· Rumtoo Engineering Team · Industry Guide · 12 min read
Plastic Electrostatic Separator: Definition & Uses
Learn what a plastic electrostatic separator is, how it removes PVC from PET and separates mixed plastic flakes, and when to add one to a recycling line.

A plastic electrostatic separator solves a specific recycling problem: it removes plastic contaminants that washing, sink-float tanks, magnets, and air classifiers cannot separate reliably. If PVC remains in PET flakes, or ABS remains mixed with PS, the final recycled material can lose value, fail buyer tests, or damage extrusion quality.
This guide explains what a plastic electrostatic separator is, how it works, which material pairs it handles, and when a recycling plant should add one. If you already know the separation target and need machine sizing, review Rumtoo’s plastic electrostatic separator page for model range, throughput, and proposal details.
What Is a Plastic Electrostatic Separator?
A plastic electrostatic separator is a dry separation machine that splits plastic flakes by electrical behavior rather than by color, density, or magnetism. It charges flakes through corona discharge, friction charging, or a combined charging stage, then sends them through a high-voltage electric field where each material follows a different path.
In simple terms, the machine gives mixed plastic particles an electrical charge and then uses that charge to sort them. Conductive particles, positively charged particles, negatively charged particles, and neutral particles move differently inside the separator, so adjustable splitter plates can collect each fraction separately.
A plastic electrostatic separator does not wash plastic, melt plastic, or identify colors with a camera. It performs a dry purification step after crushing, washing, drying, screening, and air classification. Its strongest use cases appear when two plastics look similar, have close density, or remain mixed after conventional separation.
Why Plastic Recycling Lines Need Electrostatic Separation
Plastic recycling lines need electrostatic separation when standard physical sorting cannot reach the required purity. Many polymer pairs overlap in density, color, or particle size, so a sink-float tank or optical sorter may leave too much contamination in the target flake stream.
PVC in PET gives the clearest example. PET has a density of about 1.33–1.38 g/cm³, while rigid PVC usually ranges around 1.30–1.45 g/cm³. Both materials can sink in water, and both may appear as clear or light-colored flakes after washing.
That overlap matters because PVC can damage PET recycling at very low levels. When PVC heats above roughly 180 °C, it can release hydrochloric acid and cause yellowing, black specks, gels, and IV loss during PET extrusion. Many PET buyers set PVC limits in the tens of parts per million, not in percent.
A plastic electrostatic separator helps plants close that final purity gap. According to Rumtoo engineering specifications for the RT-ES Series, a properly conditioned line can target 99%+ purity, PVC-in-PET below 50 ppm, 300–2000 kg/h throughput, and 30–50 kWh/t energy use depending on material, feed condition, and pass count.
How Does a Plastic Electrostatic Separator Work?
A plastic electrostatic separator works by charging mixed plastic flakes and then separating them by their response to a high-voltage electric field. The separation result depends on polymer type, surface condition, moisture, particle size, dust level, voltage, drum speed, and splitter position.
Step 1: The line prepares dry, clean flakes
The separator needs dry and size-controlled feed material before it can work consistently. Upstream equipment usually includes a shredder or crusher, washing system, sink-float tank, centrifugal dryer, thermal dryer if needed, screener, and sometimes a zig-zag air classifier.
Feed conditioning is not a small detail. Moisture lets charge leak from the particle surface, and fine dust can carry charge in the wrong direction. For many plastic flake applications, Rumtoo engineers target below 0.5% moisture and a controlled particle size band such as 2–10 mm before electrostatic separation.
Step 2: The machine charges the plastic particles
The charging stage creates the electrical difference that the machine later uses for separation. A corona charger applies high voltage near the particle stream, while triboelectric charging creates charge through friction between particles or between particles and a charging surface.
Different material pairs need different charging methods. PVC and PET often respond well to corona-assisted separation. PE and PP may need triboelectric pre-charging because their density and electrical behavior can sit closer together.
Step 3: The electric field separates each fraction
The high-voltage field changes the path of each charged particle as it moves across a rotating drum or through the separation zone. Particles with different conductivity, resistivity, or charge polarity leave the drum at different angles.
Adjustable splitter plates divide the falling stream into product, reject, and middling fractions. Operators can move these plates during commissioning to balance purity and yield. A more aggressive setting improves purity but may send more good flakes into the reject or middling stream.
Step 4: Middlings return for a second pass
Middling recirculation improves final purity when one pass cannot hit the buyer’s specification. The middling fraction contains borderline particles and mixed particles that did not separate cleanly during the first pass.
