· Zespół Inżynieryjny Rumtoo · Przewodniki Zakupowe · 11 min czytania
Regranulacja tworzyw sztucznych: kompletny przewodnik po procesie z macierzą doboru materiału
Praktyczny przewodnik filarowy po regranulacji tworzyw sztucznych: pełen sześcioetapowy proces, różnice między systemami strand, water-ring i podwodnymi oraz macierz doboru materiał po materiale dla folii PE, raffi PP, sztywnego HDPE, PET, PVC, PS, EPS i ABS. Dla decydentów w zakładach recyklingu, którzy muszą zwalidować zakres przed wysłaniem RFQ.
Regranulacja tworzyw sztucznych to etap, który decyduje, czy zakład recyklingu sprzedaje płatki po cenie złomu, czy regranulat o specyfikacji w cenie bliskiej tworzywu pierwotnemu. Cała inwestycja na wcześniejszych etapach — rozdrabnianie, mycie, suszenie, separacja — jest ostatecznie zmonetyzowana lub zmarnowana na etapie regranulacji. Zrobienie tego dobrze oznacza dostosowanie procesu do materiału, a nie kupowanie linii dlatego, że konkurent kupił taką samą.
Ten przewodnik prowadzi przez sześć pełnych etapów procesu i następnie dostarcza macierz doboru materiał po materiale obejmującą siedem wsadów, które w 2026 r. obejmują niemal cały wolumen postkonsumencki i postprzemysłowy: folia PE, raffia PP, sztywny HDPE, PET, PVC, PS/EPS i ABS. Adresowany do kierowników zakładów, kupców technicznych i zespołów zakupowych, którzy muszą zwalidować zakres techniczny przed wysłaniem RFQ.
Jeśli wciąż porównujesz pełne konfiguracje linii, zacznij od naszego przeglądu linii regranulacji. Jeśli materiał jest już zdefiniowany i chcesz przejść do wyboru sprzętu, przejdź do jak wybrać maszynę regranulującą.
Co naprawdę oznacza regranulacja tworzyw — a co nie
Regranulacja tworzyw to proces przekształcania oczyszczonego i posortowanego odpadu z tworzyw sztucznych w jednolite granulki 3-5 mm, które przetwórcy mogą podawać do wtryskarek, ekstruderów lub form wydmuchowych dokładnie jak surowiec pierwotny. Regranulat to produkt sprzedażny zakładu recyklingu. Wszystko wcześniej to przygotowanie.
Regranulacja nie jest etapem czyszczenia. Nie usunie zanieczyszczeń papierowych, drobnych metali, niekompatybilnych polimerów ani nadmiaru wilgoci poza tym, co odgazowanie może wyciągnąć. Kupcy traktujący ekstruder jako „ostatnią szansę” systematycznie zaniżają koszty obniżonej klasy regranulatu, zapchanej zmiany sit i odrzuconych partii.
Gdy materiał trafia do sekcji regranulacji, musi już spełniać te warunki:
- Wilgotność: poniżej 1% dla większości sztywnych płatków, poniżej 0,5% dla PET i innych żywic higroskopijnych, poniżej 3-5% dla zagęszczonej folii w ekstruderze z odgazowaniem
- Zgrubne zanieczyszczenia: metale, papier i niekompatybilne polimery usunięte przez separację magnetyczną, wanny sink-float i klasyfikację powietrzną
- Granulacja: w zakresie, dla którego strefa podawania jest zaprojektowana — typowo 8-25 mm dla sztywnych płatków, zagęszczony pellet dla folii
Według Ellen MacArthur Foundation ponad 80% problemów projektowych opakowań uniemożliwiających recyklowalność powoduje również problemy z jakością regranulatu. Regranulator nie naprawi tego, czego butelka, folia lub etykieta nigdy nie zostały zaprojektowane, by umożliwić.
Sześć etapów procesu regranulacji, od początku do końca
Większość przewodników opisuje regranulację jako proces siedmioetapowy od zbiórki do pakowania. Takie ujęcie miesza odpowiedzialność zakładu z łańcuchem dostaw. Dla operatora specyfikującego linię, istotny zakres to sześć etapów inżynierskich, wszystkie pod jednym dachem.
