· Équipe d'ingénierie Rumtoo · Guides d'Achat · 14 min de lecture
Granulation du plastique : guide complet du procédé avec matrice d'adaptation par matière
Guide pilier pratique sur la granulation du plastique : les six étapes complètes du procédé, les différences entre systèmes à joncs, anneau d'eau et sous-marin, et une matrice d'adaptation matière par matière pour film PE, raphia PP, HDPE rigide, PET, PVC, PS, EPS et ABS. Destiné aux décideurs d'usine de recyclage qui doivent valider le périmètre avant tout appel d'offres.
La granulation du plastique est l’étape qui décide si une usine de recyclage vend des paillettes au prix du déchet ou un granulé spécification proche du prix de la matière vierge. Tout l’investissement en amont — broyage, lavage, séchage, séparation — se monnaie ou se gaspille finalement à l’étape de granulation. Bien faire signifie adapter le procédé à la matière, pas acheter une ligne parce qu’un concurrent a acheté la même.
Ce guide parcourt les six étapes complètes du procédé et fournit ensuite une matrice d’adaptation matière par matière couvrant les sept entrants qui représentent la quasi-totalité du volume post-consommation et post-industriel en 2026 : film PE, raphia PP, HDPE rigide, PET, PVC, PS/EPS et ABS. Il est destiné aux directeurs d’usine, acheteurs techniques et équipes achats qui doivent valider le périmètre technique avant tout appel d’offres.
Si vous comparez encore des configurations de ligne complète, commencez par notre vue d’ensemble des lignes de granulation pour recyclage. Si la matière est déjà choisie et que vous voulez passer directement à la sélection d’équipement, allez à comment choisir une machine de granulation plastique.
Ce que la granulation du plastique signifie vraiment — et ce qu’elle n’est pas
La granulation du plastique convertit des déchets plastiques nettoyés et triés en granulés uniformes de 3 à 5 mm que les transformateurs en aval alimentent dans des presses à injection, des extrudeuses ou des souffleuses comme s’il s’agissait de résine vierge. Le granulé est le produit vendable d’une usine de recyclage. Tout ce qui précède est de la préparation.
La granulation n’est pas une étape de nettoyage. Elle ne peut retirer ni la contamination papier, ni les fines métalliques, ni les polymères incompatibles, ni l’excès d’humidité au-delà de ce qu’une zone de dégazage peut extraire. Les acheteurs qui traitent l’extrudeuse comme une « dernière chance » sous-estiment systématiquement le coût des granulés déclassés, des filtres bouchés et des lots refusés.
Lorsque la matière entre dans la section de granulation, elle doit déjà respecter ces conditions :
- Humidité : inférieure à 1 % pour la plupart des paillettes rigides, inférieure à 0,5 % pour le PET et autres résines hygroscopiques, inférieure à 3-5 % pour le film densifié alimentant une extrudeuse à dégazage
- Contamination grossière : métaux, papier et polymères incompatibles éliminés par séparation magnétique, bassins de flottation et classification pneumatique
- Granulométrie : dans la plage pour laquelle la zone d’alimentation est conçue — typiquement 8-25 mm pour les paillettes rigides, granulés densifiés pour le film
Selon la Fondation Ellen MacArthur, plus de 80 % des problèmes de conception d’emballage qui empêchent la recyclabilité créent aussi des problèmes de qualité de granulé en aval. Le granulateur ne peut corriger ce que la bouteille, le film ou l’étiquette n’ont jamais été conçus pour permettre.
