo o insaccatura. Separatore magnetico e metal detector catturano contaminazione metallica residua un’ultima volta prima dell’uscita.
L’umidità finale deve essere sotto lo 0,2% per la maggior parte delle poliolefine e sotto lo 0,05% per il PET destinato a fibra o bottle-to-bottle.
Takeaway: la pellettizzazione è sei fasi ingegneristiche, non una macchina. Le più sottodimensionate sono lavaggio/asciugatura (Fase 2) e densificazione (Fase 3). Entrambe decidono il prezzo del pellet più dell’estrusore stesso.
Pellettizzazione per materiale: la matrice di adattamento
La stessa linea non pellettizza bene tutti i materiali. I sette materiali sotto coprono la quasi totalità degli scope progettuali.
Film PE e LDPE
Il film PE — buste, pacciamatura agricola, film estensibile, fodere industriali — è spesso la materia prima a maggior tonnaggio e la più impegnativa.
- Metodo consigliato: anello d’acqua con compattatore-tagliatore o densificatore di alimentazione
- Vite: mono-vite con degasaggio a vuoto; bivite solo per alta contaminazione
- Range portata: 200-1.500 kg/h per linea per film post-consumo
- Difetti comuni: gel (umidità), deriva colore (alimentazione instabile), rottura filo (raffreddamento sbagliato per fuso morbido)
L’investimento a monte non negoziabile è la densificazione. Una linea di pellettizzazione con compattazione film integra il compattatore direttamente all’alimentazione.
Raffia PP e sacchi tessuti
Raffia PP, sacchi tessuti, FIBC e PP fibrosi si comportano come film durante la pellettizzazione — leggeri, instabili, facili da bruciare.
- Metodo consigliato: anello d’acqua
- Vite: mono-vite, spesso degasaggio a due stadi
- Range portata: 300-1.200 kg/h
- Difetti comuni: ingiallimento (sovratemperatura), pellet irregolare (oscillazione alimentazione), pellet fragili (cariche da sacchi stampati)
Gli scarti di FIBC necessitano di un trituratore dedicato a monte — vedi trituratore big bag vs trituratore film.
HDPE rigido
Scaglie post-consumo di bottiglie HDPE e rigenerato HDPE post-industriale sono la poliolefina più semplice e producono il pellet riciclato di più alta qualità.
- Metodo consigliato: filo per rigenerato post-industriale pulito; anello d’acqua o subacqueo per scaglia post-consumo
- Vite: mono-vite con filtro del fuso; bivite se compoundazione o flussi colore misti
- Range portata: 500-2.500 kg/h
- Difetti comuni: punti neri (residui colla etichetta), alta varianza MFI (resine miscelate)
Vedi il layout di riferimento linea pellettizzazione plastica rigida.
Scaglie PET
Il PET è il polimero più sensibile alla qualità perché i mercati finali — bottle-to-bottle, fibra, foglio — hanno target stretti di viscosità intrinseca (IV) e colore.
- Metodo consigliato: subacquea per grado bottiglia; filo per fibra e foglio di livello inferiore
- Vite: mono-vite con cristallizzatore-preriscaldo; bivite con alto vuoto se alimentazione scaglia diretta
- Range portata: 300-2.000 kg/h
- Difetti comuni: calo IV (asciugatura insufficiente, idrolisi), ingiallimento (sovratemperatura al degasaggio), pellet opachi (fusione incompleta)
Un pellettizzatore mono-vite per scaglie PET è lo standard per grado fibra. Bottle-to-bottle richiede uno stadio SSP successivo.
Rigenerato tubo e profilo PVC
Il PVC è il polimero di larga diffusione più sensibile al calore. Il tempo di permanenza nell’estrusore deve essere minimizzato perché il PVC degrada rapidamente oltre i 200 °C, rilasciando HCl che attacca vite e cilindro.
- Metodo consigliato: taglio a freddo dopo polverizzazione — la maggior parte dei ricicliatori PVC non pellettizza a fusione, vende polvere polverizzata
- Vite: se pellettizzazione richiesta, mono-vite a alimentazione forzata conica, L/D corto, cilindro bimetallico
- Range portata: 200-800 kg/h
- Difetti comuni: striature da bruciatura (permanenza eccessiva), corrosione HCl (metallurgia errata), uscita fragile (sovrataglio)
Per la maggior parte dei ricicliatori PVC tubo e profilo, la risposta giusta non è pellettizzare. Vedi processo di riciclo tubi PVC, triturazione tubi e profili PVC e guida al polverizzatore PVC 20-120 mesh.