Etap 1 — Sortowanie i redukcja rozmiaru
Przychodzące bele lub luźny materiał są rozplątywane i przepuszczane przez rozdrabniacz lub granulator do osiągnięcia wymiaru nadającego się do podania. Materiał sztywny jest rozdrabniany typowo do 30-80 mm i granulowany do płatków 8-15 mm. Folia jest cięta na paski 50-150 mm przed myciem.
Dla rur PVC, ścinków profili i innych sztywnych produktów, kruszarka i rozdrabniacz pełnią różne role — zobacz kruszarka vs rozdrabniacz do recyklingu rur PVC. Dla miksu sztywne/folia jak wybrać konfigurację kruszarki-rozdrabniacza omawia kompromisy.
Etap 2 — Mycie i suszenie: warunek, w którym kupcy inwestują za mało
To etap decydujący o jakości regranulatu. Linia mycia usuwa etykiety, kleje, piasek, kurz i resztki spożywcze za pomocą myjek tarciowych, wann sink-float i reaktorów mycia na gorąco. Suszenie sprowadza wilgoć do poziomu, który ekstruder obsługuje.
Trzy tryby awarii powtarzają się w zakładach, które przyspieszyły ten etap:
- Czarne punkty w regranulacie: prawie zawsze zanieczyszczenia śladowe, które przeżyły mycie
- Żele i niedotopione: często hydroliza wilgoci w ekstruderze, nie błąd mieszania
- Off-spec MFI partia po partii: niespójne czyszczenie, nie dryf ekstrudera
Dobrze specyfikowany system mycia na gorąco kosztuje 30-40% linii i zwraca się przez cenę regranulatu, nie przepustowość.
Etap 3 — Podawanie i zagęszczanie materiału o niskiej gęstości nasypowej
Sztywne płatki opadają do ekstrudera grawitacyjnie. Folia i włókna nie. Folia PE ma typowo 30-60 kg/m³ gęstości nasypowej — za lekka i zbyt niestabilna, by równomiernie zasilać ślimak. Linia musi najpierw zagęścić.
Kompaktor-tnący lub zagęszczarka folii przekształca luźną folię w gęsty aglomerat, który płynie do ekstrudera ze stałą prędkością. Bez tego etapu linia folii pulsuje, przepustowość spada o 30-50%, a kolor regranulatu staje się nierówny. To najczęstszy błąd w zakresie regranulacji folii PE.
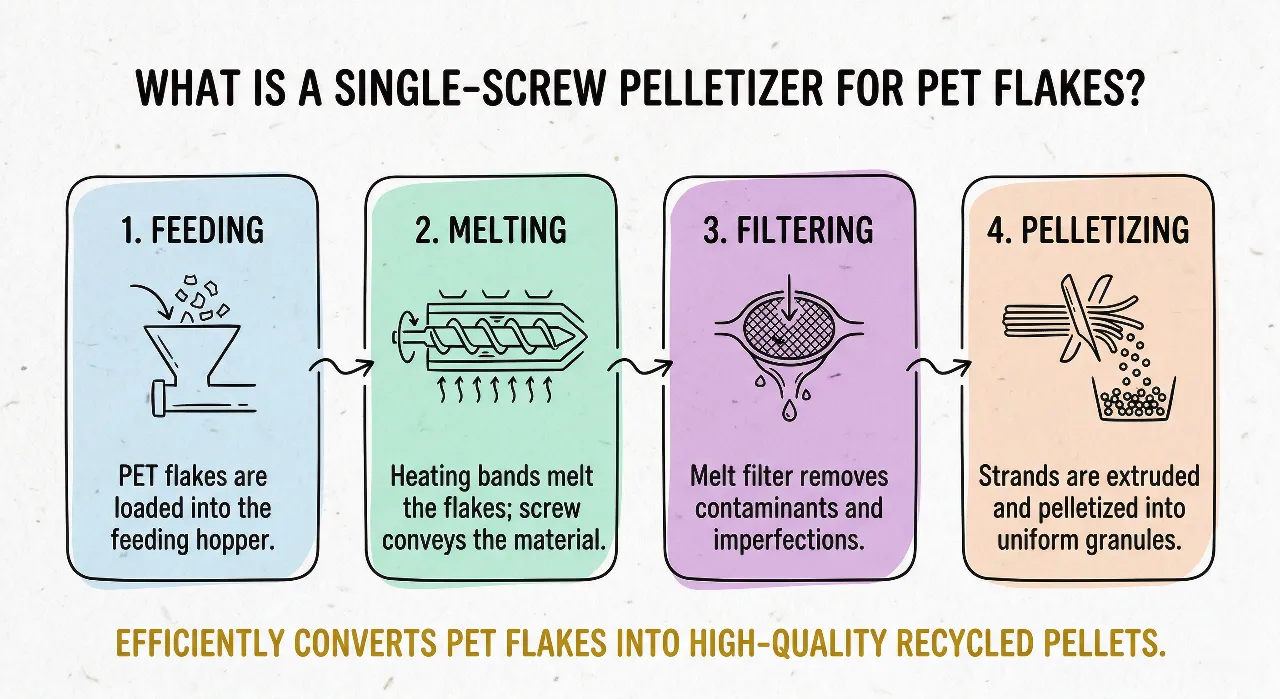
Etap 4 — Topienie, odgazowanie i filtracja stopu
W ekstruderze ślimak topi i homogenizuje polimer przez ścinanie i ciepło cylindra. Otwory odgazowujące wyciągają wilgoć i lotne pod próżnią. Pompa stopu stabilizuje ciśnienie przed zmiennikiem sit, który zatrzymuje resztkę zanieczyszczeń pakietem sit typowo 60-200 mesh.