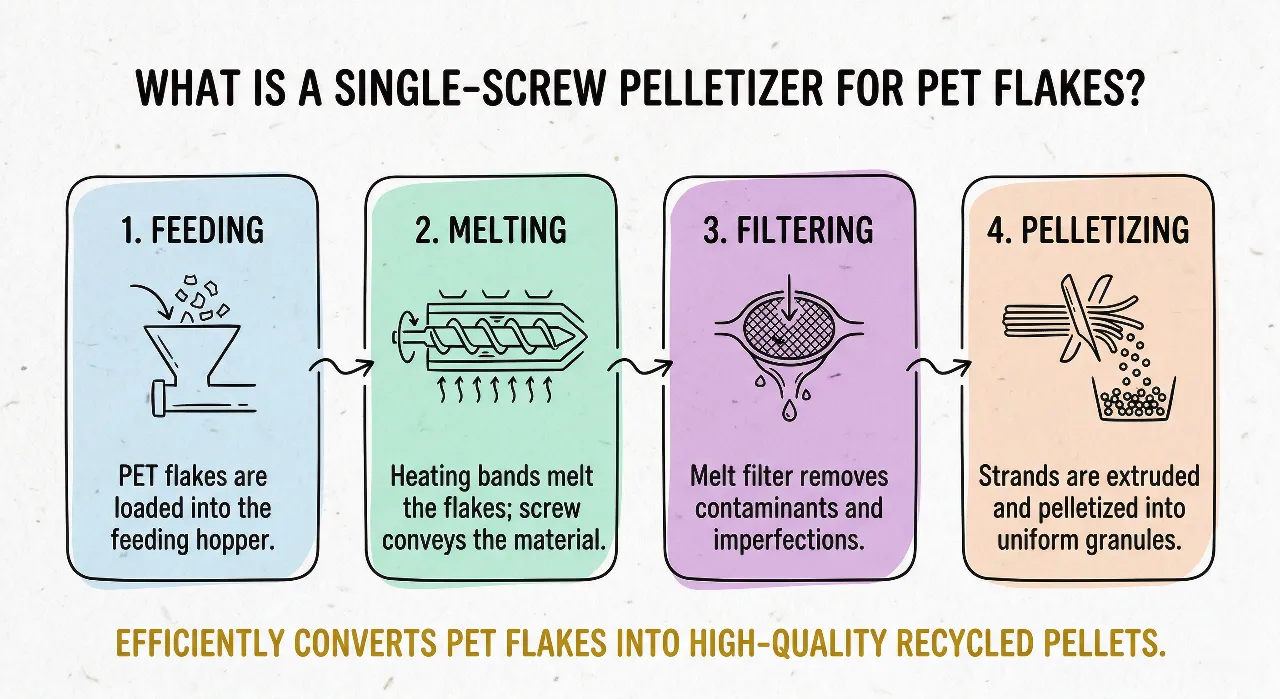
Les six étapes du procédé de granulation, de bout en bout
La plupart des guides en ligne décrivent la granulation comme un processus en sept étapes, de la collecte à l’ensachage. Cette vision mélange la responsabilité de l’usine avec celle de la chaîne d’approvisionnement amont. Pour un exploitant qui spécifie une ligne, le périmètre pertinent compte six étapes d’ingénierie, toutes sous un même toit.
Étape 1 — Tri et réduction de taille
Les balles entrantes ou matières en vrac sont défardelées puis passent dans un broyeur ou granulateur pour atteindre une taille alimentable. Le rigide est typiquement broyé à 30-80 mm puis granulé à 8-15 mm. Le film est broyé en bandes de 50-150 mm avant lavage.
Pour les tubes PVC, chutes de profilés et autres produits rigides, broyeur et déchiqueteur ont des rôles distincts — voir broyeur vs déchiqueteur pour recyclage de tubes PVC. Pour un mélange rigide/film, comment choisir une configuration broyeur-déchiqueteur couvre les arbitrages.
Étape 2 — Lavage et séchage : la condition que les acheteurs sous-investissent
C’est l’étape qui décide la qualité du granulé. Une ligne de lavage retire étiquettes, adhésifs, sable, poussière et résidus alimentaires via laveurs à friction, bassins de flottation et réacteurs de lavage à chaud. Le séchage ramène l’humidité au niveau gérable par l’extrudeuse.