In our experience, middling recirculation often decides whether a PET flake line reaches a strict PVC target. A single pass may remove most contamination, while a second pass can reduce the last difficult fraction without sacrificing too much good PET.
What Materials Can a Plastic Electrostatic Separator Separate?
A plastic electrostatic separator can separate several mixed plastic streams when the materials show enough difference in electrical behavior. It works best on clean, dry flakes with narrow particle size distribution.
| Separation task | Common feed source | Why electrostatic separation helps |
|---|---|---|
| PVC from PET | PET bottle flakes, thermoform flake | PET and PVC can overlap in density and color |
| PET from PVC | Mixed rigid regrind | Dry separation avoids another water loop |
| ABS from PS or HIPS | Appliance, electronics, and automotive scrap | Similar appearance makes manual sorting unreliable |
| PE from PP | Mixed polyolefin flakes | Triboelectric charging can create a usable charge difference |
| Rubber from plastic | Cable and mixed industrial scrap | Electrical response differs more than visual appearance |
| Copper/plastic residue | Cable recycling after granulation | Conductive metal and insulating plastic respond differently |
The machine does not magically separate every plastic mixture. Material preparation, particle shape, additive content, humidity, and contamination can change the result. Before final sizing, a supplier should test a real material sample, not only quote a catalog capacity.
Where Does It Fit in a Recycling Line?
A plastic electrostatic separator fits after drying and before extrusion, pelletizing, or final flake packing. It should not sit directly after a wet washer because moisture weakens charge retention and reduces separation accuracy.
A typical PET flake purification flow looks like this:
Debaling → Label removal → Sorting → Crushing → Hot washing → Sink-float separation → Centrifugal drying → Thermal drying → Air classification → Electrostatic separation → Flake silo or extrusion
The separator acts as a final dry polishing stage. Sink-float separation removes low-density caps and labels, air classification removes light labels and dust, and electrostatic separation removes difficult polymer contamination such as PVC in PET.
For a mixed rigid-plastic line, the flow may look different:
Shredding → Granulation → Washing if needed → Drying → Screening → Electrostatic separation → Separate storage bins → Pelletizing
The main rule stays the same: feed the electrostatic separator only after the material is dry, liberated, and size-controlled. If the upstream process still sends wet clumps or dusty fines into the separator, the machine will struggle regardless of voltage setting.
Electrostatic Separator vs Optical Sorter vs Sink-Float Tank
A plastic electrostatic separator solves a different problem than an optical sorter or sink-float tank. The right choice depends on the reason your materials fail to separate.