Wybór zmiennika sit — ręczny, hydrauliczny płytowy lub ciągły taśmowy — zależy od poziomu zanieczyszczeń i tolerancji końcowego zastosowania. Folia postkonsumencka z wysoką zawartością papieru wymaga filtra ciągłego; postprzemysłowy regranulat PP często działa na zmienniku płytowym.
Dla wyboru jednoślimakowy vs dwuślimakowy, reguła praktyczna: jednoślimakowy dla czystego, stabilnego materiału; dwuślimakowy dla wysokich zanieczyszczeń, wielu strumieni lub kompoundowania z dodatkami.
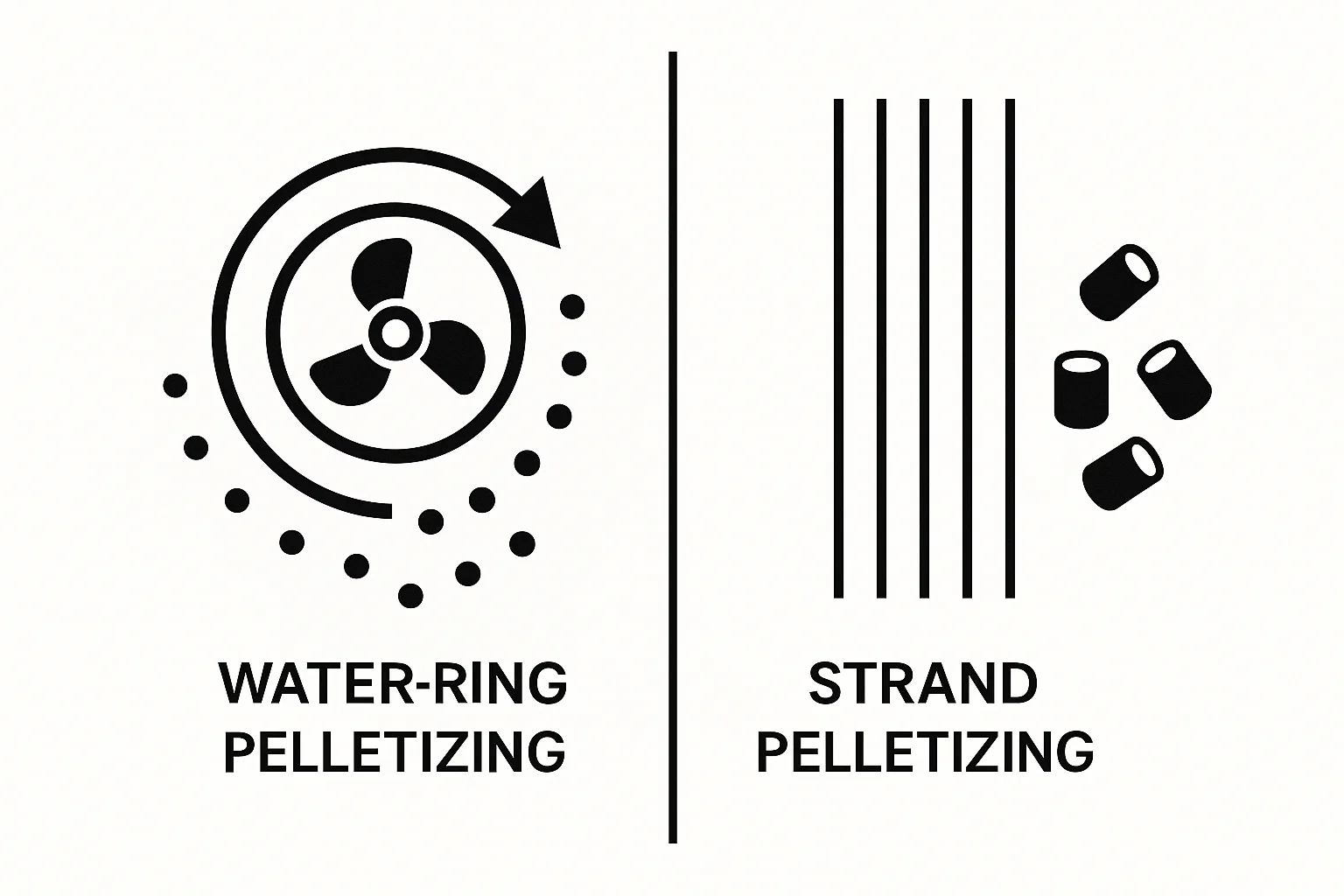
Etap 5 — Tworzenie regranulatu: strand, water-ring lub podwodny
Tu rozchodzą się trzy główne technologie:
| Metoda | Jak działa | Najlepsze zastosowanie |
|---|---|---|
| Strand (sznurkowa) | Stop wychodzi jako ciągłe sznurki, chłodzi w wodzie, suszy powietrzem i jest cięty | Czyste sztywne PE, PP, ABS, PS regranulat; stabilne stopy |
| Water-ring | Obracające się noże tną na czole matrycy w pierścieniu wody, który chłodzi i transportuje | Folia PE, raffia PP, miękkie poliolefiny opadające lub łamiące się jako sznur |
| Podwodna | Czoło matrycy zanurzone w temperowanej wodzie; cięcie, chłodzenie i transport w zamkniętym obiegu | PET o wysokiej wydajności, tworzywa techniczne, masterbatch i kompoundy z ścisłą kontrolą rozmiaru |
Dla głębszego porównania dwóch najczęstszych konfiguracji recyklerskich zobacz cena i wybór water-ring vs strand. Dla projektów folii PE i tkanych worków PP, przewodnik po regranulatorach water-ring omawia dobór i podawanie.
Etap 6 — Chłodzenie, odwadnianie i klasyfikacja