Trois modes de défaillance reviennent systématiquement dans les usines qui ont expédié cette étape :
- Points noirs dans le granulé : presque toujours une contamination résiduelle ayant survécu au lavage
- Gels et non-fondu : souvent une hydrolyse liée à l’humidité dans l’extrudeuse, pas un défaut de mélange
- MFI hors spec entre lots : nettoyage de matière inconstant, pas dérive d’extrudeuse
Un système de lavage à chaud correctement spécifié coûte 30-40 % du total de la ligne et se rembourse via le prix du granulé, pas le débit.
Étape 3 — Alimentation et densification des matières peu denses
Les paillettes rigides s’écoulent par gravité dans l’extrudeuse. Le film et les fibres non. Le film PE a typiquement 30-60 kg/m³ de densité apparente — trop léger et trop instable pour une alimentation régulière. La ligne doit d’abord densifier.
Un compacteur-coupeur ou densifieur de film transforme le film vrac en aggloméré dense qui s’écoule à débit constant. Sans cette étape, la ligne s’emballe, le débit chute de 30-50 % et la couleur du granulé devient irrégulière. C’est l’erreur la plus fréquente dans le périmètre d’une granulation de film PE.
Étape 4 — Fusion, dégazage et filtration de fondu
Dans l’extrudeuse, la vis fond et homogénéise le polymère par cisaillement et chaleur du fourreau. Les évents tirent l’humidité et les volatils du fondu sous vide. Une pompe à fondu stabilise la pression avant le changeur de filtre, qui retient la contamination restante via un pack de tamis typiquement 60-200 mesh.
Le choix du changeur — manuel, hydraulique à plaque ou continu à bande — dépend du niveau de contamination et de la tolérance de l’application finale. Le film post-consommation avec papier exige un filtre continu ; le PP post-industriel se contente souvent d’un changeur à plaque.
Pour le choix mono-vis vs bi-vis, la règle : mono-vis pour matière propre et stable ; bi-vis pour forte contamination, flux multiples ou compoundage avec additifs.