PS, EPS e ABS
- PS rigido: filo, mono-vite, 300-1.500 kg/h. Difetti: ingiallimento, fragilità da monomero residuo
- EPS: richiede densificazione a pressa fredda prima — una pressa fredda per EPS converte blocchi 30 kg/m³ in lingotti 600-900 kg/m³
- ABS: filo o subacquea, mono-vite con asciugatura completa (l’ABS assorbe umidità e produce bolle in superficie)
Tabella rapida di adattamento
| Materiale | Metodo | Vite | Portata | Difetto critico |
|---|---|---|---|---|
| Film PE / LDPE | Anello d’acqua | Mono, degassata | 200-1.500 kg/h | Gel, deriva colore |
| Raffia PP | Anello d’acqua | Mono, 2 stadi | 300-1.200 kg/h | Ingiallimento, fragilità |
| HDPE rigido | Filo o anello | Mono (pulito) / Bi (misto) | 500-2.500 kg/h | Punti neri, varianza MFI |
| Scaglie PET | Subacquea o filo | Mono + cristallizzatore | 300-2.000 kg/h | Calo IV, ingiallimento |
| PVC | Taglio freddo / polverizzare | Mono, bimetallico, L/D corto | 200-800 kg/h | Bruciatura, corrosione HCl |
| PS / ABS | Filo o subacquea | Mono, con asciugatura | 300-1.500 kg/h | Fragilità, bolle |
| EPS | Filo (dopo pressa fredda) | Mono | 200-800 kg/h | Varianza densità |
Come scegliere la configurazione giusta
Fissato il materiale, tre domande di dimensionamento decidono la linea.
Formula di dimensionamento
Portata richiesta (kg/h) = Tonnellaggio giornaliero (kg) ÷ Ore operative al giorno
Un impianto da 12.000 kg/giorno su 20 ore necessita nominalmente di 600 kg/h. Aggiungere margine 20-25% per manutenzione, picchi stagionali e fermi non programmati.
Bande di capacità:
- Piccola (100-500 kg/h): recupero post-industriale, R&D, pilota
- Media (500-1.500 kg/h): ricicliatori regionali con contratti di ritiro
- Grande (oltre 1.500 kg/h): scala industriale con balle post-consumo
Se l’espansione è probabile entro cinque anni, sovradimensionare quadro elettrico e ingombro in fase di costruzione.
Albero decisionale
- Film, raffia o poliolefina morbida? → anello d’acqua
- PET, plastica tecnica o compound con controllo dimensionale stretto? → subacquea
- HDPE, PP, ABS, PS rigido pulito? → filo
- PVC? → polverizzare, non pellettizzare a fusione salvo richiesta
- EPS? → pressa fredda poi filo
Mono-vite vs bivite, in breve
Mono-vite è lo standard del riciclo: più semplice, meno costosa, manutenzione facile, minor consumo per tonnellata. Bivite si giustifica se:
- Contaminazione alta e variabile
- Flussi multipli da compoundare in un singolo pellet
- Additivi, cariche o compatibilizzanti aggiunti in estrusore
- Applicazione finale richiede MFI o omogeneità del fuso stretti
Per la maggior parte dei ricicliatori post-consumo mono-resina, mono-vite è la risposta giusta.
Difetti qualità e cosa dicono della linea
Leggere il pellet è la diagnosi più rapida. Tabella per avviamento e revisione qualità trimestrale.
| Difetto | Causa probabile | Fase |
|---|---|---|
| Punti neri | Colla etichetta, carbone carta, contaminazione | Fase 2 (lavaggio) e 4 (cambia-filtro) |
| Ingiallimento | Sovratemperatura o permanenza eccessiva | Fase 4 (profilo estrusore) |
| Gel e non fuso | Idrolisi umidità o miscela insufficiente | Fase 2 (asciugatura) e 4 (vite) |
| Pellet irregolare | Oscillazione alimentazione, usura coltelli | Fase 3 (densificatore) e 5 (coltelli) |
| Rottura filo | Fuso morbido raffreddato male a filo | Fase 5 (passare ad anello d’acqua) |
| Varianza MFI | Resine miscelate, alimentazione instabile | Fase 1 (selezione) e 3 (stabilità) |
| Bolle superficie | Umidità residua o volatili intrappolati | Fase 2 (asciugatura) e 4 (degasaggio) |
| Fragilità | Cariche contaminanti, sovrataglio | Fase 1 (selezione) e 4 (giri vite) |
Per un flusso QA pratico vedi come migliorare il controllo qualità delle scaglie riciclate.
