· Rumtoo Engineering Team · Projektleitfaden · 2 Min. Lesezeit
Projektplanung fuer PET-Recyclinglinien: von 0 bis stabiler Inbetriebnahme
Praxisleitfaden fuer PET-Projekte mit realistischem Massenbilanzansatz, Utilities, Zielqualitaet und stufenweiser Inbetriebnahme.

PET-Projekte scheitern selten an fehlender Technik. Sie scheitern haeufig an falschen Annahmen in der Planungsphase: unterschaetzte Kontamination, unrealistische Durchsatzannahmen und fehlende Utility-Reserven.
Vor der Ausschreibung muessen drei Fragen klar sein:
- Welche Spezifikation fordert Ihr Zielkunde?
- Wie sieht Ihr reales Eingangsmaterial aus?
- Welche Standortgrenzen gelten fuer Strom, Wasser, Flaeche und Team?
Phase 1: Materialcharakterisierung
Ohne belastbare Eingangsdaten ist keine saubere Auslegung moeglich.
| Parameter | Einfluss auf Auslegung | Typischer Bereich |
|---|---|---|
| Nicht-PET Anteil | bestimmt Sortier- und Trennaufwand | 2-15% |
| Etikettenart | beeinflusst Chemie und Temperatur | regional verschieden |
| Ballenfeuchte | relevant fuer Handling und Vorstufe | 5-20% |
| Organische Last | bestimmt Waschintensitaet | 1-8% |
| Ballendichte | wichtig fuer Debaler/Feeder | 200-400 kg/m3 |
Messen Sie je Lieferant, Saison und Herkunftsregion.
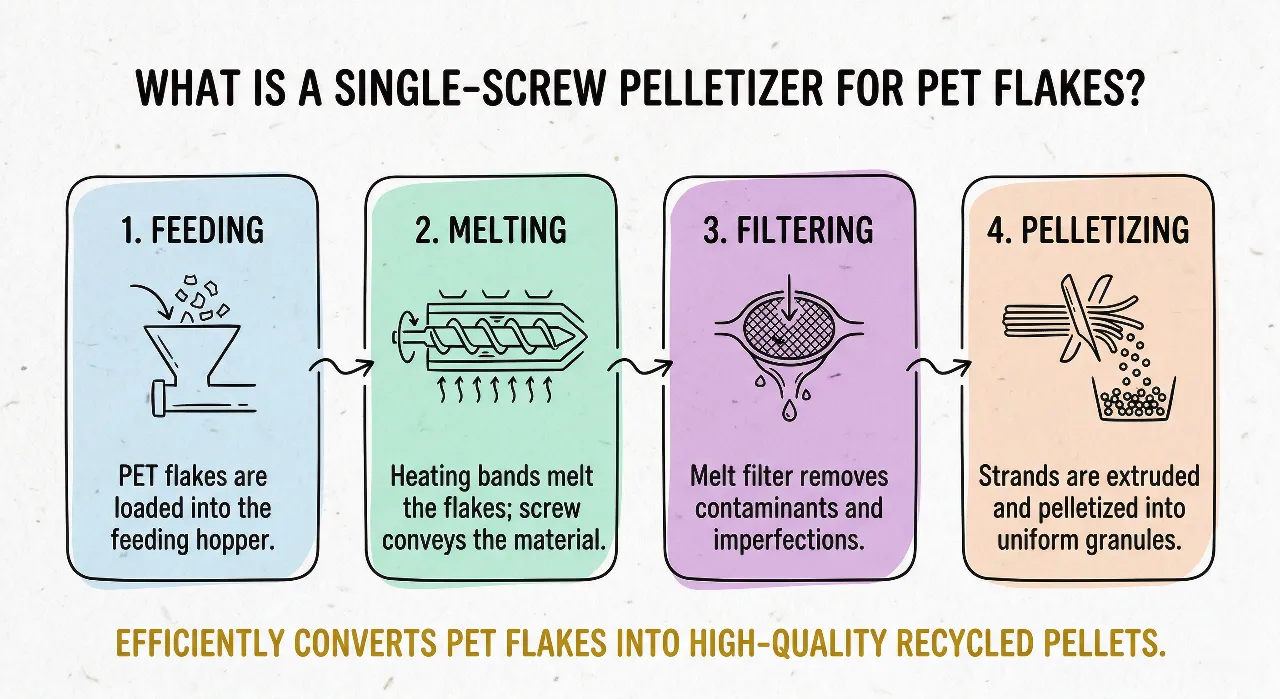
Phase 2: Prozessbloecke definieren
Eine typische PET-Linie umfasst:
- Debaling und Vorsortierung
- Label-Removal und Zerkleinerung
- Kalt-/Heisswaschen und Spuelen
- Sink-Float Trennung
- Entwaesserung/Trocknung
- Qualitaetskontrolle und Chargenfreigabe
Jeder Block benoetigt Akzeptanzkriterien und verantwortliche Rollen.
Phase 3: Durchsatz und Massenbilanz
Der groesste Fehler ist die Bewertung nach “Nameplate kg/h” statt nutzbarer Ausbeute.
| Eingangsqualitaet | Erwartete Ausbeute (Clean Flake / Input) |
|---|---|
| Sauberes post-industrielles PET | 92-95% |
| Hochwertiges Post-Consumer PET | 82-88% |
| Gemischtes Post-Consumer Material | 68-78% |
Beruecksichtigen Sie Verluste durch Feinanteile, Etiketten, Feuchte und Reject.
Phase 4: Utilities und Infrastruktur
Elektrik
- Anschlussleistung inklusive Lastspitzen verifizieren
- VFD-Strategie und Schutzkonzept festlegen
Wasser
- Makeup-Bedarf fuer PET-Waschlinien oft 1,5-3,0 m3/t (je nach Kreislauf)
- Wasseraufbereitung, Purge und Qualitaetsfenster frueh definieren
Layout
- Materialfluss, Wartungszugaenge und Sicherheitsabstaende sichern
- Reserveflaeche fuer Erweiterung und Ersatzteile vorsehen
Phase 5: Inbetriebnahme und Ramp-up
Empfohlene Reihenfolge:
- FAT beim Lieferanten
- Mechanische Fertigstellung vor Ort
- Nass-Inbetriebnahme ohne Material
- Materialtest mit stufenweiser Laststeigerung
- Abnahme und Schichttraining
Praxiswert: 4-8 Wochen Inbetriebnahme plus 4-6 Wochen Stabilisierung.
Haeufige Planungsfehler
- Einkauf vor abgeschlossener Materialanalyse
- Design mit Durchschnitts- statt Worst-Case-Werten
- Unterschaetzter Schulungsaufwand im Anlauf
- Keine klaren Abnahmekriterien pro Phase
FAQ
Was kostet eine komplette PET-Linie?
Abhaengig von Kapazitaet, Automatisierung und Zielqualitaet: von mehreren hunderttausend bis ueber eine Million USD.
Typische Amortisationszeit?
Oft 2-4 Jahre, stark abhaengig von Inputpreis, Energie und Absatzpreis.
Food-Grade von Anfang an einplanen?
Ja, wenn Zielmarkt food-contact ist. Rueckverfolgbarkeit und Prozessdisziplin muessen frueh integriert werden.
Erweiterung in Stufen moeglich?
Ja, wenn Layout und Utilities von Beginn an modular geplant sind.
Naechster Schritt
Fuer eine belastbare PET-Projektbewertung mit realen Annahmen kontaktieren Sie Rumtoo Engineering.
Referenzen
- PET recycling
- waschlinie
- anlagenplanung