· Rumtoo Engineering Team · Project Guide · 8 min read
PET Bottle Recycling Line Project Planning: The 0-to-1 Guide for First-Time Investors
A step-by-step project planning guide for PET bottle recycling lines — covering feedstock analysis, capacity sizing, utility design, quality gates, and commissioning execution.

In early 2024, a family-owned waste collection business in Thailand decided to move up the value chain. For years they had been baling and selling compressed PET bottles to middlemen at roughly $180 per ton. Their plan was simple: install a PET bottle recycling line, wash the bottles in-house, and sell clean hot-washed PET flakes directly to fiber manufacturers at $650–$750 per ton. The margin looked irresistible on paper.
Six months later, they were hemorrhaging cash. Their 1,500 kg/hr line was barely hitting 900 kg/hr because the building’s electrical supply could not sustain the peak load. The water treatment system was undersized, so they were flushing and refilling wash tanks twice a day — burning through water costs that nobody had budgeted. Worst of all, the flake purity hovered around 96%, while their fiber-grade buyer demanded ≥99.5%. They had skipped the project planning phase, and it cost them over $120,000 in retrofits before the line reached stable production.
This guide exists to prevent that scenario. Whether you are a first-time investor or expanding an existing MRF, disciplined PET bottle recycling line project planning is the single most important step before you sign a purchase order.
Why Project Planning Matters More Than Equipment Selection
Most buyers begin their journey by comparing machine specs and prices. That instinct is understandable but backwards. Equipment selection should be one of the last decisions you make, not the first. A well-planned project starts from the output and works backward:
- What does your buyer require? Fiber-grade flake demands ≥99.5% purity and ≤1% moisture. Food-grade rPET (bottle-to-bottle) requires even more stringent FDA or EFSA compliance. Your end-market specification dictates every upstream design choice.
- What does your feedstock actually look like? Bale quality varies wildly. Post-consumer PET collected from curbside programs in Western Europe may contain 3–5% non-PET contamination, while loose-collected bottles from emerging markets can carry 15–25% contamination (dirt, caps, labels, other polymers).
- What are your site’s real constraints? Available electrical capacity, water supply, floor space, ceiling height, drainage permits, and local labor skill all shape the line you can realistically operate.
Only after answering these three questions should you begin configuring equipment.
Phase 1: Feedstock Characterization
Before anything else, collect representative samples of your actual incoming material — not idealized lab samples, but real bales from your real suppliers over at least a two-week window to capture variability.
What to Measure
| Parameter | Why It Matters | Typical Range (Post-Consumer) |
|---|---|---|
| Non-PET polymer content | Drives sorting and separation design | 2–15% |
| Label type (sleeve vs. glue-on) | Affects washing chemistry and temperature | Varies by region |
| Moisture content | Impacts conveying and pre-sorting | 5–20% |
| Organic contamination | Defines hot-wash intensity needed | 1–8% |
| Bale density & wire condition | Affects debaler selection and throughput | 200–400 kg/m³ |
A proper feedstock baseline study costs very little ($2,000–$5,000 for lab analysis) but can save you six figures in avoided redesign.
Phase 2: Process Block Definition
With feedstock data in hand, define your process flow. A complete PET bottle recycling line typically includes these stages:
Debaling and Pre-Sorting
Bales are broken open, and gross contaminants (metal, wood, non-recyclable plastics) are removed. For lines above 2,000 kg/hr, an automated trommel screen and magnetic separator become cost-justified.
Label Removal and Size Reduction
Bottles pass through a crusher or granulator that shreds them into 12–18mm flakes. At this stage, sleeve labels can be removed via a dry friction process or deferred to the wet-washing stage. Choosing the right shredder-crusher configuration is critical — oversized flakes reduce washing efficiency, while undersized flakes increase fines loss.
Hot and Cold Washing
This is where most of the value is created. A well-designed washing system uses:
- Friction washers for surface scrubbing at high RPM
- Hot caustic wash tanks (80–90°C with 1–3% NaOH) to dissolve adhesive residues
- Rinse stages to remove chemical residue before separation
Rumtoo’s integrated washing systems combine these stages with optimized water circulation to minimize fresh water consumption — typically 1.5–2.0 m³ per ton of input.