Po cięciu regranulat jest odwadniany w suszarce odśrodkowej i transportowany do wibracyjnego klasyfikatora oddzielającego drobne i nadwymiarowe. Zgodny regranulat trafia do silosu lub stacji workującej. Separator magnetyczny i detektor metalu wyłapują śladowe zanieczyszczenia metalowe ostatni raz przed opuszczeniem zakładu.
Końcowa wilgotność powinna być poniżej 0,2% dla większości poliolefin i poniżej 0,05% dla PET przeznaczonego na włókno lub bottle-to-bottle.
Najważniejsze: regranulacja tworzyw to sześć etapów inżynierskich, nie jedna maszyna. Najczęściej niedoszacowane to mycie/suszenie (Etap 2) i zagęszczanie (Etap 3). Oba decydują o cenie regranulatu bardziej niż sam ekstruder.
Regranulacja według materiału: macierz doboru
Ta sama linia nie regranuluje dobrze każdego tworzywa. Siedem wsadów poniżej pokrywa większość zakresów projektów.
Folia PE i LDPE
Folia PE — torebki, ściółka rolnicza, folia stretch, wyłożenia przemysłowe — to często największy tonaż i najtrudniejszy materiał do regranulacji.
- Rekomendowana metoda: water-ring z kompaktorem-tnącym lub zagęszczarką folii podającą ekstruder
- Ślimak: jednoślimakowy z odgazowaniem próżniowym; dwuślimakowy tylko przy wysokim zanieczyszczeniu
- Pasmo wydajności: 200-1.500 kg/h na linię dla folii postkonsumenckiej
- Częste wady: żele (wilgoć), dryf koloru (niestabilne podawanie), pęknięcie sznura (zła chłodzenie miękkiego stopu)
Niezbędną inwestycją na wcześniejszym etapie jest zagęszczanie. Linia regranulacji z zagęszczaniem folii integruje kompaktor bezpośrednio z podawaniem ekstrudera.