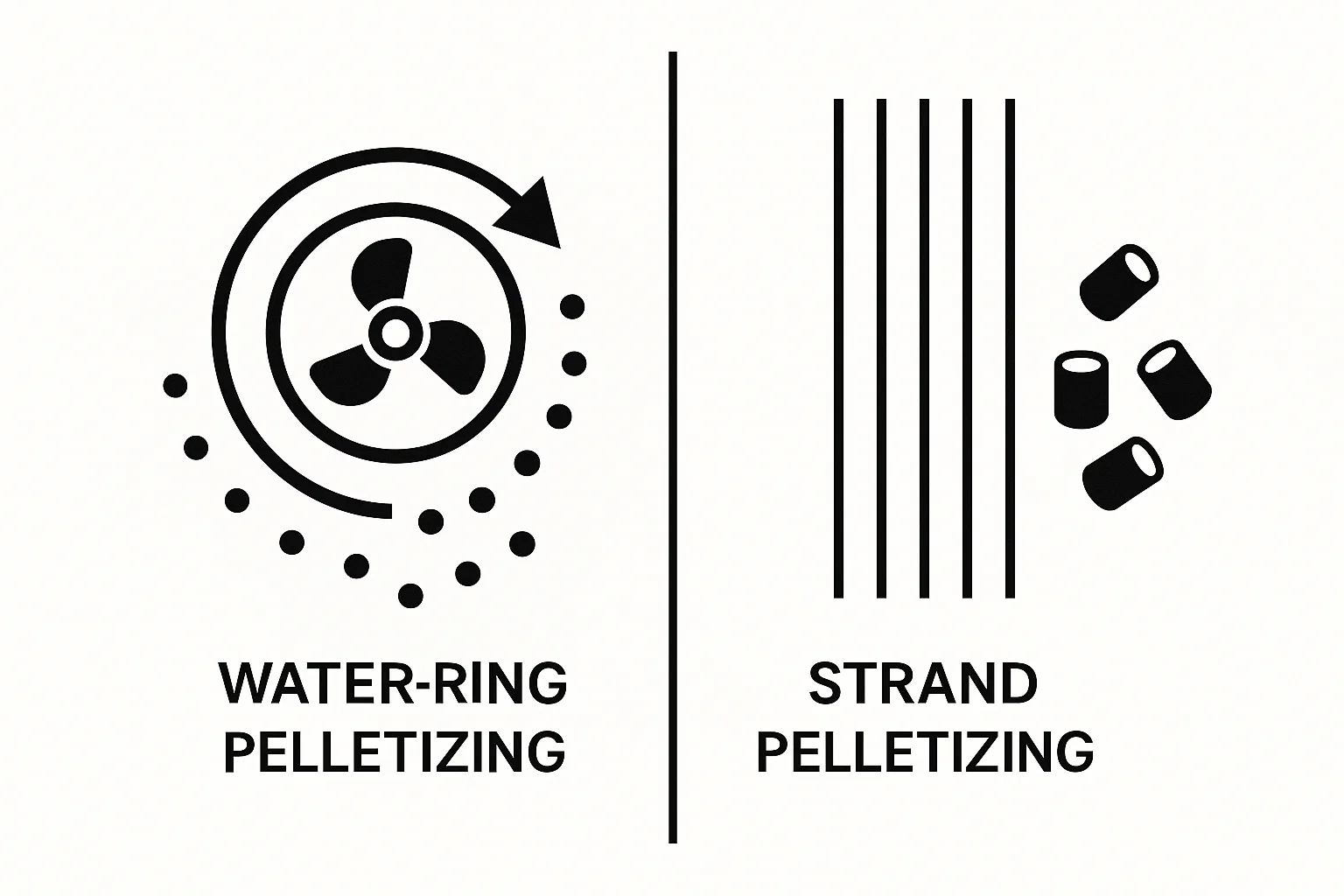
Étape 5 — Formation du granulé : joncs, anneau d’eau ou sous-marin
Ici divergent les trois technologies principales :
| Méthode | Fonctionnement | Meilleur usage |
|---|---|---|
| Granulation par joncs (strand) | Le fondu sort en joncs, refroidit en bain d’eau, sèche à l’air et est coupé | PE, PP, ABS, PS rigide propre ; fondus stables |
| Granulation à anneau d’eau | Des couteaux coupent au plan de filière dans un anneau d’eau qui refroidit et transporte | Film PE, raphia PP, polyoléfines molles qui s’affaissent ou cassent en jonc |
| Granulation sous-marine | Plan de filière immergé dans l’eau tempérée ; coupe, refroidissement et transport en boucle fermée | PET haut débit, plastiques techniques, masterbatch et compounds avec contrôle de taille strict |
Pour une comparaison plus poussée des deux configurations les plus utilisées par les recycleurs, voir prix et sélection anneau d’eau vs joncs. Pour film PE et sacs tissés PP, le guide des granulateurs à anneau d’eau couvre le dimensionnement.
Étape 6 — Refroidissement, essorage et classification
Après coupe, les granulés sont essorés dans un sécheur centrifuge et transportés vers un crible vibrant qui sépare fines et hors-taille. Les granulés conformes vont en silo ou ensachage. Un séparateur magnétique et un détecteur de métaux capturent la contamination métallique résiduelle avant la sortie d’usine.
L’humidité finale doit être inférieure à 0,2 % pour la plupart des polyoléfines et inférieure à 0,05 % pour le PET destiné à la fibre ou à la bouteille.
À retenir : la granulation du plastique compte six étapes d’ingénierie, pas une machine. Les plus souvent sous-dimensionnées sont lavage/séchage (étape 2) et densification (étape 3). Toutes deux décident davantage du prix du granulé que l’extrudeuse elle-même.
Granulation par matière : la matrice d’adaptation
La même ligne ne granule pas bien tous les plastiques. Les sept entrants ci-dessous couvrent l’essentiel des périmètres projet.