Sink-Float Separation
PET flakes (specific gravity ~1.35) sink in water, while polyolefin caps and label fragments (SG ~0.92–0.96) float. This density-based separation is remarkably effective, but only if the upstream washing has fully liberated the labels from the flakes.
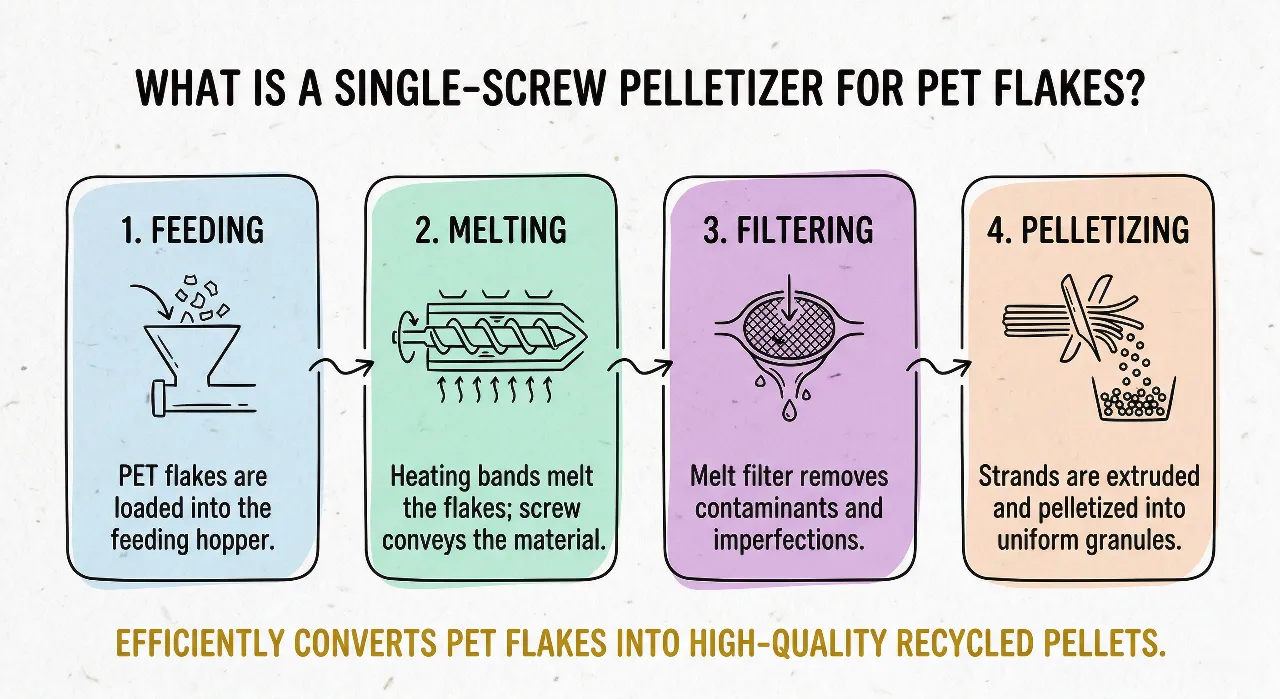
Drying and Dewatering
A centrifugal dryer reduces surface moisture to ≤1% in a single pass. For food-grade applications, a thermal dryer stage may follow to reach ≤0.5%.
Phase 3: Capacity Sizing and Mass Balance
One of the most common planning mistakes is confusing infeed capacity with saleable output. A line rated at “2,000 kg/hr” means 2,000 kg of baled bottles fed in — not 2,000 kg of clean flake coming out.
Realistic yield assumptions:
| Feedstock Quality | Expected Yield (Clean Flake / Bale Input) |
|---|---|
| Clean post-industrial PET | 92–95% |
| High-quality post-consumer (Europe/Japan) | 82–88% |
| Mixed post-consumer (emerging markets) | 68–78% |
Build your business plan around conservative yield numbers, not optimistic ones. If your supplier promises 85% yield on mixed post-consumer bottles, model at 75% and treat the difference as upside.
Phase 4: Utility and Infrastructure Planning
This is where the Thai investor’s project went wrong. Utility planning is not glamorous, but it is make-or-break.