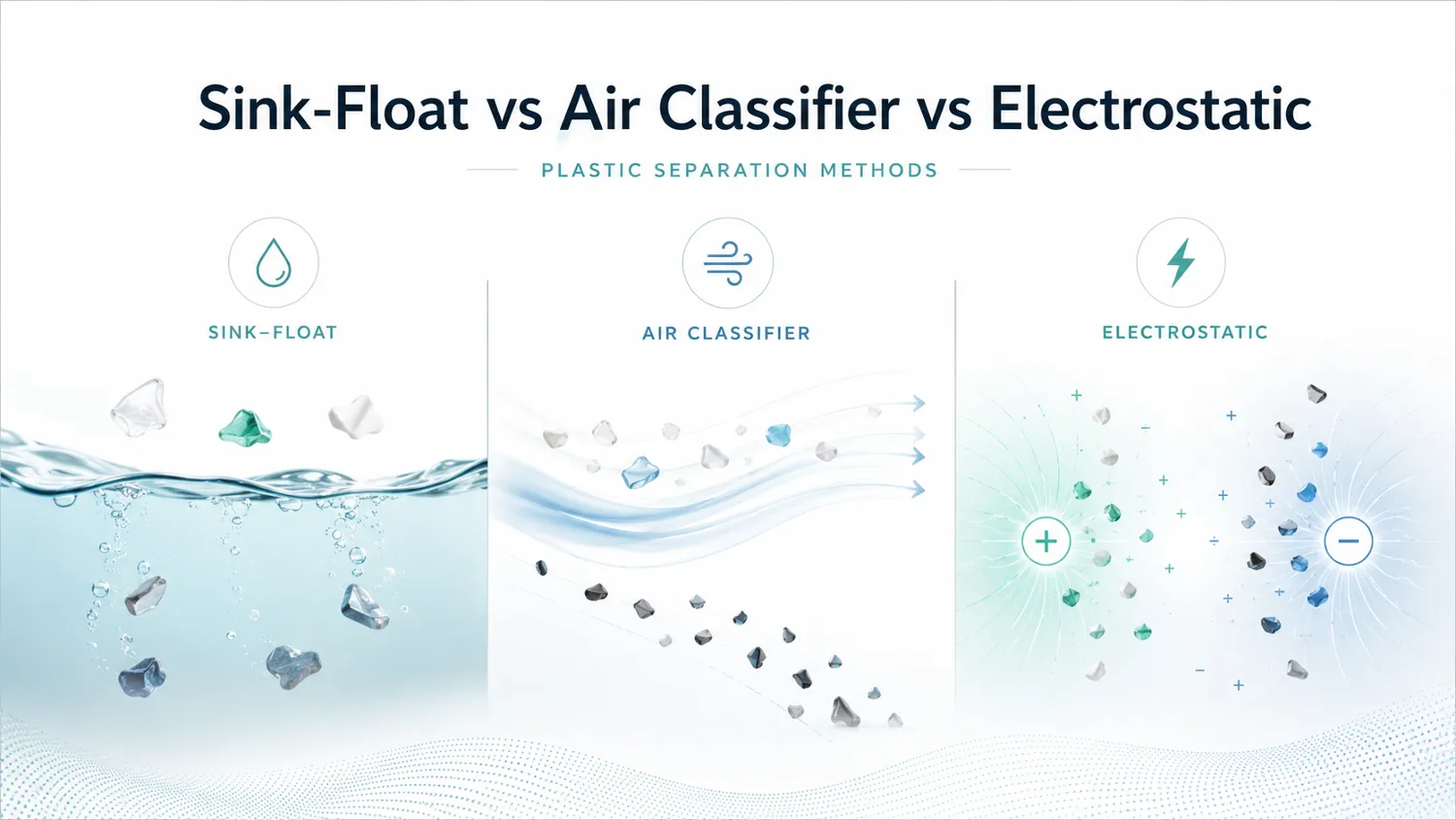
| Method | Separates by | Works well for | Weak point |
|---|---|---|---|
| Sink-float tank | Density | PET from PE/PP, stones from film lines | Cannot split materials with overlapping density |
| Optical sorter | Color, NIR signal, shape | Whole bottles, visible flakes, color sorting | Dark material, small flakes, similar spectra can reduce accuracy |
| Air classifier | Aerodynamic behavior | Paper labels, dust, light film scraps | Cannot split plastics with similar drag behavior |
| Electrostatic separator | Charge, conductivity, resistivity | PVC/PET, ABS/PS, PE/PP, dry mixed flakes | Needs dry, clean, size-controlled feed |
Use a sink-float tank when density gives a clean split. Use an optical sorter when sensors can identify the material reliably at the required particle size. Use a plastic electrostatic separator when two materials remain mixed after those methods or when a dry final purification stage gives better economics.
When Should You Add a Plastic Electrostatic Separator?
You should add a plastic electrostatic separator when contamination limits block higher-value sales or create extrusion defects. The machine makes the most sense when the value gained from higher purity exceeds the added capital cost, energy use, floor space, and maintenance.
Look for these signs:
- PET buyers reject shipments for PVC contamination even after washing and sink-float separation.
- Extrusion shows yellowing, gels, black specks, or unstable melt pressure that trace back to polymer contamination.
- Mixed rigid-plastic flakes sell at a discount because the line cannot split ABS, PS, HIPS, PE, or PP cleanly.
- The plant wants a dry process and wants to avoid more wastewater, chemicals, or drying load.
- Existing sorting equipment leaves a small but costly residue that blocks premium pricing.
Do not add the machine too early in the process. If your upstream crusher creates too many fines, or your dryer leaves moisture above the target, fix those steps first. Electrostatic separation rewards good preparation and exposes poor preparation.
How to Size a Plastic Electrostatic Separator
Sizing a plastic electrostatic separator starts with the separation target, not with the motor power or machine width. A serious supplier should ask what material pair you need to split, what purity target you need, and what yield loss you can accept.
Use this checklist before requesting a quote:
- Define the material pair. Specify PVC/PET, ABS/PS, PE/PP, rubber/plastic, cable plastic/copper residue, or another mix.
- Set the target purity. For PET, state the maximum PVC level in ppm. For other plastics, state acceptable contamination by weight or by buyer specification.
- Measure feed moisture. Record moisture after the final dryer across several shifts, not from one clean sample.
- Measure particle size. Provide the screen size, average flake size, and fines percentage.