Film PE et LDPE
Le film PE — sacs, paillage agricole, film étirable, doublures industrielles — est souvent le tonnage le plus volumineux et le plus exigeant à granuler.
- Méthode recommandée : anneau d’eau avec compacteur-coupeur ou densifieur en alimentation
- Vis : mono-vis avec zone de dégazage sous vide ; bi-vis seulement en cas de forte contamination
- Plage de débit : 200-1 500 kg/h par ligne pour film post-consommation
- Défauts fréquents : gels (humidité), dérive couleur (alimentation instable), casse jonc (mauvais refroidissement)
L’investissement non négociable est la densification. Une ligne de granulation avec compactage de film intègre directement le compacteur à l’alimentation.
Raphia PP et sacs tissés
Le raphia PP, sacs tissés, FIBC et PP fibreux se comportent comme du film à la granulation — légers, instables, faciles à brûler.
- Méthode recommandée : anneau d’eau
- Vis : mono-vis, souvent dégazage à deux étages
- Plage de débit : 300-1 200 kg/h
- Défauts fréquents : jaunissement (surchauffe), taille irrégulière (à-coups d’alimentation), granulé cassant (charges issues de sacs imprimés)
Les chutes de FIBC nécessitent un déchiqueteur dédié en amont — voir déchiqueteur big bag vs déchiqueteur film.
HDPE rigide
Les paillettes de bouteille HDPE post-consommation et le régranulé HDPE post-industriel sont la polyoléfine la plus simple à granuler, donnant le granulé recyclé de plus haute qualité.
- Méthode recommandée : joncs pour régranulé propre ; anneau d’eau ou sous-marin pour paillette post-consommation
- Vis : mono-vis avec filtre fondu ; bi-vis si compoundage ou flux mixtes
- Plage de débit : 500-2 500 kg/h
- Défauts fréquents : points noirs (résidus de colle d’étiquette), variance MFI élevée (résines mélangées)
Voir le layout de référence ligne de granulation plastique rigide.
Paillettes PET
Le PET est le polymère le plus sensible à la qualité car les marchés finaux — bouteille à bouteille, fibre, feuille — ont des exigences strictes de viscosité intrinsèque (IV) et de couleur.
- Méthode recommandée : sous-marin pour qualité bouteille ; joncs pour fibre et feuille de second rang
- Vis : mono-vis avec cristalliseur-préchauffage ; bi-vis sous vide poussé si alimentation paillette directe
- Plage de débit : 300-2 000 kg/h
- Défauts fréquents : chute IV (séchage insuffisant), jaunissement (surchauffe au dégazage), granulés opaques (fondu incomplet)
Un granulateur mono-vis pour paillettes PET est le standard pour la fibre. Le bottle-to-bottle exige une étape SSP additionnelle.
Régranulé tube et profilé PVC
Le PVC est le polymère de grande consommation le plus sensible à la chaleur. Le temps de séjour doit être minimisé car le PVC dégrade rapidement au-dessus de 200 °C en libérant du HCl qui attaque vis et fourreau.
- Méthode recommandée : coupe à froid après pulvérisation — la majorité des recycleurs PVC ne granule pas par fondu, ils vendent une poudre pulvérisée
- Vis : si granulation requise, mono-vis à alimentation forcée conique, L/D court, fourreau bimétallique
- Plage de débit : 200-800 kg/h
- Défauts fréquents : stries de brûlure (séjour excessif), corrosion HCl (métallurgie inadéquate), sortie cassante (surcisaillement)
Pour la majorité des recycleurs PVC, la bonne réponse n’est pas de granuler. Voir procédé de recyclage des tubes PVC, broyage des tubes et profilés PVC et guide du pulvérisateur PVC 20-120 mesh.
