

Post-Consumer-PET-Flaschen als Feedstock
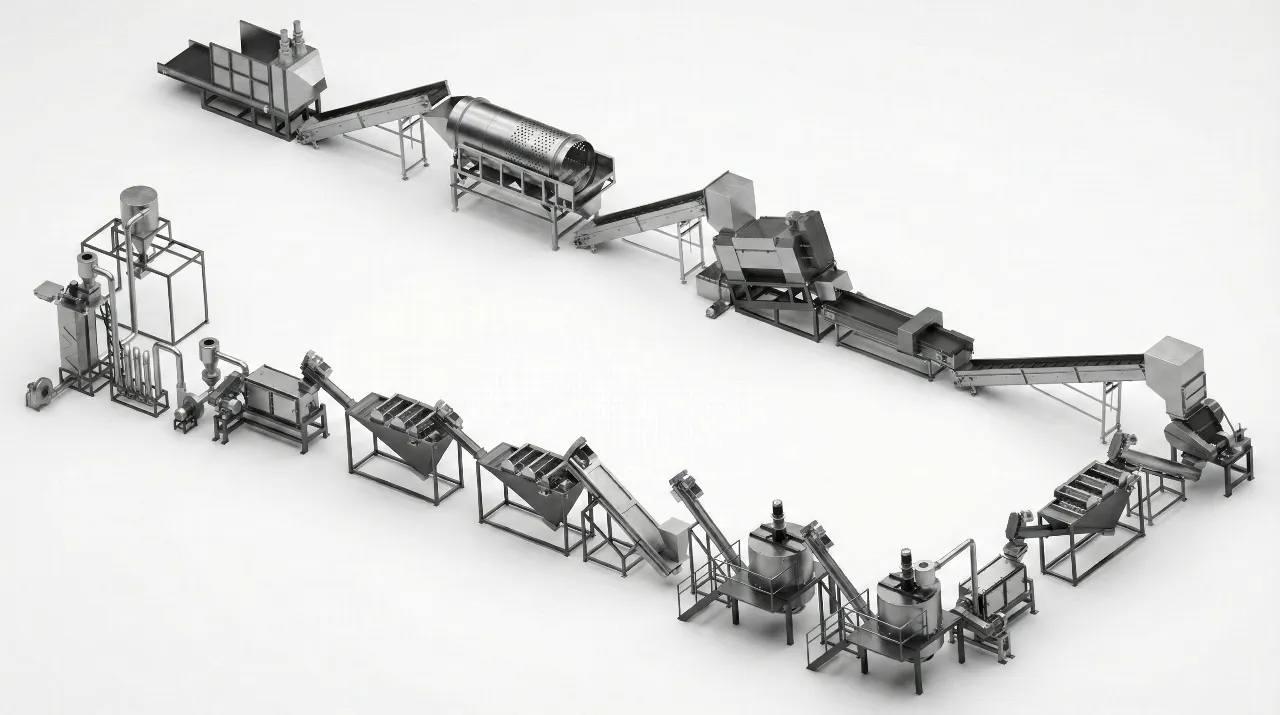
Ein reales PET-Projekt startet mit gemischten Flaschen, Etiketten, Verschlüssen, Schmutz und Feuchtigkeit. Die Front-End-Stufen müssen dieses Material vor der Tiefenwäsche stabilisieren.
- Zeigt die Kontaminationslast, die das Front-End aufnehmen muss
- Hilft beim Auslegen von Debaling, Sortierung, Etikettenentfernung und Vorwäsche
- Bildet die Grundlage für Wasserbedarf, Heißwäsche und Trennstrategie