Raffia PP i tkane worki
Raffia PP, tkane worki, FIBC i włóknisty PP zachowują się jak folia podczas regranulacji — lekkie, niestabilne, łatwe do przypalenia.
- Rekomendowana metoda: water-ring
- Ślimak: jednoślimakowy, często odgazowanie dwustopniowe
- Pasmo wydajności: 300-1.200 kg/h
- Częste wady: zażółcenie (przegrzanie), nierówny rozmiar (wahania podawania), kruchy regranulat (wypełniacze z drukowanych worków)
Odpady FIBC zwykle wymagają dedykowanego rozdrabniacza wcześniej — zobacz rozdrabniacz big bag vs folia.
Sztywny HDPE
Postkonsumencki płatek HDPE z butelek i postprzemysłowy regranulat HDPE to najprostsza poliolefina i daje najwyższej jakości regranulat.
- Rekomendowana metoda: strand dla czystego postprzemysłowego regranulatu; water-ring lub podwodna dla postkonsumenckiego płatka
- Ślimak: jednoślimakowy z filtrem stopu; dwuślimakowy przy kompoundowaniu lub mieszanych strumieniach kolorystycznych
- Pasmo wydajności: 500-2.500 kg/h
- Częste wady: czarne punkty (pozostałości kleju etykiet), wysoka wariancja MFI (mieszane żywice)
Zobacz layout odniesienia linia regranulacji do sztywnych tworzyw.
Płatek PET
PET jest najwrażliwszym jakościowo polimerem, bo rynki końcowe — bottle-to-bottle, włókno, folia — mają ścisłe cele lepkości wewnętrznej (IV) i koloru.
- Rekomendowana metoda: podwodna dla klasy butelkowej; strand dla włókna i niższej klasy folii
- Ślimak: jednoślimakowy z krystalizatorem-podsuszaczem; dwuślimakowy z wysoką próżnią przy bezpośrednim podawaniu płatka
- Pasmo wydajności: 300-2.000 kg/h
- Częste wady: spadek IV (niedostateczne suszenie, hydroliza), zażółcenie (przegrzanie w odgazowaniu), mętne regranulaty (niepełne topienie)
Regranulator jednoślimakowy do płatka PET to standard dla klasy włóknowej. Bottle-to-bottle wymaga dodatkowego etapu SSP.
Regranulat rur i profili PVC
PVC to najbardziej wrażliwy termicznie polimer masowy. Czas przebywania w ekstruderze musi być minimalizowany, bo PVC degraduje szybko powyżej 200 °C, uwalniając HCl atakujący ślimak i cylinder.
- Rekomendowana metoda: cięcie na zimno po pulweryzacji — większość recyklerów PVC nie regranuluje przez topienie, sprzedaje sproszkowany PVC
- Ślimak: jeśli regranulacja konieczna, jednoślimakowy z wymuszonym stożkowym podawaniem, krótkim L/D, bimetalowym antykorozyjnym cylindrem
- Pasmo wydajności: 200-800 kg/h
- Częste wady: czarne smugi spalenia (zbyt długi czas), korozja HCl (zła metalurgia cylindra), kruchy wyjście (nadmierne ścinanie)
Dla większości recyklerów rur i profili PVC, właściwą odpowiedzią nie jest regranulacja. Zobacz proces recyklingu rur PVC, kruszenie rur i profili PVC oraz przewodnik po pulweryzatorze PVC 20-120 mesh.