PS, EPS et ABS
- PS rigide : joncs, mono-vis, 300-1 500 kg/h. Défauts : jaunissement, fragilité par monomère résiduel
- Mousse EPS : nécessite densification par presse à froid avant granulation — une presse à froid pour mousse EPS convertit des blocs 30 kg/m³ en lingots 600-900 kg/m³
- ABS : joncs ou sous-marin, mono-vis avec séchage complet (l’ABS absorbe l’humidité et bulle en surface)
Tableau rapide d’adaptation
| Matière | Méthode | Vis | Débit | Défaut critique |
|---|---|---|---|---|
| Film PE / LDPE | Anneau d’eau | Mono, dégazée | 200-1 500 kg/h | Gels, dérive couleur |
| Raphia PP | Anneau d’eau | Mono, 2 étages | 300-1 200 kg/h | Jaunissement, fragilité |
| HDPE rigide | Joncs ou anneau | Mono (propre) / Bi (mixte) | 500-2 500 kg/h | Points noirs, MFI |
| Paillettes PET | Sous-marin ou joncs | Mono + cristalliseur | 300-2 000 kg/h | Chute IV, jaunissement |
| PVC | Coupe froid / pulvériser | Mono, bimétallique, L/D court | 200-800 kg/h | Brûlure, corrosion HCl |
| PS / ABS | Joncs ou sous-marin | Mono, avec séchage | 300-1 500 kg/h | Fragilité, bulles |
| EPS | Joncs (après presse froide) | Mono | 200-800 kg/h | Variance densité |
Comment choisir la bonne configuration
Une fois la matière fixée, trois questions de dimensionnement décident la ligne.
Formule de dimensionnement
Débit requis (kg/h) = Tonnage journalier (kg) ÷ Heures opérationnelles par jour
Une usine de 12 000 kg/jour sur 20 h a besoin nominalement de 600 kg/h. Ajouter une marge de 20-25 % pour maintenance, pics saisonniers et arrêts non planifiés.
Bandes de capacité :
- Petite (100-500 kg/h) : récupération post-industrielle, R&D, pilote
- Moyenne (500-1 500 kg/h) : recycleurs régionaux avec contrats d’enlèvement
- Grande (au-delà de 1 500 kg/h) : industriels traitant des balles post-consommation
Si l’extension est probable à cinq ans, dimensionner l’électricité et l’emprise au sol dès la construction.
Arbre de décision
- Film, raphia ou polyoléfine molle ? → anneau d’eau
- PET, technique ou compound avec taille stricte ? → sous-marin
- HDPE, PP, ABS, PS rigide propre ? → joncs
- PVC ? → pulvériser, sauf si pellet exigé
- Mousse EPS ? → presse à froid puis joncs
Mono-vis vs bi-vis, en bref
Mono-vis est le standard recyclage : plus simple, moins cher, maintenance facile, consommation moindre par tonne. Bi-vis se justifie si :
- Contamination élevée et variable
- Flux multiples à compounder en un seul granulé
- Additifs, charges ou compatibilisants ajoutés à l’extrudeuse
- Application finale exige MFI ou homogénéité de fondu stricts
Pour la majorité des recycleurs post-consommation mono-résine, mono-vis est la bonne réponse.
Défauts qualité et ce qu’ils disent de la ligne
Lire le granulé est le diagnostic le plus rapide. Tableau pour mise en service et revue qualité trimestrielle.
| Défaut | Cause probable | Étape à investiguer |
|---|---|---|
| Points noirs | Colle d’étiquette, carbone papier, contamination | Étape 2 (lavage) et 4 (filtre) |
| Jaunissement | Surchauffe ou séjour excessif | Étape 4 (profil extrudeuse) |
| Gels et non-fondu | Hydrolyse humidité ou mélange insuffisant | Étape 2 (séchage) et 4 (vis) |
| Taille irrégulière | À-coups alimentation, usure couteaux | Étape 3 (densifieur) et 5 (couteaux) |
| Casse jonc | Fondu mou mal refroidi en joncs | Étape 5 (passer à anneau d’eau) |
| MFI variable | Résines mélangées, alimentation instable | Étape 1 (tri) et 3 (stabilité) |
| Bulles surface | Humidité résiduelle ou volatils piégés | Étape 2 (séchage) et 4 (dégazage) |
| Fragilité | Contamination charges, surcisaillement | Étape 1 (tri) et 4 (vitesse vis) |
Pour un flux QA pratique, voir comment améliorer le contrôle qualité des paillettes recyclées.