Costo e ROI di una linea
L’investimento scala con portata, complessità del materiale e specifica del pellet. Range 2026 per linea completa (escluso edificio, utenze e trasporto):
| Taglia | Materiale | Investimento | Payback |
|---|---|---|---|
| 300-500 kg/h film | Film PE post-industriale | 80.000-180.000 $ | 18-30 mesi |
| 500-1.000 kg/h rigido | HDPE/PP post-consumo | 180.000-400.000 $ | 24-36 mesi |
| 1.000-2.000 kg/h PET | Scaglia bottiglia, grado fibra | 400.000-1.200.000 $ | 30-48 mesi |
Ipotesi: prezzi di ritiro stabili e 75-85% di uptime. Gli impianti che risparmiano sulla manutenzione del pellettizzatore vedono l’uptime scendere sotto il 70% in 18 mesi e il payback allungarsi di 6-12 mesi.
La variabile più sottostimata è la qualità del materiale. Una linea progettata per rigenerato post-industriale pulito che lavora balla mista post-consumo non raggiungerà il nominale e produrrà fuori-spec.
Domande frequenti
Cos’è la pellettizzazione nel riciclo plastico?
È il processo che fonde rifiuti plastici puliti e selezionati per formarli in pellet uniformi da 3-5 mm utilizzabili come sostituto diretto del vergine. È la fase finale della linea e decide qualità e prezzo del pellet.
Quali sono i tre tipi principali?
A filo (filo raffreddato in acqua poi tagliato), ad anello d’acqua (coltelli al volto della filiera in un anello d’acqua) e subacquea (volto filiera immerso). Filo per rigenerato rigido pulito, anello d’acqua per film e poliolefine morbide, subacquea per PET e plastiche tecniche.
La stessa linea può pellettizzare PE, PP e PET?
No. PE e PP possono condividere una linea ad anello d’acqua con cambio vite e filiera. Il PET richiede asciugatura, controllo termico e tipicamente pellettizzazione subacquea diversi. Il PVC non deve condividere linea — cloro residuo corrode i cilindri a valle.
Quanto costa una linea di pellettizzazione?
Film 300-500 kg/h: 80.000-180.000 $. Rigido 500-1.000 kg/h: 180.000-400.000 $. PET 1.000-2.000 kg/h: 400.000-1.200.000 $. Escluso lavaggio, asciugatura, edificio e utenze.
Pellettizzare è uguale a granulare?
No. Granulare produce scaglie irregolari per riduzione meccanica senza fondere. Pellettizzare produce pellet uniformi formati dal fuso. Verificare se la macchina fonde il polimero.
Si può pellettizzare il PVC?
Tecnicamente sì, ma la maggior parte non lo fa. Il PVC degrada oltre i 200 °C rilasciando HCl che corrode l’estrusore. La via dominante per tubo e profilo è la polverizzazione. Quando serve pellet, mono-vite L/D corto a cilindro bimetallico, permanenza minima.
Prossimi passi
Pellettizzare con profitto si riduce a tre decisioni in ordine: confermare materiale e qualità reale, adattare metodo e vite, dimensionare al volume giornaliero reale più 20-25% di margine. Saltarne una non impedisce alla linea di girare, ma ne pregiudica il payback.
Quando vuoi definire lo scope di una linea per un materiale specifico, il nostro team di ingegneria rivede materiale, portata target e specifica del pellet e restituisce una configurazione con range di costo prima di qualsiasi RFQ. Parti dalla panoramica delle linee di pellettizzazione o contattaci direttamente.
- pellettizzazione plastica
- processo di pellettizzazione
- linea di pellettizzazione plastica
- tipi di pellettizzatori
- pellet plastici riciclati