PS, EPS i ABS
- PS sztywny: strand, jednoślimakowy, 300-1.500 kg/h. Wady: zażółcenie, kruchość od resztkowego monomeru
- Piana EPS: wymaga zagęszczenia prasą na zimno przed regranulacją — prasa na zimno do pianki EPS zamienia bloki 30 kg/m³ w wlewki 600-900 kg/m³
- ABS: strand lub podwodny, jednoślimakowy z dokładnym suszeniem (ABS absorbuje wilgoć i tworzy pęcherzyki powierzchniowe)
Tabela szybkiego doboru
| Materiał | Metoda | Ślimak | Wydajność | Krytyczna wada |
|---|---|---|---|---|
| Folia PE / LDPE | Water-ring | Jedno, odgazowany | 200-1.500 kg/h | Żele, dryf koloru |
| Raffia PP | Water-ring | Jedno, 2-stopniowy | 300-1.200 kg/h | Zażółcenie, kruchość |
| Sztywny HDPE | Strand lub water-ring | Jedno (czyste) / Dwu (mieszane) | 500-2.500 kg/h | Czarne punkty, wariancja MFI |
| Płatek PET | Podwodna lub strand | Jedno + krystalizator | 300-2.000 kg/h | Spadek IV, zażółcenie |
| PVC | Cięcie na zimno / pulweryzacja | Jedno, bimetalowy, krótkie L/D | 200-800 kg/h | Spalenie, korozja HCl |
| PS / ABS | Strand lub podwodna | Jedno, z suszeniem | 300-1.500 kg/h | Kruchość, pęcherzyki |
| EPS | Strand (po prasie na zimno) | Jedno | 200-800 kg/h | Wariancja gęstości |
Jak wybrać właściwą konfigurację
Ustalony materiał, trzy pytania doboru decydują o linii.
Wzór doboru wydajności
Wymagana wydajność (kg/h) = Całkowity dzienny wsad (kg) ÷ Godziny operacyjne na dzień
Zakład przerabiający 12.000 kg/dzień w 20 godzin potrzebuje nominalnie 600 kg/h. Dodaj margines 20-25% na konserwację, szczyty sezonowe i nieplanowane przestoje.
Pasma pojemności:
- Mała (100-500 kg/h): odzysk postprzemysłowy, R&D, pilot
- Średnia (500-1.500 kg/h): regionalni recyklerzy z umowami odbioru
- Duża (powyżej 1.500 kg/h): skala przemysłowa z balami postkonsumenckimi
Jeśli ekspansja jest prawdopodobna w pięć lat, przewymiaruj elektrykę i powierzchnię na budowie.
Drzewo decyzyjne
- Folia, raffia czy miękka poliolefina? → water-ring
- PET, tworzywo techniczne czy kompound z ścisłą kontrolą rozmiaru? → podwodna
- Czyste sztywne HDPE, PP, ABS, PS? → strand
- PVC? → pulweryzacja, nie regranulacja przez topienie, chyba że aplikacja wymaga
- Piana EPS? → prasa na zimno, potem strand
Jednoślimakowy vs dwuślimakowy, krótko
Jednoślimakowy to standard recyklingu: prostszy, tańszy, łatwiejszy serwis, mniejsze zużycie na tonę. Dwuślimakowy uzasadniony gdy:
- Zanieczyszczenia wysokie i zmienne
- Wiele strumieni do kompoundowania w jeden regranulat
- Dodatki, wypełniacze lub kompatybilizatory dozowane w ekstruderze
- Aplikacja końcowa wymaga ściśle kontrolowanego MFI lub homogeniczności stopu
Dla większości recyklerów postkonsumenckich z jednym strumieniem żywicy, jednoślimakowy to właściwa odpowiedź.
Wady jakości i co mówią o linii
Czytanie regranulatu to najszybsza diagnoza. Tabela do uruchomienia i kwartalnych przeglądów QA.
| Wada | Prawdopodobna przyczyna | Etap |
|---|---|---|
| Czarne punkty | Klej etykiet, węgiel z papieru, zanieczyszczenia | Etap 2 (mycie) i 4 (zmiennik sit) |
| Zażółcenie | Przegrzanie lub zbyt długi czas przebywania | Etap 4 (profil ekstrudera) |
| Żele i niedotopione | Hydroliza wilgoci lub niewystarczające mieszanie | Etap 2 (suszenie) i 4 (ślimak) |
| Nierówny rozmiar | Wahania podawania, zużycie noży | Etap 3 (zagęszczarka) i 5 (noże) |
| Pęknięcie sznura | Miękki stop źle chłodzony jako sznur | Etap 5 (przejście na water-ring) |
| Wariancja MFI | Mieszane żywice, niestabilne podawanie | Etap 1 (sortowanie) i 3 (stabilność) |
| Pęcherzyki powierzchniowe | Wilgoć resztkowa lub uwięzione lotne | Etap 2 (suszenie) i 4 (odgazowanie) |
| Kruchość | Wypełniacze zanieczyszczeń, nadmierne ścinanie | Etap 1 (sortowanie) i 4 (obroty ślimaka) |
Dla praktycznego flow QA zobacz jak poprawić kontrolę jakości regranulatów.