Coût et ROI d’une ligne
Investissement en fonction du débit, complexité matière et spec granulé. Fourchettes 2026 hors bâtiment, utilités et fret :
| Taille | Matière | Investissement | Retour |
|---|---|---|---|
| 300-500 kg/h film | Film PE post-industriel | 80 000-180 000 $ | 18-30 mois |
| 500-1 000 kg/h rigide | HDPE/PP post-consommation | 180 000-400 000 $ | 24-36 mois |
| 1 000-2 000 kg/h PET | Paillette bouteille, fibre | 400 000-1 200 000 $ | 30-48 mois |
Hypothèses : prix d’enlèvement stables et 75-85 % d’uptime. Les usines sous-investissant dans la maintenance du granulateur voient l’uptime tomber sous 70 % en 18 mois et le retour s’allonger de 6-12 mois.
La variable la plus sous-estimée est la qualité matière. Une ligne conçue pour régranulé post-industriel propre traitant de la balle mixte n’atteindra pas son nominal et produira du hors-spec.
Questions fréquentes
Qu’est-ce que la granulation en recyclage plastique ?
C’est le procédé qui fond les déchets plastiques nettoyés et triés pour en faire des granulés uniformes de 3-5 mm utilisables comme substitut direct de la résine vierge. C’est l’étape finale d’une ligne de recyclage et celle qui décide qualité et prix du granulé.
Quels sont les trois principaux types ?
Joncs (jonc refroidi en eau puis coupé), anneau d’eau (couteaux au plan de filière dans un anneau d’eau) et sous-marin (plan de filière immergé). Joncs pour régranulé rigide propre, anneau d’eau pour film et polyoléfines molles, sous-marin pour PET et plastiques techniques.
Une même ligne peut-elle granuler PE, PP et PET ?
Non. PE et PP peuvent partager une ligne anneau d’eau avec changement de vis et filière. Le PET demande séchage, contrôle thermique et habituellement granulation sous-marine différents. Le PVC ne doit partager aucune ligne — chlore résiduel corrode les fourreaux en aval.
Combien coûte une ligne de granulation ?
Film 300-500 kg/h : 80 000-180 000 $. Rigide 500-1 000 kg/h : 180 000-400 000 $. PET 1 000-2 000 kg/h : 400 000-1 200 000 $. Hors lavage, séchage, bâtiment et utilités.
Granuler est-ce la même chose que broyer ?
Non. Le broyage produit des paillettes irrégulières par réduction mécanique sans fondre. La granulation produit des granulés uniformes formés à partir du fondu. Vérifier que la machine fond le polymère.
Peut-on granuler le PVC ?
Techniquement oui, mais la majorité ne le fait pas. Le PVC dégrade au-delà de 200 °C en libérant du HCl corrodant l’extrudeuse. La voie dominante pour tube et profilé est la pulvérisation en poudre. Si granulé exigé, mono-vis L/D court à fourreau bimétallique, temps de séjour minimal.
Prochaines étapes
Granuler rentablement se ramène à trois décisions dans l’ordre : confirmer la matière et sa qualité réelle, adapter méthode et vis à cette matière, dimensionner la ligne au volume quotidien réel plus 20-25 % de marge. En sauter une n’empêche pas la ligne de tourner, mais empêche le retour sur investissement à l’heure.
Quand vous êtes prêt à cadrer une ligne pour une matière donnée, notre équipe d’ingénierie examine matière, débit cible et spec granulé et renvoie une configuration avec fourchettes de coût avant tout appel d’offres. Commencez par la vue d’ensemble des lignes de granulation ou contactez-nous directement.
- granulation du plastique
- procédé de granulation
- ligne de granulation plastique
- types de granulateurs
- granulés plastiques recyclés