Electrical Load
A 1,500 kg/hr PET washing line typically requires 350–450 kW of installed motor capacity, with a running demand of 250–320 kW. Confirm your transformer capacity, voltage stability, and backup power strategy before ordering equipment. Voltage drops of more than 5% during peak motor starts can damage VFD drives and cause nuisance trips.
Water System
PET washing is water-intensive. A well-designed closed-loop system recirculates 80–90% of process water, but you still need:
- Fresh water makeup: 1.5–2.5 m³/hr for a 1,500 kg/hr line
- Wastewater treatment: Typically a DAF (Dissolved Air Flotation) unit plus settling tank
- Sludge disposal: 50–80 kg/hr of wet sludge, depending on feedstock contamination
Floor Space
Allow 800–1,200 m² of covered floor space for a 1,000–1,500 kg/hr line, including material staging, production, and QC areas. Ceiling height should be ≥6m to accommodate vertical conveyors and silos.
Phase 5: Commissioning and Ramp-Up
A staged commissioning approach dramatically reduces startup risk:
- Factory Acceptance Test (FAT): Witness critical machines running at the manufacturer’s facility before shipping.
- Mechanical Completion: All equipment installed, aligned, and connected. Confirm rotation direction, belt tension, and guard positions.
- Wet Commissioning: Run water through the entire washing circuit without material. Check for leaks, pump performance, and tank levels.
- Material Trial: Start with clean, low-contamination feedstock at 50% speed. Gradually increase feed rate and introduce more challenging material.
- Performance Test: Run continuously for 72 hours at rated capacity with your actual feedstock. Measure throughput, yield, flake purity, and utility consumption against design targets.
Define clear pass/fail criteria for each milestone. If the performance test fails, you need contractual leverage to require corrections before final payment.
Common Mistakes to Avoid
Buying equipment before characterizing your feedstock. You cannot design a washing recipe if you don’t know what you’re washing.
Using “average” contamination for design. Design for worst-case conditions with a 15–20% safety margin. Your average Tuesday feedstock is not the same as the load that arrives on a Friday afternoon from a new supplier.
Underestimating commissioning time. Budget 4–8 weeks for installation and commissioning of a turnkey line, plus another 4–6 weeks of supervised ramp-up before the line runs independently.
Ignoring operator training. Even the best machinery underperforms with untrained operators. Invest in hands-on training during commissioning, and create clear SOPs for startup, shutdown, grade changes, and emergency procedures.
Frequently Asked Questions
How much does a complete PET bottle recycling line cost?
A fully integrated washing line (debaling through clean flake output) capable of processing 1,000–1,500 kg/hr typically costs $250,000–$450,000 FOB, depending on automation level and quality specifications. Adding a pelletizing stage for bottle-to-pellet output adds another $80,000–$150,000. Always evaluate Total Cost of Ownership over 10 years rather than just purchase price.
What is the payback period for a PET washing line?
With stable feedstock supply and good operational management, most facilities achieve payback within 18–30 months. The key variables are: bale purchase price, clean flake selling price, line uptime (target ≥85%), and yield rate.
Do I need food-grade certification to sell rPET?
For fiber and strapping applications, no. But for food-contact packaging (bottle-to-bottle), you need an FDA Letter of No Objection (in the US) or EFSA-approved decontamination process (in the EU). This requires specific super-clean washing processes and validated decontamination testing.
What quality tests should I run on the output flakes?
At minimum: PVC content (target <50 ppm), moisture (≤1%), bulk density, intrinsic viscosity (IV), color (b* value), and polyolefin contamination (<50 ppm for fiber grade). Establish a testing cadence of at least once per shift, with a full lab panel weekly. Review our guide on flake quality control points for a detailed breakdown.
Can I start small and expand later?
Yes, and it’s often the wisest approach. Begin with a 500–1,000 kg/hr line, validate your feedstock supply chain and market demand, then expand to 2,000+ kg/hr once your operation is profitable and stable. Modular line designs allow you to add washing stages or upgrade the dryer section without replacing the entire system.
Next Steps
Ready to move from planning to execution? Contact the Rumtoo project team to discuss your feedstock, site conditions, and capacity goals. We provide detailed layout drawings, utility specifications, and mass balance calculations as part of every project proposal.
References
- PET recycling
- washing line
- plant planning