Koszt i ROI linii
Inwestycja skaluje się z wydajnością, złożonością materiału i specyfikacją regranulatu. Zakresy 2026 dla kompletnej linii (bez budynku, mediów i frachtu):
| Rozmiar | Materiał | Inwestycja | Zwrot |
|---|---|---|---|
| 300-500 kg/h folia | Folia PE postprzemysłowa | 80.000-180.000 $ | 18-30 miesięcy |
| 500-1.000 kg/h sztywne | HDPE/PP postkonsumenckie | 180.000-400.000 $ | 24-36 miesięcy |
| 1.000-2.000 kg/h PET | Płatek butelkowy, klasa włóknowa | 400.000-1.200.000 $ | 30-48 miesięcy |
Założenia: stabilne ceny odbioru i 75-85% uptime. Zakłady oszczędzające na konserwacji regranulatora widzą uptime poniżej 70% w 18 miesięcy, a zwrot wydłuża się o 6-12 miesięcy.
Najbardziej niedoszacowana zmienna to jakość materiału. Linia projektowana dla czystego postprzemysłowego regranulatu obsługująca mieszaną balę postkonsumencką nie osiągnie nominału i wyprodukuje off-spec.
Najczęstsze pytania
Czym jest regranulacja w recyklingu tworzyw?
To proces topienia oczyszczonego i posortowanego odpadu z tworzyw i formowania go w jednolite regranulaty 3-5 mm użyteczne jako bezpośredni zamiennik tworzywa pierwotnego. To etap końcowy linii recyklingu, który decyduje o jakości i cenie regranulatu.
Jakie są trzy główne typy?
Strand (sznurki chłodzone w wodzie, potem cięte), water-ring (noże tnące na czole matrycy w pierścieniu wody) i podwodna (czoło matrycy zanurzone). Strand do czystego sztywnego regranulatu, water-ring do folii i miękkich poliolefin, podwodna do PET i tworzyw technicznych.
Czy ta sama linia może regranulować PE, PP i PET?
Nie. PE i PP mogą dzielić linię water-ring ze zmianą ślimaka i matrycy. PET wymaga innego suszenia, kontroli temperatury i typowo podwodnej regranulacji. PVC nie powinien dzielić linii — resztkowy chlor koroduje cylindry w dół procesu.
Ile kosztuje linia regranulacji?
Folia 300-500 kg/h: 80.000-180.000 $. Sztywna 500-1.000 kg/h: 180.000-400.000 $. PET 1.000-2.000 kg/h: 400.000-1.200.000 $. Bez mycia, suszenia, budynku i mediów.
Czy regranulacja to to samo co granulacja?
Nie. Granulacja produkuje nieregularne płatki przez redukcję mechaniczną bez topienia. Regranulacja produkuje jednolite regranulaty formowane ze stopu. Sprawdź, czy maszyna topi polimer.
Czy można regranulować PVC?
Technicznie tak, ale większość recyklerów PVC tego nie robi. PVC degraduje powyżej 200 °C uwalniając HCl korodujący ekstruder. Dominującą drogą dla rur i profili jest pulweryzacja na proszek. Gdy regranulat konieczny, jednoślimakowy o krótkim L/D z bimetalowym cylindrem, minimalny czas przebywania.
Następne kroki
Rentowna regranulacja sprowadza się do trzech decyzji w kolejności: potwierdzić materiał i realną jakość, dostosować metodę i ślimak do tego materiału, dobrać linię do rzeczywistego dziennego wolumenu plus 20-25% marginesu. Pominięcie którejkolwiek nie powstrzymuje linii, ale uniemożliwia terminowy zwrot.
Gdy jesteś gotów wyspecyfikować linię dla konkretnego materiału, nasz zespół inżynierski przegląda materiał, docelową wydajność i specyfikację regranulatu i zwraca konfigurację z zakresami kosztowymi przed wysłaniem RFQ. Zacznij od przeglądu linii regranulacji lub skontaktuj się z nami bezpośrednio.
- regranulacja tworzyw
- proces regranulacji
- linia regranulacji
- typy regranulatorów
- regranulat z tworzyw sztucznych