- State real throughput. Give average kg/h, peak kg/h, and required operating hours per day.
- Send a real sample. Material testing reveals coating, filler, additive, dust, and humidity effects that a datasheet cannot show.
According to Rumtoo’s RT-ES Series page, machine configurations can cover 300–2000 kg/h depending on feed and purity target. Treat that range as a sizing band, not a promise for every material mix.
Common Mistakes That Reduce Separation Quality
Most poor electrostatic separation results come from feed problems or commissioning mistakes. The machine depends on stable electrical behavior, so small process changes can create large purity swings.
Feeding wet flakes into the separator
Wet flakes carry and lose charge unpredictably. Moisture can also make fines stick to good particles, which sends contamination into the product fraction.
Fix the dryer first. Confirm moisture after the final drying step and keep the separator feed covered from humid air where possible.
Ignoring fines and dust
Fines and dust can carry charge, coat particle surfaces, and contaminate collection bins. They also make splitter adjustment harder because the particle stream becomes cloudy and unstable.
Use screening and air classification before electrostatic separation when the feed contains fine powder, paper dust, or film fragments. A cleaner feed creates a sharper split.
Chasing purity without tracking yield
A splitter setting can make the product fraction look perfect while quietly sending valuable flakes into the reject stream. That choice may pass a lab test but lose money across a full shift.
Track product purity, reject purity, middling percentage, and total mass balance during commissioning. The right setting gives the best commercial result, not only the cleanest small sample.
Buying by voltage alone
Voltage affects separation, but it does not determine the result by itself. Drum speed, electrode geometry, feed rate, particle size, humidity, and splitter position all matter.
Ask for a test report based on your material. A supplier should show expected purity, yield, throughput, energy use, and the number of passes needed for your target.
FAQ About Plastic Electrostatic Separators
Is a plastic electrostatic separator the same as an optical sorter?
No, a plastic electrostatic separator is not the same as an optical sorter. An optical sorter identifies materials by visual or spectral signals, while an electrostatic separator separates particles by charge behavior inside a high-voltage field.
Optical sorting often works well before crushing or on visible, well-presented flakes. Electrostatic separation often works better as a final dry purification step when small plastic flakes look similar or share close density.
Can electrostatic separation remove PVC from PET flakes?
Yes, electrostatic separation can remove PVC from PET flakes when the flakes are dry, clean, and properly sized. This is one of the most common reasons PET recyclers add the machine after washing and drying.
According to Rumtoo RT-ES Series specifications, a properly configured line can target PVC-in-PET below 50 ppm with middling recirculation and stable feed preparation. Actual results depend on incoming contamination, particle size, moisture, and operating setup.
Does the separator need water or chemicals?
No, the separator runs as a dry process. It does not need water, caustic, detergent, salt solution, or froth flotation chemicals during the separation stage.
That dry process reduces wastewater load and avoids another drying step downstream. The trade-off is clear: the machine needs a dry feed before separation, so upstream drying must work well.
What particle size works best?
Most plastic electrostatic separator applications work best with a narrow flake size range rather than a wide mix of fines and large pieces. Rumtoo commonly evaluates applications around controlled flake bands such as 2–10 mm, depending on material and line design.
A wide size distribution creates uneven charging and inconsistent trajectories. If the feed contains too many fines, add screening before the separator.
How much energy does a plastic electrostatic separator use?
Energy use depends on model size, feed rate, charger design, dust extraction, and recirculation. Rumtoo’s RT-ES Series reference range is 30–50 kWh per ton for many dry plastic purification applications.
Always compare energy use per ton of saleable product, not only per ton of feed. A higher-purity output can justify the added energy when it raises flake value or prevents rejected shipments.
Key Takeaways
A plastic electrostatic separator is a dry purification machine that separates mixed plastic flakes by electrical behavior. It is most valuable when density, color, and air-based methods cannot remove the last high-cost contamination from a recycled plastic stream.
For PET recyclers, the strongest use case is PVC removal after washing and drying. For mixed rigid-plastic recyclers, the machine can help split ABS/PS, PE/PP, rubber/plastic, and other difficult pairs when the feed is dry, clean, and size-controlled.
If you want to test whether electrostatic separation can raise your flake value, send Rumtoo your material pair, target purity, moisture data, particle size, and throughput requirement. Our engineers can review the application and recommend whether a plastic electrostatic separator, upstream drying step, air classifier, or different process route fits your line best.
- plastic electrostatic separator
- electrostatic separation
- plastic flake purification
- PVC PET separation
- dry plastic separation
- ancillary equipment